编织部件连接结构的制作方法
1.本发明涉及编织部件连接结构。
背景技术:
2.在相关技术的屏蔽连接结构中,外环附接到覆盖着屏蔽电缆的外周的屏蔽编织线(编织部件)的外周,并且外环和屏蔽编织线的重叠部分通过在圆周方向上的多个位置处进行激光焊接或电阻焊接的方式以点焊连接(例如见jph11-509672a)。
3.当外环和屏蔽编织线的重叠部分受到点焊时,热能从焊接部分传输到外环等并且散逸。由于这个原因,必需增加激光的输出和用于焊接的电力,并且存在效率降低的问题。
技术实现要素:
4.本发明的说明性方面提供了一种编织部件连接结构,其配置为将屏蔽构件与编织部件彼此有效地焊接和连接。
5.根据本发明的说明性方面,编织部件连接结构包括编织部件和屏蔽构件,所述编织部件具有管状形状,沿着编织部件连接结构的纵向方向覆盖绝缘线,所述屏蔽构件具有管状形状,而且电连接且固定到编织部件。屏蔽构件包括编织部件连结部分,其具有在屏蔽构件沿纵向方向的一部分中沿着屏蔽构件的周向方向间隔地布置的多个开口,以及由多个开口中彼此相邻的两个开口所限定的焊接部分。覆盖编织部件连结部分的编织部件被焊接到焊接部分。
6.从以下说明书、附图和权利要求中,本发明的其它方面和优点将显而易见。
附图说明
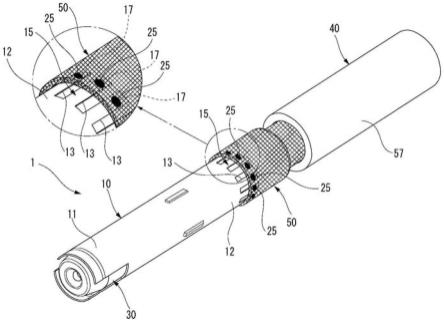
7.图1是示出了根据本发明实施例的编织部件连接结构的视图,并且示出了主要部分的透视图和放大视图,其显示其中屏蔽组件中的屏蔽构件与编织部件彼此连接的状态;
8.图2是图1所示的屏蔽组件的分解透视图;
9.图3是示出了屏蔽构件与编织部件连接到彼此刚刚之前的状态的透视图;
10.图4是示出了其中屏蔽构件的编织部件连结部分被编织部件覆盖的状态的透视图;
11.图5a是示出了其中屏蔽构件的编织部件连结部分被编织部件覆盖的状态的纵向剖面图,而图5b是示出了将覆盖编织部件连结部分的编织部件焊接到焊接部分的步骤的纵向剖面图;
12.图6a和6b是示出了根据本发明其他实施例的编织部件连接结构的视图,其中,图6a是示出了对屏蔽构件中焊接部分的修改的主要部分的透视图,而图6b是示出了对屏蔽构件中编织部件连结部分的修改的主要部分的透视图。
具体实施方式
13.在下文中,将参照附图描述本发明的实施例。图1是示出了根据本发明实施例的编织部件连接结构的视图,并且示出了主要部分的透视图和放大视图,其显示其中屏蔽组件1中的屏蔽外端子(屏蔽构件)10与编织部件50彼此连接的状态。图2是图1所示的屏蔽组件1的分解透视图。
14.如图1和图2所示,根据本实施例的编织部件连接结构是将用于例如高频连接器的屏蔽组件1中的编织部件连接结构,高频连接器将附接到屏蔽电缆40的端部。编织部件连接结构包括编织部件50和屏蔽外端子10,该编织部件50具有在纵向方向上覆盖绝缘线51的管状形状,该屏蔽外端子10是待电连接到并固定到编织部件50的管状屏蔽构件。
15.屏蔽电缆40是同轴电缆,其包括其中芯线(导体)55被绝缘件53覆盖的绝缘线51,在纵向方向上覆盖绝缘线51的管状编织部件50,以及覆盖编织部件50的外周的外护套57(见图2)。具有导电性的芯线55可以是单根线或通过绞合多根线获得的绞合线。绝缘件53具有电绝缘特性并且覆盖芯线55。在本实施例中,屏蔽电缆40是具有编织部件50的同轴电缆,但是不排除其他配置,只要屏蔽电缆40是具有编织部件50的电缆。
