增强透明可视区域的天线组件及电子产品的制造方法与流程
1.本发明涉及一种天线制造方法,尤其涉及一种增强透明可视区域的天线组件的制造方法,还进一步涉及增强透明可视区域的电子产品的制造方法,所述增强透明可视区域的电子产品包括了所述天线组件。
背景技术:
2.传统的通信设备往往是采用不透明的外壳进行制作,天线支架也是采用不透明的材料来实现,这种情况非常普遍,导致用户的审美出现疲劳,对于产品的更新换代以及个性化设计需求带来了局限性。虽然,现在也有个别透明壳体的产品采用fpc天线,或内置的塑胶件天线,但是业界目前未见成功制作透明壳体的激光镭射天线件,所以这种产品会因为fpc天线和内置的塑胶件大面积遮挡透明壳体的透视区域,极大程度的降低了消费者对于透明壳体产品的审美体验,而且,由于天线本身往往是封装在靠近壳体的位置里面,天线及其不透明的基础件往往内置于产品内部且面积较大,遮挡了较大的可视面积。因此,严重影响用户观察产品内涵,无法判断产品的制造质量,无法欣赏产品内部设计的美感。
技术实现要素:
3.本发明所要解决的技术问题是需要提供一种包括内置支架等天线基础件,能够增强透明可视区域的天线组件的制造方法,使得制造出的天线线路能够最小化遮挡产品外壳的透视区域,客户在不开盖的情况下就可以观察产品内部状态,协助检查设计或制造装配的缺陷,同时体验透视性的工业设计的美感。本发明旨在高效地满足产品的个性化设计需求,能够有效降低产品的加工制造难度,提高产品的生产制造效率。在此基础上,还进一步提供相应的增强透明可视区域的电子产品的制造方法。
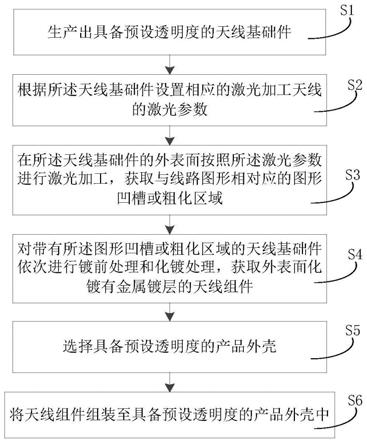
4.对此,本发明提供一种增强透明可视区域的天线组件的制造方法,包括以下步骤:步骤s1,生产出具备预设透明度的天线基础件;步骤s2,根据所述天线基础件设置相应的激光加工天线的激光参数;步骤s3,根据预先设计的线路图形,在所述天线基础件的外表面加工区域按照所述激光参数进行激光加工,获取与所述线路图形相对应的图形凹槽或粗化区域;步骤s4,对带有所述图形凹槽或粗化区域的天线基础件依次进行镀前处理和化镀处理,获取外表面化镀有金属镀层的天线组件;步骤s5,选择具备预设透明度的产品外壳;步骤s6,将天线组件组装至具备预设透明度的产品外壳中。
5.本发明的进一步改进在于,所述步骤s2中,预先针对具备预设透明度的天线基础件的各种材料进行激光加工测试和分析,并将所述天线基础件的材料、激光参数以及切割深度之间的关系保存为激光参数对应表;在后续激光加工过程中,通过输入所述天线基础件的材料数据和线路图形,通过查询所述激光参数对应表获取对应的激光参数;所述激光参数包括激光波长、激光功率、激光频率、激光切割深度、填充间距、激光加工速度以及激光
加工次数。
6.本发明的进一步改进在于,所述步骤s1中,所述具备预设透明度的天线基础件包括透明天线基础件或准透明天线基础件,当所述天线基础件为透明天线基础件时,采用第一能量范围的激光实现激光加工;当所述天线基础件为准透明天线基础件时采用第二能量范围的激光实现激光加工;所述第一能量范围中的最小能量大于所述第二能量范围中的最大能量。
7.本发明的进一步改进在于,所述步骤s3包括以下子步骤:步骤s301,根据预先设计的线路图形,对所述线路图形进行量化,将所述线路图形量化成单位加工单元,并将加工区域的起始位置作为初始的单位加工单元;步骤s302,根据当前单位加工单元的切割深度进行激光加工,完成当前单位加工单元的激光加工之后,在下一个时序以所述单位加工单元作为步进,进行下一个单位加工单元的激光加工;步骤s303,判断当前的单位加工单元是否为最后一个单位加工单元,若否,则重复步骤s302,若是,则结束激光加工过程。
8.本发明的进一步改进在于,所述步骤s3还包括步骤s304,在结束激光加工过程后,测量所述图形凹槽或粗化区域的表面粗糙程度是否达到预设的粗糙度阈值,若否,则返回进行激光加工,增加所述图形凹槽或粗化区域的表面粗糙程度,直到符合预设的粗糙度阈值;若是,则跳转至步骤s4。
