堆叠型铝电解电容器的制作方法
1.本实用新型涉及一种堆叠型铝电解电容器,且特别是有关于一种适用于车用产品且耐高湿及震动的堆叠型铝电解电容器。
背景技术:
2.电容器为目前最为广泛使用的电子被动元件,应用于一般消费性电子产品、平板电脑、智能手机、家庭用电子设备等领域。电容器的外型及结构依种类而各有不同,大部分的电容器会有两金属板或金属表面的电导体,并于中间以介电质隔开。电导体能够为金属箔、薄膜、烧结金属或电解质。无导电性的介电质能够提升电容器的储电能力。
3.请参照中国台湾专利证书号第i292164号「积层型固体电解电容器及其制造方法」专利案,其揭示一种现有固态铝电解电容器,具有多层有序堆叠的电容元件。每一单位的电容元件包括正极端与负极端,所有负极端位于同一侧并凭借导电性粘合剂以电性连接,且所有位于同侧的正极端凭借电阻式焊接以电性连接。
4.然而,电阻式焊接于焊接时须以高压外力接触压合,对产品的破坏性较高以致影响电性,且焊接后由于金属融熔接合使其体积减少,致使正极端体积变化情形较大,不利于多层数产品焊接。
5.因此,产生以激光填料式焊接取代电阻式焊接连接正极端的制程,系先于正极端以激光源进行熔烧汽化产生孔道,再将金属焊料置入孔道中,而后再熔融金属焊料使正极端各层材料可接合以电性连接,此制程方式较为多序复杂,且填料的焊料品质也会影响焊接后阻抗变化,不利于生产合格率。
6.为改善激光填料式焊接的缺点,中国台湾专利证书号数第i691982号「堆叠型固态电解电容器封装结构及其制作方法」专利案,提出一种无填料的激光焊接方式,其于正极熔接使用激光光束直径小于100微米的激光,凿穿每一正极端及导电端子,过程中可形成实质上无空蚀的焊接结构,故无需使用填料金属来接合正极端。
7.然而,此种焊接方式将产生其他问题,因激光光束直径较小使焊接过程的焊道相对较窄,导致熔融焊接后的深宽比较高,使得阻抗偏高。为降低电容器阻抗,需以多道、螺旋式、同心圆或同心矩形等焊接形貌进行焊接以提升导电品质。而窄焊道也存在强度问题,端子与焊接的正极端接合后需有一定强度,才能避免断裂不良发生,所以同样需要以多道、螺旋式、同心圆或同心矩形等焊接形貌进行焊接来提升焊接强度,否则耐震性会不足。然而,多道焊接会使制程更加不易控制焊接品质。
8.此外,传统电解电容器于高湿、车用环境下,容易因湿气进入电容器导致容衰过大的现象发生。
技术实现要素:
9.本实用新型主要提供一种堆叠型铝电解电容器,其于减少焊接道数的前提下仍能维持正极端的低阻抗及高强度。
10.本实用新型提供的堆叠型铝电解电容器包括导线架、电容单元组件以及至少一激光焊接区。导线架包括相间隔的正极端及负极端。电容单元组件包括数个堆叠型电容器元件,该些堆叠型电容器元件各具有电性连接至正极端的正极部及电性连接至负极端的负极部。激光焊接区被配置由一可发射激光光束的激光源对导线架的正极端及每一堆叠型电容器元件的正极部进行激光焊接而熔融连接所形成。
11.在本实用新型的一实施例中,所述激光源采用连续波激光或脉冲式激光。
12.在本实用新型的一实施例中,所述激光光束的直径介于0.05毫米至0.2毫米,激光能量介于0.1焦耳至2焦耳,且瞬间输出功率介于500瓦至2000瓦。
13.在本实用新型的一实施例中,所述激光源是单一激光源并被配置为对导线架的正极端及每一堆叠型电容器元件的正极部进行单一次激光焊接,且所述激光光束的焊点直径介于0.25毫米至0.4毫米。
14.在本实用新型的一实施例中,所述激光焊接形貌是圆柱形或圆锥形。
15.在本实用新型的一实施例中,导线架的正极端具有第一外周缘,每一堆叠型电容器元件的正极部具有第二外周缘,激光焊接区形成于第一外周缘及第二外周缘。