16.屏蔽组件1容纳在由具有高频连接器的电绝缘特性的合成树脂形成的外壳体(未示出)中,并且,屏蔽组件1将被连接到屏蔽电缆40的端部。根据本实施例的屏蔽组件1包括内端子20、内壳体30,以及屏蔽外端子(屏蔽构件)10。
17.内端子20由导电金属形成为管状形状,并且将通过压接被电连接到屏蔽电缆40的芯线55。内壳体30由电绝缘合成树脂形成,并且在内端子容纳腔体中容纳并保持内端子20。
18.屏蔽外端子10作为根据本实施例的屏蔽构件,具有内壳体容纳腔体,该内壳体容纳腔体形成为圆柱形并且容纳内壳体30。屏蔽外端子10例如通过压制诸如铜或铜合金的导电金属板形成。如图2所示,作为屏蔽构件的屏蔽外端子10的一个端部侧用作配合端部11,并且配合端部11将被配合到并电连接到作为配合对应件的屏蔽构件的屏蔽外端子(未示出)。屏蔽外端子10的另一端部侧是编织部件连接端部12,并且编织部件50将被连接到编织部件连接端部12。
19.如图2所示,屏蔽外端子10具有编织部件连结部分15,在编织部件连结部分15处,多个开口13形成于编织部件连接端部12处,即屏蔽外端子10的另一端部侧。开口13沿着屏蔽外端子10的周向方向间隔地形成。在编织部件连结部分15中,焊接部分17形成于在周向方向上彼此相邻的开口13之间。在本实施例中,编织部件连结部分15的开口13是具有开口端的凹口孔,并且焊接部分17是限定于相邻凹口孔之间的悬臂梁突出件。结果,编织部件连结部分15在周向方向上形成为梳齿形状。根据所需的强度、连接到编织部件50时的电阻等,适当地设置开口13和焊接部分17的沿着周向方向的宽度尺寸以及形成于屏蔽外端子10的编织部件连结部分15中的相邻的开口13和焊接部分17之间的间隔。
20.编织部件50由编织线形成且形成为管状形状,编织线由导电金属材料,例如铜或铜合金制造。编织部件50被设置为沿着纵向方向覆盖绝缘线51。绝缘线51在绝缘件53的中心处具有芯线55。编织部件50的外周覆盖有外护套57,并且,编织部件50的将被连接到屏蔽外端子10的端部部分从外护套57暴露(见图1和图2)。
21.绝缘线51的端部部分将在编织部件连接端部12处被插入屏蔽外端子10。在这种状态下,编织部件50的端部部分在屏蔽外端子10的编织部件连接端部12处覆盖编织部件连结
部分15。
22.覆盖屏蔽外端子10的编织部件连结部分15的编织部件50被焊接到由突出件形成的焊接部分17,以一起形成焊接连接部分25。屏蔽外端子10与编织部件50在通过焊接焊接部分17与编织部件50而形成的焊接连接部分25处电连接到彼此。
23.接下来,将描述编织部件50是如何连接到屏蔽外端子10,即屏蔽构件的。图3是示出了屏蔽外端子10(即屏蔽构件)与编织部件50连接到彼此刚刚之前的状态的透视图。图4是示出了其中屏蔽外端子10的编织部件连结部分15覆盖有编织部件50的状态的透视图。图5a是示出了其中屏蔽外端子10的编织部件连结部分15被编织部件50覆盖的状态的纵向剖面图,而图5b是示出了将覆盖编织部件连结部分15的编织部件50焊接到焊接部分17的步骤的纵向剖面图。
24.首先,如图3所示,编织部件50被放松,并且编织部件50在径向方向上变宽,从而在编织部件50与绝缘件53之间形成间隙。接下来,将内端子20容纳到内壳体30的内端子容纳腔体中,并且,将内端子20、芯线55和绝缘件53插入屏蔽外端子10的编织部件连接端部12中,以便将屏蔽外端子10的编织部件连结部分15置于编织部件50与绝缘件53之间。然后,如图4和图5a所示,编织部件50的端部部分覆盖编织部分连结部分15。以这种方式,编织部件50的端部部分与由编织部件连结部分15的多个突出件形成的焊接部分17的外周侧重叠。
