一种锂电池注液、吸液批量自动化生产线的制作方法
1.本发明涉及一种生产线,具体是指一种锂电池注液、吸液批量自动化生产线。
背景技术:
2.目前,锂电池的自动化生产中,都会涉及到电解液的注液和吸液的生产过程,但该注液和吸液过程中只能针对单个锂电池进行生产,也就是只能逐个的进行锂电池的注液和吸液,却没有专门用于批量一次性完成锂电池注液和吸液的生产线,这不但降低了锂电池的注液吸液效率,造成产能低下,难以满足锂电池的自动化大批量生产要求,而且能耗浪费多,增加生产成本。
技术实现要素:
3.本发明所要解决的技术问题在于克服现有技术的缺陷而提供一种能进行锂电池大批量一次性完成注液和吸液的自动化注液吸液生产线,它能有效提高锂电池产能、减少能耗和降低生产成本。
4.本发明的技术问题通过以下技术方案实现:一种锂电池注液、吸液批量自动化生产线,用于将批量锂电池通过注液杯进行一次性注液吸液生产,所述的自动化注液生产线按照由起始至终止的生产顺序包括依次布置的上料称重机、戴注液杯机、注液机、吸液机、脱注液杯机和下料称重机,该上料称重机、戴注液杯机、注液机、吸液机、脱注液杯机和下料称重机之间设有互相连接的单向输送轨道。
5.所述的上料称重机将批量锂电池装载在模托内上料,再输送至戴注液杯机使模托戴上注液杯而形成带杯电池模托,该带杯电池模托接着输送至注液机使注液杯内注入电解液,再继续输送至吸液机使注液杯内的电解液注入锂电池内并被完全吸收,然后输送至脱注液杯机使模托脱去注空的注液杯,最后由下料称重机卸去模托称重下料。
6.所述的吸液机具有若干个并排设置的真空吸液罐,每个真空吸液罐均包括中空管状的罐体,该罐体内设有由罐体的进口向罐体的出口单向运行的直线轨道,罐体的两端分别设有密封启闭进口和出口的真空盖;所述的直线轨道将带杯电池模托由进口输送至罐体内,该罐体两端的真空盖同时密封封闭进口和出口,并对罐体内抽真空形成高压吸液。
7.所述的每个真空吸液罐上均设有进气阀门和排气阀门,且若干个真空吸液罐的进气阀门并联而连接储气罐,该储气罐再连接高压泵,若干个真空吸液罐的排气阀门并联而连接抽空真气泵。
8.所述的单向输送轨道包括输送至上料称重机的第一输进轨道、由上料称重机向戴注液杯机输送的第二输进轨道、由戴注液杯机向注液机输送的第三输进轨道、由注液机向吸液机输送的第四输进轨道、由吸液机向脱注液杯机输送的第一输出轨道、由脱注液杯机向下料称重机输送的第二输出轨道、由下料称重机输出的第三输出轨道。
9.所述的每个真空吸液罐的进口均通过进口轨道连接第四输进轨道,每个真空吸液罐的出口均通过出口轨道连接第一输出轨道。
10.所述的带杯电池模托包括模托、设在模托内的多个电池仓和放置在每个电池仓内的锂电池;所述的模托顶部设有定位配装的注液杯,该注液杯内设有多个与所述锂电池数量相同的储液槽,每个储液槽均一一对应密封连通每个锂电池,所述的带杯电池模托输送至注液机并向注液杯的每个储液槽内注入电解液。
11.所述的每个锂电池顶部均设有注液孔,每个储液槽底部均设有出液孔;所述的注液杯定位配装在模托上,并使每个储液槽底部的出液孔均一一对应密封连通每个锂电池顶部的注液孔。
12.所述的模托和注液杯均呈矩形状,所述模托的顶部四角设有定位块,所述的注液杯安装在模托顶部,并由四角上的定位块作定位配装。
13.所述的脱注液杯机将模托上注空的注液杯脱去,并通过戴注液杯机戴在由上料称重机输送至的模托上形成循环使用;所述的戴注液杯机和脱注液杯机集成为同时具有戴注液杯功能和脱注液杯功能的戴脱注液杯机。
14.与现有技术相比,本发明主要设计了一款用于批量锂电池自动化注液吸液的生产线,其结构按照由起始至终止的生产顺序包括依次布置的上料称重机、戴注液杯机、注液机、吸液机、脱注液杯机和下料称重机,该上料称重机、戴注液杯机、注液机、吸液机、脱注液杯机和下料称重机之间设有互相连接的单向输送轨道。工作时,上料称重机将批量锂电池装载在模托内上料,再输送至戴注液杯机使模托戴上注液杯而形成带杯电池模托,该带杯电池模托接着输送至注液机使注液杯内注入电解液,再继续输送至吸液机使注液杯内的电解液注入锂电池内并被完全吸收,然后输送至脱注液杯机使模托脱去注空的注液杯,最后由下料称重机卸去模托称重下料;显然,通过上述生产线的加工过程能够实现大批量锂电池的自动化注液吸液生产,也就是能使锂电池大批量一次性完成注液和吸液,从而极大提高了锂电池的生产效率,也更好满足了锂电池自动化大批量的生产要求,还能减少能耗和降低生产成本,并具有较高的经济效益和社会效益。