16.在本实用新型的一实施例中,第一外周缘具有至少一第一端面及至少一垂直于第一端面的第一侧面。第二外周缘具有至少一对应第一端面的第二端面及至少一对应第一侧面的第二侧面。
17.在本实用新型的一实施例中,激光焊接区形成于第一端面及第二端面。
18.在本实用新型的一实施例中,所述激光焊接以点移动轨迹成线或以线移动轨迹成面的方式连续进行以形成激光焊接区,且所述移动轨迹的宽度为1厘米。
19.在本实用新型的另一实施例中,激光焊接区形成于第一侧面及第二侧面。
20.在本实用新型的另一实施例中,在本实用新型的一实施例中,所述激光焊接以点移动轨迹成线或以线移动轨迹成面的方式连续进行以形成激光焊接区,且所述移动轨迹的宽度为1厘米。
21.在本实用新型的一实施例中,第一外周缘及第二外周缘之间形成接缝,且接缝浸涂氟素防潮剂至少三次。
22.在本实用新型的一实施例中,堆叠型铝电解电容器应用于车用电容器。
23.基于上述,本实用新型凭借激光焊接区被配置由一可发射激光光束的激光源对导线架的正极端及每一堆叠型电容器元件的正极部进行激光焊接而熔融连接所形成,且其中激光焊接形貌设计为圆柱形或圆锥形,使本实用新型所提供的堆叠型铝电解电容器在可维持低阻抗的情况下能够有效地减少焊接道数并且提升正极端焊接后的强度。
24.为让本实用新型的上述特征和优点能更明显易懂,下文特举实施例,并配合所附图式作详细说明如下。
附图说明
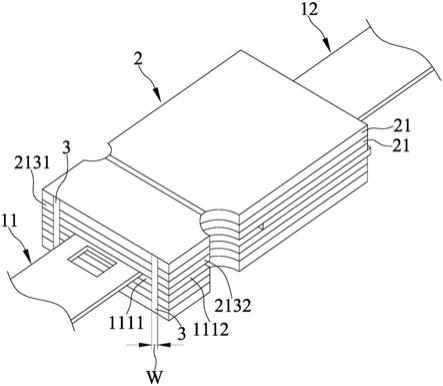
25.图1是本实用新型堆叠型铝电解电容器第一实施例的立体外观示意图,并表示激光焊接区尚未形成于导线架的正极端及每一堆叠型电容器元件的正极部。
26.图2是图1所示堆叠型铝电解电容器的导线架的外观示意图。
27.图3是图1所示堆叠型铝电解电容器的堆叠型电容器元件的剖面示意图。
28.图4是图1所示堆叠型铝电解电容器的立体外观示意图,并表示激光焊接区形成于导线架的正极端及每一堆叠型电容器元件的正极部。
29.图5是本实用新型堆叠型铝电解电容器第二实施例的立体外观示意图。
30.图6是本实用新型堆叠型铝电解电容器第三实施例的立体外观示意图。
31.图7是本实用新型堆叠型铝电解电容器第四实施例的立体外观示意图。
32.附图标记说明:1-导线架、11-正极端、111-第一外周缘、1111-第一端面、1112-第一侧面、12-负极端、2-电容单元组件、21-堆叠型电容器元件、211-正极部、212-负极部、213-第二外周缘、2131-第二端面、2132-第二侧面、214-接缝、3、3a、3b、3c-激光焊接区、w-宽度。
具体实施方式
33.有关本实用新型所采用的技术、手段及其功效,兹举四较佳实施例并配合图式详述如后,此仅供说明之用,在专利申请上并不受此种结构的限制。
34.请参照图1与图4,为本实用新型堆叠型铝电解电容器第一实施例的外观示意图及剖面示意图。本实施例所示的堆叠型铝电解电容器包括一导线架1、一电容单元组件2以及至少一激光焊接区3。
35.导线架1包括相间隔的一正极端11及一负极端12。导线架1的正极端11具有一第一外周缘111,且第一外周缘111具有至少一第一端面1111及至少一垂直于第一端面1111的第一侧面1112。本实施例的正极端11能够具有两第一端面1111及两分别连接于两第一端面1111的第一侧面1112。
36.电容单元组件2包括数个堆叠型电容器元件21,其各具有一电性连接至导线架1的正极端11的正极部211及一电性连接至导线架1的负极端12的负极部212。每一堆叠型电容器元件21的正极部211具有一第二外周缘213,且第二外周缘213具有至少一对应第一端面1111的第二端面2131及至少一对应第一侧面1112的第二侧面2132。本实施例的正极部211能够具有两第二端面2131及两分别连接于两第二端面2131的第二侧面2132。如图1所示,数个堆叠型电容器元件21推叠于导线架1的正极端11时,正极端11的第一端面1111能够与各正极部211的第二端面2131共面,且第一侧面1112能够与各正极部211的第二侧面2132共面。