25.接下来,如图5b所示,激光照射装置100被用于照射编织部件50的端部部分的与焊接部分17重叠的多个重叠部分,激光束103将编织部件50与焊接部分17焊接到彼此。然后,在其处编织部件50被焊接到焊接部分17的焊接连接部分25形成于焊接部分17与编织部件50的重叠部分处。结果,屏蔽外端子10的编织部件连接端部12的编织部件连结部分15与编织部件50的端部部分电连接到彼此。用于将屏蔽外端子10与编织部件50焊接到彼此的方法不限于激光焊接,并且,可以应用多种焊接方法,例如电阻焊接或超声波焊接。
26.这里,当屏蔽外端子10的编织部件连结部分15与编织部件50的端部部分连接到彼此时,编织部件连结部分15形成有开口13,开口13是多个凹口孔,其端部部分敞开以形成由多个突出件形成的焊接部分17。因此,编织部件50被焊接到焊接部分17时施加的热能到其周缘区域的传递被减少。结果,焊接部分17与编织部件50的重叠部分能够被所施加的热能有效地焊接。
27.如上所述,根据本实施例的编织部件连接结构,覆盖屏蔽外端子10的编织部件连结部分15的编织部件50被焊接到沿着周向方向间隔地形成的多个开口13之间的焊接部分17。因此,在本实施例的编织部件连接结构中,焊接部分17的作为屏蔽外端子10的被编织部件50焊接到的部分的体积被减少,由此减少了热容量,并且可以防止当编织部件50被焊接时所施加的热能被传递到焊接部分17的周缘区域并散逸。结果,在不增加为了焊接所施加的热能的输出的情况下,屏蔽外端子10的焊接部分17与编织部件50可以被有效地焊接到彼此。
28.此外,由凹口孔形成的开口13形成于屏蔽外端子10的端部部分中,并且由突出件形成的焊接部分17形成于开口13之间。因此,编织部件50可以通过使用这些突出件作为焊接部分17来被焊接,并且,屏蔽外端子10与编织部件50可以电连接到彼此。此外,当屏蔽外端子10由压制金属板形成时,由悬臂梁突出件形成的焊接部分17可以通过同时冲压出一对屏蔽外端子10的突出件来防止材料产量降低。
29.在以上实施例中,圆柱形屏蔽外端子10作为示例,但是,作为屏蔽构件的屏蔽外端子10不限于圆柱形形状,并且可以是多边形柱形形状。
30.图6a和6b是示出了根据本发明其他实施例的编织部件连接结构的视图,其中,图6a是示出了对屏蔽外端子10a中焊接部分17a的修改的主要部分的透视图,而图6b是示出了对屏蔽外端子10b中编织部件连结部分15b的修改的主要部分的透视图。如图6a所示,在屏蔽外端子10a的编织部件连结部分15a中,焊接部分17a形成于在周向方向上彼此相邻的开口13a之间。编织部件连结部分15a的开口13a是具有开口端的凹口孔,并且焊接部分17a是形成于相邻凹口孔之间的悬臂梁突出件。此外,突出件的远端部分弯折成朝向屏蔽外端子10a的外周侧突出的山形状。
31.因此,根据本实施例的编织部件连接结构,作为悬臂梁突出件的焊接部分17a的远端部分被弯折成山形状,使得焊接部分17a的远端在编织部件50覆盖编织部件连结部分15a时不太可能被卡住,并且可加工性得到改善。
32.如图6b所示,屏蔽外端子10b的编织部件连结部分15b被设置在屏蔽外端子10b的编织部件连接端部12的端部部分附近。编织部件连结部分15b的开口13b是形成于屏蔽外端子10b的端部部分附近中的通孔,并且,焊接部分17b是形成于相邻通孔之间的桥接件。