附图说明
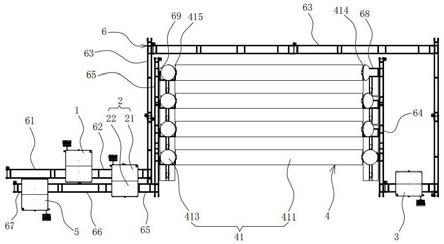
15.图1为本发明的结构示意图。
16.图2为图1的仰视图。
17.图3为若干个真空罐的气路运行结构示意图。
18.图4为真空吸液罐的剖视结构示意图。
19.图5为图4的立体图。
20.图6为进口处的放大图。
21.图7为带杯电池模托的结构示意图。
22.图8为图7的a-a剖视图。
23.图9为图8的b处放大图。
具体实施方式
24.下面将按上述附图对本发明实施例再作详细说明。
25.如图1~图9所示,1.上料称重机、2.戴脱注液杯机、21.戴注液杯机、22.脱注液杯机、3.注液机、4.吸液机、41.真空吸液罐、411.罐体、412.直线轨道、413.真空盖、414.进口、
415.出口、416.铰接点、417.支撑脚、42.进气阀门、43.工作气口、44.进气管、45.储气罐、46.高压泵、47.排气阀门、48.排气口、49.排气管、40.抽空真气泵、5.下料称重机、6.单向输送轨道、61.第一输进轨道、62.第二输进轨道、63.第三输进轨道、64.第四输进轨道、65.第一输出轨道、66.第二输出轨道、67.第三输出轨道、68.进口轨道、69.出口轨道、7.带杯电池模托、71.模托、711.定位块、712.电池仓、72.锂电池、721.注液孔、73.注液杯、731.出液孔、732.进液口、74.储液槽、75.顶盖、751.进液孔、76.密封圈。
26.一种锂电池注液、吸液批量自动化生产线,如图1、图2所示,主要用于批量锂电池的一次性注液吸液生产,其结构按照由起始至终止的生产顺序包括依次布置的上料称重机1、戴注液杯机21、注液机3、吸液机4、脱注液杯机22和下料称重机5;其中,戴注液杯机21和脱注液杯机22在本实施例中可集成为一个生产设备,即同时具有戴注液杯功能和脱注液杯功能的戴脱注液杯机2。
27.所述的上料称重机1、戴注液杯机21、注液机3、吸液机4、脱注液杯机22和下料称重机5之间设有互相连接的单向输送轨道6,具体是:单向输送轨道6包括输送至上料称重机1的第一输进轨道61、由上料称重机1向戴注液杯机21输送的第二输进轨道62、由戴注液杯机21向注液机3输送的第三输进轨道63、由注液机3向吸液机4输送的第四输进轨道64、由吸液机4向脱注液杯机22输送的第一输出轨道65、由脱注液杯机22向下料称重机5输送的第二输出轨道66、由下料称重机5输出的第三输出轨道67。
28.所述的吸液机4具有若干个并排设置的真空吸液罐41,其数量根据实际生产需要进行选择,每个真空吸液罐41的进口414均通过进口轨道68连接第四输进轨道64,每个真空吸液罐41的出口415均通过出口轨道69连接第一输出轨道65。
29.并且,每个真空吸液罐41如图4~图6所示,均包括中空管状的罐体411,该罐体内设有由罐体的进口414向罐体的出口415单向运行的直线轨道412,以及分别设置在罐体411两端并密封启闭进口414和出口415的真空盖413。
30.所述的罐体411在本实施例中是一根中空圆柱型管,相应的进口414和出口415均为圆形口;所述的罐体1两端和中部均设有支撑脚6,可用于将罐体411平稳支撑的放置在地面上;所述的真空盖413是经任一铰接点416与罐体4111形成单点相连的,进而形成了开合式密封封闭进口或出口的盖子结构,在本实施例中该真空盖413主要设计成半球型盖,以便于更好的密封启闭进口414或出口415。