9.本发明的进一步改进在于,所述步骤s4包括以下子步骤:步骤s401,对带有所述图形凹槽或粗化区域的天线基础件进行镀前处理,所述镀前处理包括水洗和超声波清洗;步骤s402,控制所述化镀处理中各个金属镀层的厚度,所述金属镀层包括化镀金属附着层和化镀核心金属层;并在化镀核心金属层之后,判断所述天线组件是否需要进行电镀处理,若是,则进行金属保护层的电镀处理;若否,则进行金属保护层的化镀处理。
10.本发明的进一步改进在于,所述步骤s402包括以下子步骤:步骤s4021,按照19-40.8%的厚度比例进行化镀金属附着层处理;步骤s4022,按照56%-78.6%的厚度比例进行化镀核心金属层处理;步骤s4023,按照0.4%-3.2%的厚度比例进行化镀或电镀金属保护层处理。
11.本发明的进一步改进在于,所述金属附着层包括用于增加金属附着力的金属钯层;所述核心金属层包括化镀铜层或化镀银层等;所述金属保护层包括化镀镍层、化镀金层、化镀银层以及化镀锡层中的任意一种或几种。
12.本发明的进一步改进在于,所述步骤s5中,判断所述产品外壳是否存在表面保护处理需求,若是,则通过喷涂或真空镀膜实现表面保护处理;若否,则直接跳转至下一步骤进行组装。
13.本发明还提供一种增强透明可视区域的电子产品的制造方法,通过如上所述的增强透明可视区域的天线组件的制造方法制造出所述电子产品的天线部件,所述天线部件包括增强透明可视区域的天线组件,并包括以下步骤:步骤k1,获取所述电子产品下壳的安装配合尺寸;步骤k2,根据所述下壳的安装配合尺寸设计出所述电子产品上盖的安装配合尺
寸;步骤k3,选取预设透明度的制造材料;步骤k4,制造出预设透明度的天线组件和上盖,将所述天线组件装配于电子产品内部的pcba上,通过pcba上的天线馈电点对该天线组件进行馈电,将所述上盖与电子产品的下盖进行组装,形成整个产品的完整壳体。
14.与现有技术相比,本发明的有益效果在于:先根据所述具备预设透明度的天线基础件设置相应的激光加工天线的激光参数;然后,根据预先设计的线路图形,在所述天线基础件的外表面加工区域通过所述激光参数进行激光加工,在加工区域获取与线路图形相对应的图形凹槽或精准的粗化区域;最后,对带有所述图形凹槽或粗化区域的天线基础件进行镀前处理和化镀处理,获取外表面化镀有金属镀层的天线组件。本发明创新地将激光镭射天线与预设透明度的天线基础件进行加工融合,并配合同样具备预设透明度的产品外壳,所述预设透明度指的是透明度可以根据实际情况和需求进行调整和设置。本发明使得制造出的天线产品能够最小化遮挡产品外壳的透视区域,客户在不开盖的情况下就可以观察产品内部状态,协助检查设计或制造装配的缺陷,同时体现透视性的工业设计的美感,能够将天线的科技、工业设计以及产品外观设计很好地进行融合。
15.本发明能够直接将天线通过激光镭射天线与预设透明度的天线基础件进行加工融合,以获取具备预设透明度的天线组件,由于所述天线组件是装配在产品外壳中的组合件,因此,本发明还能够有效地降低对产品的装配难度,能够有效降低对产品外壳进行喷涂或真空镀膜的难度,有效地简化了产品的加工制造难度,大幅度提高了产品的制造和生产效率。
16.在此基础上,本发明能够极大程度地减少了对产品透明壳体透视区域的遮挡,增强了用户对设备天线、电路以及器件等的品鉴范围,提高了产品的人性化设计程度,实现了科技和艺术美学的完美融合,为产品的更新换代提供了很好的基础。同时,本发明还能够将企业标识或是个性化标识作为预先设计的线路图形制作于产品外壳的外表面上,满足不同的产品需求,能够广泛地应用于智能手机、智能硬件、智能电子产品以及智能家居等智能终端设备上,提高产品的工业设计程度及水平。
附图说明