37.请参照图4,激光焊接区3被配置由一可发射激光光束的激光源对导线架1的正极端11及每一堆叠型电容器元件21的正极部211进行激光焊接而熔融连接所形成。进一步地,激光焊接区3形成于正极端11的第一外周缘111及各正极部211的第二外周缘213。此外,本实施例的激光焊接区3数量共有两个,并形成于第一端面1111与第二端面2131而各具有一宽度w。
38.上述激光源能够采用连续波激光或脉冲式激光,且上述激光光束的直径能够介于0.05毫米至0.2毫米,激光能量能够介于0.1焦耳至2焦耳,瞬间输出功率能够介于500瓦至2000瓦。本实施例所采用的激光源能够为单一激光源并被配置为对导线架1的正极端11及每一堆叠型电容器元件21的正极部211进行单一次激光焊接,且上述激光光束的焊点直径能够介于0.25毫米至0.4毫米。
39.进一步地,上述激光焊接形貌能够为圆柱形或圆锥形,并以点移动轨迹成线或以
线移动轨迹成面的方式连续进行以形成激光焊接区3,且前述移动轨迹的宽度为1厘米。
40.上述以激光焊接形成激光焊接区3的优点在于:
41.1、使正极端11及正极部211吸收热量降到最低,热影响区金相变化范围小,且因热传导所导致的变形也能够达到最低;
42.2、激光深熔式焊接的焊道深宽比可达10:1;
43.3、可焊材质种类范围大,也可相互接合各种异质材料,熔接效果佳。
44.此外,第一外周缘111及第二外周缘213之间形成一接缝214,且接缝214浸涂氟素防潮剂至少三次,此处的氟素防潮剂能够为sfe-x14h或fe-do2hl(由agc seimi chemical co.,ltd.生产),经由氟素防潮剂可以有效阻绝湿气进入,降低容量变化率,当本实用新型堆叠型铝电解电容器应用于车用电容器时,能够达到aecq-200车用标准,并提升双85信赖性表现,减缓容量变化率与稳定的df值。
45.图5为本实用新型堆叠型铝电解电容器第二实施例的外观示意图,本实施例所示堆叠型铝电解电容器的结构大致上与第一实施例相同,搭配图4一同观看可以得知差异在于:本实施例激光焊接区3a的宽度w大于第一实施例激光焊接区3的宽度w,即激光焊接时以线移动轨迹成面的方式连续进行以形成激光焊接区3a。
46.图6为本实用新型堆叠型铝电解电容器第三实施例的外观示意图,本实施例所示堆叠型铝电解电容器的结构大致上与第一实施例相同,其差异在于:激光焊接区3b形成于第一侧面1112及第二侧面2132。
47.图7为本实用新型堆叠型铝电解电容器第四实施例的外观示意图,本实施例所示堆叠型铝电解电容器的结构大致上与第三实施例相同,搭配图6一同观看可以得知差异在于:本实施例激光焊接区3c的宽度w大于第三实施例激光焊接区3b的宽度w,即激光焊接时以线移动轨迹成面的方式连续进行以形成激光焊接区3c。
48.综上所述,本实用新型凭借激光焊接区3、3a、3b、3c被配置由一可发射激光光束的激光源对导线架1的正极端11及每一堆叠型电容器元件21的正极部211进行激光焊接而熔融连接所形成,且其中激光焊接形貌设计为圆柱形或圆锥形,使本实用新型所提供的堆叠型铝电解电容器在可维持低阻抗的情况下能够有效地减少焊接道数并且提升正极端11与正极部211焊接后的强度以及抗拉强度。此外,在车用规范耐震动达5g试验中,经由激光焊接的铝电解电容器通过率较高,试验后其漏电流变化及阻抗变化幅度均比电阻式焊接的电容器表现优异。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1