31.所述的直线轨道412是沿罐体411的轴心线单向直线运行的,实际工作中可将多组带杯电池模托7依次由进口414并排输送至罐体411内,直至罐体内出现满载后,该罐体411两端的真空盖413就会同时密封封闭进口414和出口415,再对罐体411内抽真空即可使得带杯电池模托7的锂电池72内形成高压吸液,也就是能够一次性成批量的完成锂电池72内电解液的完全注入吸收。
32.待罐体411内多组带杯电池模托7中的批量锂电池72全部完成高压吸液后,直线轨道412就会将这批吸液完成的带杯电池模托7全部从罐体411内输出,然后再将新的多组带杯电池模托7输送至罐体411内,以使新的多组带杯电池模托7也能完成快速高压吸液,如此循环即可有效提高锂电池72的注液吸液生产效率。
33.同时,关于若干个并排设置真空吸液罐41的气路运行状况如图3所示,它是在每个真空吸液罐41上均设有进气阀门42和排气阀门47,即进气阀门通过进气管44连接真空吸液
罐41上的工作气口43,排气阀门47通过排气管49连接真空吸液罐41上的排气口48;而且,若干个真空吸液罐41的进气阀门42形成并联后,再连接储气罐45上,该储气罐再连接高压泵46;若干个真空吸液罐41的排气阀门47形成并联后,再连接抽空真气泵40。
34.因此,整个气路运行中就会涉及到真空吸液罐41的抽真空和高压氮气进出,并具有如下三种状态:一、待真空吸液罐41的进口414和出口415分别被真空盖413密封封闭后,即可通过抽空真气,40进行抽真空,并使罐体411内的负压达到-0.9mpa并保持一段时间;二、打开与工作气口43连接的进气阀门42,储气罐45内被高压泵46增压后的高压氮气就会充入每个真空吸液罐41内,一般达到1mpa以上并保持一段时间,完成吸液;三、待该真空吸液罐41内完成吸液后,先将该真空吸液罐41的连接工作气口43的进气阀门42关闭,再将另一个真空吸液罐(该真空吸液罐内已经满载带杯电池模托7并抽好真空)的排气口48与上述完成吸液的真空吸液罐41的排气口48连接,让使用过的高压氮气能够排到另一个真空吸液罐41内循环使用,从而降低能耗和减少使用成本。
35.故真空吸液罐41的工作情况通常会形成如下状态:一个真空吸液罐41内完成真空吸液后进行带杯电池模托7的进出时,其余真空吸液罐41往往正处于抽真空加压吸液状态,这样就能保证任何真空吸液罐41都能处于最佳工作状态。
36.所述的带杯电池模托7结构如图7~图9所示,包括模托71和注液杯73。
37.所述的模托71顶部四角设有定位块711,模托71内设有多个电池仓712,该多个电池仓按照纵横直线排列的方式进行密布,每个电池仓712内均放置锂电池72,每个锂电池顶部均设有外露的注液孔721。
38.所述的模托71顶部设有定位配装的注液杯73,该注液杯内设有多个与锂电池72数量相同的储液槽74,每个储液槽底部均设有出液孔731,每个储液槽74顶部均设有进液口732,且注液杯73顶面还设有顶盖75,在顶盖上设有多个一一对应连通每个进液口732的进液孔751,则带杯电池模托7输送至注液机3,该注液机依次通过进液孔751和进液口732即可向每个储液槽74内同时充注电解液。
39.这样,只需将注液杯73戴在模托71顶部,并由四角上的定位块711作定位配装后,每个储液槽74就会一一对应密封连通每个锂电池72,也就是每个注液杯73底部的出液孔731均会一一对应密封连通每个锂电池72顶部的注液孔721,并且出液孔731与注液孔721之间还设有构成密封连通的密封圈76,则多个储液槽74内的电解液即可一次性密封注入对应的多个锂电池72内,从而完成满仓一次性注入电解液的工作过程。
40.所述的锂电池72在本实施例中为方形锂电池,相应的电池仓712和注液杯73均为方形仓,当然方型锂电池也可设计成圆柱形或其它形状,此时只需更改对应的电池仓712和注液杯73形状即可,故注入电解液的锂电池72形状是不受限制的。