17.图1是本发明一种实施例的工作流程示意图;图2是本发明一种实施例获取图形凹槽的原理示意图;图2-1是本发明一种实施例采用图形凹槽时图2的横向剖面结构示意图;图2-2是本发明一种实施例采用粗化区域时的局部表面结构示意图;图3是本发明一种实施例进行化镀处理的原理示意图;图3-1是本发明一种实施例采用图形凹槽时化镀处理后图3的横向剖面结构示意图;图3-2是本发明一种实施例采用粗化区域时化镀处理后图3的局部表面结构示意图;图4是本发明一种实施例中步骤s3的详细工作流程示意图;图5是本发明一种实施例的整体结构示意图;
图6是本发明一种实施例的透视效果示意图;图7是本发明一种实施例应用于耳机上的整体结构示意图;图8是本发明一种实施例应用于耳机上的透视效果示意图。
18.附图标记:1-天线基础件;11-天线组件;2-激光;3-图形凹槽;31-粗化区域;4-金属镀层;5-保护层;6-上盖;7-下壳;8-主板组件。
具体实施方式
19.下面结合附图,对本发明的较优的实施例作进一步的详细说明。
20.如图1至图8所示,本例提供一种增强透明可视区域的天线组件的制造方法,包括以下步骤:步骤s1,生产出具备预设透明度的天线基础件1;步骤s2,根据所述天线基础件1设置相应的激光加工天线的激光参数;步骤s3,根据预先设计的线路图形,在所述天线基础件1的外表面加工区域按照所述激光参数进行激光加工,在加工区域获取与线路图形相对应的图形凹槽3或粗化区域31;步骤s4,对带有所述图形凹槽3或粗化区域31的天线基础件1依次进行镀前处理和化镀处理,获取外表面化镀有金属镀层4的天线组件11;步骤s5,选择具备预设透明度的产品外壳;步骤s6,将所述天线组件11组装至具备预设透明度的产品外壳中,所述产品外壳包括上盖6和下壳7。
21.本例所述步骤s1中,优选通过塑胶模具注塑成型,采用透明或准透明的塑胶等材料生产出具备预设透明度的天线基础件1,所述天线基础件1指的是天线的内置支架等;所述预设透明度指的是透明度可以根据实际情况和需求进行调整和设置,比如全透明、半透明或其它预先设置的透明度等等;所述基础件所述天线基础件1可以根据产品功能和特性要求选用性价比高的透明原材料,从而提升产品的质量档次和性价比。本例所述天线基础件1的形状不限,可以根据实际情况和需求进行生产。本例的图2至1以及图5至图6,是简单的原理示意,并不以此作为限定的形状。本例可用塑胶材料类型包含但不限于pc、pc+abs、abs、pc+玻纤、pc+abs+玻纤以及激光镭射天线专用材料等各种透明或准透明的材料。当然,在实际生产中,甚至于可以采用除塑料之外的其他透明或准透明的材料,比如玻璃材料或有机玻璃材料等。
22.本例所述准透明的含义,是指这些材料或成品的透明度介乎全透明到半透明之间,采用透明壳体材料或准透明壳体材料,经过表明处理透明喷涂,通过透明或准透明材料的透明度调整控制在10%、20%、30%或50%等等,也称为一分透、二分透、三分透或半透明等
等,或采用透明壳体材料经过表面处理例如喷涂或真空镀膜,喷涂或真空镀工艺也可以任意控制在10%、20%、30%或50%等等,也称为一分透、二分透、三分透或半透明等等,其透明度可以根据实际情况和需求进行修改和调整。
23.本例所述步骤s2中,优选预先针对具备预设透明度的天线基础件1的各种材料进行激光加工测试和分析,并将所述天线基础件1的材料、激光参数以及切割深度之间的关系保存为激光参数对应表;在后续激光加工过程中,通过输入所述天线基础件1的材料数据和线路图形,通过查询所述激光参数对应表获取对应的激光参数。
24.本例优选在包括了控制机柜的智能激光设备上反复调试、打样和分析,针对各种材料进行激光加工测试和分析,得出各种不同材料对应的最佳镭雕参数,并分析出材料、激光参数以及切割深度之间的关系,以此作为后续激光加工过程中的参考,所述激光参数包括激光波长、激光功率、激光频率、激光切割深度、填充间距、激光加工速度以及激光加工次数等相关工艺参数,进而能够确保后续生产加工的稳定性、高效性以及一致性。