33.因此,根据本实施例的编织部件连接结构,由通孔所形成的多个开口13b形成于屏蔽外端子10b的端部部分的附近,以形成开口13b之间的桥接件。因此,编织部件50可以使用作为焊接部分17b的桥接件被焊接,并且焊接操作可以稳定地进行,该桥接件被制造成双支撑梁的形式,具有较高刚度。
34.虽然已经参照其特定示例性实施例描述了本发明,但是本发明的范围不限于上述示例性实施例,并且本领域技术人员将会理解,在不脱离由所附权利要求所限定的本发明的范围的情况下,可以在其中进行各种改变和修改。
35.根据上述实施例的一个方面,编织部件连接结构包括编织部件(50)和屏蔽构件,所述编织部件(50)具有管状形状,其沿着编织部件连接结构的纵向方向覆盖绝缘线(51),所述屏蔽构件(例如屏蔽外端子10、10a、10b)具有管状形状,而且电连接且固定到编织部件(50)。屏蔽构件(例如屏蔽外端子10、10a、10b)包括编织部件连结部分(15、15a、15b),其具有在屏蔽构件沿纵向方向的一部分中沿着屏蔽构件的周向方向间隔地布置的多个开口(13、13a、13b)以及由多个开口(13、13a、13b)的彼此相邻的两个开口(13、13a、13b)所限定的焊接部分(17、17a、17b)。覆盖编织部件连结部分(15、15a、15b)的编织部件(50)被焊接到焊接部分(17、17a、17b)。
36.根据具有以上构造的编织部件连接结构,覆盖屏蔽构件的编织部件连结部分的编织部件被焊接到沿着周向方向间隔地形成的多个开口之间的焊接部分。因此,在该编织部件连接结构中,焊接部分的作为屏蔽构件的被编织部件焊接到的部分的体积被减少,由此减少了热容量,并且可以防止当编织部件被焊接时所施加的热能被传递到焊接部分的周缘区域并散逸。结果,在不增加为了焊接所施加的热能的输出的情况下,屏蔽构件的焊接部分与编织部件可以被有效地焊接到彼此。
37.编织部件连结部分(15、15a)可以设置在屏蔽构件(例如屏蔽外端子10、10a)的端部部分。多个开口(13、13a)可以是形成于屏蔽构件(例如屏蔽外端子10、10a)的端部部分的凹口孔。焊接部分(17、17a)可以是形成于凹口孔中彼此相邻的两个凹口孔之间的突出件。
38.在这种构造的情况下,由凹口孔形成的开口形成于屏蔽构件的端部部分,并且悬臂梁突出件形成于开口之间。因此,编织部件可以通过使用突出件作为焊接部分来被焊接,并且,屏蔽构件与编织部件可以电连接到彼此。此外,例如,当屏蔽构件由压制金属板形成时,悬臂梁突出件可以通过同时冲压出一对屏蔽构件的突出件来防止材料产量降低。
39.突出件的远端部分可以弯折成在屏蔽构件(例如屏蔽外端子10a)的径向方向上向外突出的凸起形状。
40.在这种构造的情况下,悬臂梁突出件的远端部分被弯折成山形状,使得突出件的远端在编织部件覆盖编织部件连结部分时不太可能被卡住,并且可加工性得到改善。
41.编织部件连结部分(15b)可以设置在屏蔽构件(例如屏蔽外端子10b)的端部部分附近。多个开口(13b)可以是形成于屏蔽构件(例如屏蔽外端子10b)的端部部分附近的通孔。焊接部分(17b)可以由形成于通孔中彼此相邻的两个通孔之间的桥接件形成。
42.在这种构造的情况下,由通孔形成的开口形成于屏蔽构件的端部部分的附近,并且桥接件形成于开口之间。因此,编织部件可以使用作为焊接部分的桥接件被焊接,并且焊接操作可以稳定地进行,该桥接件被制造成双支撑梁的形式,具有较高刚度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1