41.本发明涉及的生产线工作过程如下:上料称重机1将批量锂电池72装载在模托71内上料,再输送至戴注液杯机21使模托71戴上注液杯73而形成带杯电池模托7,该带杯电池模托接着输送至注液机3使注液杯73内注入电解液,再继续输送至吸液机4使注液杯73内的电解液注入锂电池72内并被完全吸收,然后输送至脱注液杯机22使模托71脱去注空的注液杯73,最后由下料称重机5卸去模托71称重下料。
42.由于戴脱注液杯机2同时集成了戴注液杯功能和脱注液杯功能,故可通过脱注液
杯功能脱去从吸液机4输送过来的模托71上注空的注液杯73,再通过戴注液杯机功能将注空的注液杯73戴在由上料称重机1输送至的模托71上以形成循环使用。
43.本发明的具体生产步骤如下:步骤一、模托输送机输送过来的模托71通过第一输进轨道61输送至上料称重机1进行称重和模托定位后,上料称重机的机械手即可将多个锂电池72批量一起夹紧并放置在模托71内;步骤二、装载有批量锂电池72的模托71通过第二输进轨道62输送至戴脱注液杯机2进行模托定位后,利用戴脱注液杯机2的戴注液杯功能使模托71戴上注液杯73而形成带杯电池模托7;同时,根据上述戴脱注液杯机2的功能描述,该戴上的注液杯73实际可通过脱注液杯功能脱去从吸液机4输送过来的模托71上注空的注液杯73,再通过戴注液杯机功能将注空的注液杯73戴在由上料称重机1输送至的模托71上以形成循环使用;步骤三、带杯电池模托7通过第三输进轨道63输送至注液机3进行模托定位后,即可通过注液机3向所有注液杯73内一次性注入电解液;步骤四、注液后的带杯电池模托7通过第四输进轨道64输送至吸液机4,具体是第四输进轨道64先通过连接每个真空吸液罐41进口414的进口轨道68输送至每个真空吸液罐41内,再通过对每个真空吸液罐41抽真空加压,最后即可将注液杯73内的电解液注入锂电池72内并被完全吸收;步骤五、完成吸液的带杯电池模托7通过第一输出轨道65输送至戴脱注液杯机2进行模托定位后,利用戴脱注液杯机2的脱注液杯功能使模托71脱去注空的注液杯73;其中,第一输出轨道65都是通过连接每个真空吸液罐41出口415的出口轨道69集中输送至戴脱注液杯机2;同时,根据上述戴脱注液杯机2的功能描述,脱去后的注空注液杯73还能够重新被戴在新的模托71上形成循环使用;步骤六、脱去注液杯73的模托71通过第二输出轨道66输送至下料称重机5卸去模托71,具体是将注液吸液后的锂电池72从模托71中取出称重,重量不合格产品剔除,重量合格产品通过电池机械手夹紧放入储存盘,然后模托通过第三输出轨道67输出后,通过模托机械手将空余模托71重新经模托输送机输送至上料称重机1,以进入下一个生产循环。
44.本发明还具有如下设计优点:一、将注液和吸液工序分别通过注液机3和吸液机4分开进行,提高了设备的生产效率;二、产品采用一台模托71承载多个锂电池72,也就是形成一组带杯电池模托7,提高注液吸液效率;三、模托71可根据锂电池72的外形进行改变,或者说能够放置不同规格的锂电池72,提高兼容性;四、采用中空圆柱型的罐体411,提高吸液压力和吸液效率;五、罐体411内设置直线轨道412方便自动化输送加工,而且罐体411两端的真空盖413能够形成一端输进一端输出,方便吸液过程的统筹规划;六、吸液机4采用若干个并排设置的真空吸液罐41,就能形成其中一个真空吸液罐41的进口414输进未吸液的带杯电池模托7而出口415同步输出完成吸液的带杯电池模托7,但另外几个真空吸液罐41却能处于抽真空或高压吸液状态,循环切换,解决了目前的间歇
式注液吸液方式,实现了连续的自动化注液吸液操作,从而提高生产效率。
45.总之,通过本发明的技术创新,能使目前锂电池42的注液效率、吸液效率得到极大提高,同时大小型号的锂电池72都能兼用,一套设备形成通用,极大降低了生产设备的投入和厂房场地,由此也减少了工作场地的环境处理,更加节能环保,故具有极大的经济效益和社会效益。
46.以上所述仅是本发明的具体实施例,本领域技术人员应该理解,任何与该实施例类似的结构设计,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1