25.本例所述步骤s1中,所述天线基础件1包括透明天线基础件或准透明天线基础件,当所述天线基础件1为透明天线基础件时,采用第一能量范围的激光2实现激光加工,所述第一能量范围指的是预先设置的针对透明材料实现激光加工的激光能量取值范围,所述第一能量范围的激光2优选为适合该材料的短波长激光,既满足了透明材料的激光加工天线需求,又能够极大程度地减少对透明壳体透视区域的遮挡,便于实现设备天线、电路以及器件等的清晰可见,首次将天线设计的射频技术与美学艺术进行了完美的融合,实现了科技和工业设计的结合,提高了产品的人性化设计程度。
26.本例不仅可以适用于全透明的天线基础件1,而且可以适用于准透明的天线基础件1。当所述天线基础件1为准透明壳体时采用第二能量范围的激光实现激光加工;所述第二能量范围指的是预先设置的针对准透明材料实现激光加工的激光能量取值范围,所述第二能量范围的激光能量优选小于第一能量范围的激光能量。制作完成之后,可以使得整个天线基础件1能够呈现出琥珀的视觉效果。值得说明的是,本例所述第一能量范围中的最小能量大于所述第二能量范围中的最大能量,因为针对透明的天线基础件1进行激光加工的要求更高,需要能量较大的激光2来实现。本例能够很好地针对不同材料的天线基础件1的外表面实现激光加工,保证了激光加工的稳定可靠,且不会损伤或烧焦相对应的天线基础件1。
27.如图2、图2-1以及图2-2所示,本例所述步骤s3用于在加工区域获取与线路图形相对应的图形凹槽3或粗化区域31,所述加工区域指的是所述天线基础件1上用于实现天线加工的区域,所述线路图形包括且不限于天线的线路图形、企业标识的线路图形以及其他标识物的线路图形,所述粗化区域31指的是对所述天线基础件1进行粗化处理的区域,所述图形凹槽3指的是对所述天线基础件1进行激光切割加工处理的凹槽。其中,图2中的c形标识为企业标识以及其他标识物的线路图形,在这里仅作为简单的举例示意,不作为形状的限定。如图2-1所示,本例加工出所述图形凹槽3之后,在横向剖面中就能够很好地看到所述图形凹槽3具有一定的凹槽深度,其天线的线路图形所对应的凹槽深度由所述天线线路需求决定,而企业标识以及其他标识物的线路图形则不受天线线路需求的影响。同样的,如图2-2所示,本例还可以不进行激光切割加工,而是直接在天线基础件1的外表面进行粗化处理,然后在所述粗化区域31上面直接实现镀前预处理和化镀处理。
28.如图4所示,本例所述步骤s3优选包括步骤s301至步骤s304。
29.本例所述步骤s301,根据预先设计的线路图形,对所述线路图形进行量化,将所述线路图形量化成单位加工单元,所述单位加工单元指的是每次激光加工的单元区域,该单位加工单元可以根据实际情况进行设置和调整;并将加工区域的起始位置作为初始的单位加工单元,以此作为激光加工的起始位置。
30.本例所述步骤s302,根据当前单位加工单元的切割深度进行激光加工,完成当前单位加工单元的激光加工之后,在下一个时序以所述单位加工单元作为步进,进行下一个单位加工单元的激光加工。这样的设计,能够针对每一个当前的单位加工单元进行精准加工和控制,并且在完成后再进行下一个单位加工单元的加工和控制,精准程度高,且有效地避免了激光加工的重复往返作业,提高了工作效率。
31.本例所述步骤s303,判断当前的单位加工单元是否为最后一个单位加工单元,若否,则重复步骤s302,若是,则结束激光加工过程。以此循环,直到完成全部单位加工单元的激光加工。
32.本例所述步骤s304,在结束激光加工过程后,测量所述图形凹槽3的表面粗糙程度是否达到预设的粗糙度阈值,所述粗糙度阈值为预先设置的粗糙度的判断阈值,可以根据实际情况进行设置和调整。因为过于光滑的平面不利于所述金属镀层4的加工,本例在所述图形凹槽3的表面粗糙程度没有达到预设的粗糙度阈值时,将则返回进行激光加工,增加所述图形凹槽3的表面粗糙程度,直到符合预设的粗糙度阈值,则可以进行下一个步骤的化镀操作。当然,在实际应用中,也不是越粗糙越好,因此所述粗糙度阈值优选为一个预先设置好的取值范围,只要所述图形凹槽3的表面粗糙程度处于该粗糙度阈值的取值范围内,都可以直接进行下一步的化镀操作,化镀效果好且使用寿命长。
33.如图3、图3-1和图3-2所示,本例所述步骤s4对激光加工得到的具有粗糙化等满足化镀效果的图形凹槽3或粗化区域31进行镀前预处理、化镀金属附着层、化镀核心金属层和化镀金属保护层、化镀其它相关金属等化镀处理工艺,以获得外表面具有线路图形的金属镀层4的天线组件11;所述天线组件11指的是实现了天线功能的天线基础件。如图3-1所示,所述金属镀层4的化镀厚度,与所述图形凹槽3的凹槽深度一致。如图3-2所示,当直接采用粗化处理工艺时,所述粗化区域31的化镀厚度,会稍微凸出,这种情况下,还可以再进一步通过后续工序进行高度差消除。
34.更为具体的,本例所述步骤s4包括以下子步骤:步骤s401,对带有所述图形凹槽3或粗化区域31的天线基础件1进行镀前处理,所述镀前处理包括水洗和超声波清洗;步骤s402,根据所述图形凹槽3的切割深度数据或粗化区域31的凸出高度数据控制所述化镀处理中各个金属镀层4的厚度,所述金属镀层4包括化镀金属附着层和化镀核心金属层;并在化镀核心金属层之后,判断所述天线组件11是否需要进行电镀处理,若是,则进行金属保护层的电镀处理;若否,则进行金属保护层的化镀处理。
35.值得说明的是,为了实现天线外观的多样性,可在化学镀核心金属层之后,进行电镀处理,电镀金属层包括银、金、镍以及铬等各种金属,具体采用何种金属层作为天线的保护层,可以根据产品对天线外观的需求而定。
36.值得说明的是,本例的化镀金属附着层、化镀核心金属层以及电镀或化镀金属保
护层的顺序不可以调换,所述金属附着层优选为金属钯层,用于增加金属附着力;所述核心金属层指的是镀层天线的核心层,比如化镀铜层或化镀银层等;所述金属保护层用于实现金属保护效果,包括但不限于化镀镍层、化镀金层、化镀银层以及化镀锡层中的任意一种或几种。由于本例所述金属镀层4是直接化镀在所述产品外壳1外表面的图形凹槽3中或粗化区域31上,本例这样的化镀顺序可以确保即使长时间使用,也不会损伤核心层;另外,值得说明的是,化镀金属附着层、化镀核心金属层和化镀金属保护层的厚度也不是随意设置或本领域的常规设计,而是与本例整体技术方案相配合的针对性设计,这样实现的镀层天线效果非常好。
37.优选的,本例所述步骤s402包括以下子步骤:步骤s4021,根据所述图形凹槽3的切割深度数据或粗化区域31的凸出高度数据按照19-40.8%的厚度比例进行化镀金属附着层处理,即化镀金属附着层的厚度占所述图形凹槽3的切割深度或粗化区域31的凸出高度的19%-40.8%;步骤s4022,根据所述图形凹槽3的切割深度数据或粗化区域31的凸出高度数据按照56%-78.6%的厚度比例进行化镀核心金属层处理,即化镀核心金属层的厚度占所述图形凹槽3的切割深度或粗化区域31的凸出高度的56%-78.6%;步骤s4023,根据所述图形凹槽3的切割深度数据或粗化区域31的凸出高度数据按照0.4%-3.2%的厚度比例进行化镀或电镀金属保护层处理,即化镀或电镀金属保护层的厚度占所述图形凹槽3的切割深度或粗化区域31的凸出高度的0.4%-3.2%。
38.如图6和图8所示,本例所述步骤s5,将所述天线组件11组装至具备预设透明度的产品外壳中;在组装之前,优选先判断所述产品外壳是否存在表面保护处理需求,若是,则通过喷涂或真空镀膜实现表面保护处理;若否,则直接跳转至下一步骤进行组装。由于所述天线组件11是装配在产品外壳中的组合件,这种装配方式简单且高效。因此,本例还能够有效地降低对产品的装配难度,能够有效降低后续对产品外壳进行喷涂或真空镀膜的难度,有效地简化了产品的加工制造难度,大幅度提高了产品的制造和生产效率。
39.如图5和图7所示,本例所述步骤s6,对所述产品外壳进行表面覆盖保护处理,所述产品外壳包括上盖6和下壳7,本例可以优选只对上盖6进行表面覆盖保护处理,如进行透明系列油漆喷涂,表面覆盖保护层5。为了便于显示,所述保护层5在附图中通过填充形式进行展示,实际上,该保护层5优选为透明保护层。其中先喷涂透明处理剂增加透明中漆或者面漆的附着力,最后喷涂透明面漆,所述透明面漆包含但不限于透明uv,透明光油等透明系列油漆,其中喷涂次数根据产品特性和相关技术要求来定义,喷涂次数n≥1,可以根据实际情况和需求来进行自定义设置和调整。本例所述步骤s6,还可以对所述产品外壳进行真空镀膜表面覆盖以形成保护层5。
40.本例根据预先设置的透视效果需求,针对所述产品外壳的材料对喷涂或真空镀膜表面覆盖过程中的时间和温度进行控制,比如针对的材料在预设时间内通过预设温度范围进行真空镀膜包裹,透视效果需求或材料的不同,所需要的预设时间和预设温度均不同,预设时间和预设温度可以根据实际情况和需要进行自定义设置于调整,进而实现对应的透视及保护效果,比如一分透、二分透或是三分透等。本例优选预先对透明度进行定义,并将透明度、材料、预设时间、预设浓度和预设温度进行对应存储,后续根据预先设置的透视效果需求,针对所述产品外壳的材料查表得到真空镀膜包裹过程中的预设时间、预设浓度和预
设温度进行真空镀膜包裹控制,就能够快速实现所需要的效果,比如不同的透视效果或透视加反光效果等。
41.本例创新地将激光镭射天线与具备预设透明度的天线基础件1进行加工融合,使得制造出的天线线路能够最小化遮挡产品外壳的透视区域,其整体结构示意图如图5至图8所示,当本例所述制造方法用于实现耳机这一产品时,对应的整体结构示意图如图7和图8所示。图5至图8中,在下壳7的上面设置有主板组件8,所述主板组件8和天线组件11包裹在所述上盖6和下壳7之间。
42.为了展示整体结构,本例在图5和图7中采用了填充的方式来进行展示,该展示形式仅用于描述其结构;本例所具备的透明特性和透视效果,已通过图6和图8进行展示。通过这两个图可以明显看出,本例能够使得制造出的天线组件具有透明特质,客户在不开盖的情况下就可以观察产品内部状态,协助检查设计或制造装配的缺陷,同时体现透视性的工业设计的美感。
43.在实际应用中,本例所述天线基础件1包括透明天线基础件和准透明天线基础件,能够进一步将天线的科技、工业设计以及产品外观设计很好地进行融合,能够直接将天线通过激光加工融合至具备预设透明度的天线基础件1的外表面上,为天线设计创造了更佳的空间,大幅度提高了其天线性能。在此基础上,由于所述天线组件是装配在产品外壳中的组合件,因此,本例还能够有效地降低对产品的装配难度,能够有效降低对产品外壳进行喷涂或真空镀膜的难度,有效地简化了产品的加工制造难度,大幅度提高了产品的制造和生产效率。
44.本例能够极大程度地减少了对产品透明壳体透视区域的遮挡,增强了用户对设备天线、电路以及器件等的品鉴范围,提高了产品的人性化设计程度,实现了科技和艺术美学的完美融合,为产品的更新换代提供了很好的基础。同时,本例还能够将企业标识或是个性化标识作为预先设计的线路图形制作于天线基础件1的外表面上,满足不同的产品需求,能够广泛地应用于智能手机、智能硬件以及智能穿戴等智能终端设备上,提高产品的工业设计程度及水平。
45.本例还提供一种增强透明可视区域的电子产品的制造方法,通过如上所述的增强透明可视区域的天线组件的制造方法制造出所述电子产品的天线部件,所述天线部件包括增强透明可视区域的天线组件,并包括以下步骤:步骤k1,获取所述电子产品的下壳7的安装配合尺寸;步骤k2,根据所述下壳7的安装配合尺寸设计出所述电子产品的上盖6的安装配合尺寸;步骤k3,选取预设透明度的制造材料;步骤k4,制造出预设透明度的天线组件11和上盖6,将所述天线组件11装配于电子产品内部的pcba上,通过pcba上的天线馈电点对该天线组件11进行馈电,将所述上盖6与电子产品的下盖7进行组装,形成整个产品的完整壳体。
46.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1