一种缆线加工设备及其加工方法与流程
1.本技术涉及电缆加工的技术领域,尤其是涉及一种缆线加工设备及其加工方法。
背景技术:
2.电线电缆是用以传输电能、信息和实现电磁能转换的线材产品,广泛应用于各类电子、电能等领域及设备中。
3.相关技术中,电缆电线通常采用导电率较好的材料制作线芯,然后根据使用环境的需要在线芯外侧包裹绝缘层等。然而,常规的线芯在挤塑模具内因为机械设备因素、人工操作因素等影响,会发生振动、弯曲等问题,导致绝缘层未完全包裹线芯,进而造成漏电或电磁干扰等问题,影响缆线正常使用。
技术实现要素:
4.为了改善线芯外层绝缘包裹效果,本技术提供一种缆线加工设备及其加工方法。
5.第一方面,本技术提供的一种缆线加工设备采用如下的技术方案:一种缆线加工设备,包括用于驱动线芯线性移动的驱动走线机构、沿线芯移动路径设置的涂料包覆机构和涂料烘干箱;所述涂料包覆机构沿线芯移动路径设置有若干个,且所述涂料烘干箱间隔在线芯移动路径上相邻两所述涂料包覆机构之间。
6.通过采用上述技术方案,操作人员将待包裹绝缘层的线芯绕设在驱动走线机构上,依次经过若干涂料包覆机构及涂料烘干箱以形成连贯行程,涂料包覆机构采用绝缘涂料,驱动若干涂料包覆机构依次针对线芯表面包覆涂料层,通过涂料烘干箱针对每次涂覆的涂料层进行烘干成型,有利于在线芯外侧形成良好的绝缘包裹效果,提高对线芯的绝缘保护。
7.在一个具体的可实施方案中,所述驱动走线机构包括设置在所述涂料烘干箱一端的拉线辊组和设置在所述涂料烘干箱另一端的绕线辊组,线芯绕设在所述拉线辊组和所述绕线辊组上并由所述涂料烘干箱两端交替穿过所述涂料烘干箱。
8.通过采用上述技术方案,拉线辊组和绕线辊组在涂料烘干箱的两端形成供线芯线性移动的张紧结构,有利于线芯涂覆涂料过程中沿涂料烘干箱稳定移动,提高线芯表面涂料层结构成型的稳定性。
9.在一个具体的可实施方案中,所述涂料包覆机构包括用于储放涂料的储料壳和转动设置在所述储料壳上的包覆辊,所述储料壳上设置有用于驱动所述包覆辊转动的包覆电机,线芯贴合所述包覆辊的辊面,所述储料壳开设有供所述包覆辊的辊面附着储料壳内涂料的沾料口。
10.通过采用上述技术方案,包覆辊由包覆电机驱动过程中将储料壳内的涂料附着在自身辊面上,线芯移动过程中贴合包覆辊并包裹涂料,有利于快速均匀针对线芯外侧包裹涂料。
11.在一个具体的可实施方案中,所述包覆辊的辊面上绕自身轴线周向开设有走线环槽。
12.通过采用上述技术方案,走线环槽有利于包覆辊附着较多涂料,线芯沿走线环槽内移动过程中充分接触涂料,提高线芯表面包裹涂料的效果。
13.在一个具体的可实施方案中,所述储料壳上位于所述沾料口的相背两侧均开设有涂料回流孔。
14.通过采用上述技术方案,涂料回流孔有利于快速回收导出沾料口的涂料,减少包覆辊运转过程中涂料的浪费。
15.在一个具体的可实施方案中,所述储料壳和所述涂料烘干箱之间设置有抬升气缸,所述抬升气缸的活塞杆连接有抬升板,所述抬升气缸用于驱动所述抬升板抵推线芯并脱离所述包覆辊的辊面。
16.通过采用上述技术方案,操作人员通过驱动抬升气缸及抬升板即可快速抵推线芯脱离包覆辊,实现灵活控制线芯包覆涂料。
17.在一个具体的可实施方案中,所述涂料烘干箱连接有废气处理箱,所述废气处理箱外接废气抽取设备,且所述废气处理箱内沿气体排出方向依次设置有废气加热燃烧组件、颗粒物吸附组件和废气吸收组件。
18.通过采用上述技术方案,涂料烘干箱针对线芯外侧涂料烘干过程中产生有害废气,通过外部废气抽取设备将废气由涂料烘干箱抽出,废气依次经过废气加热燃烧组件燃烧去除部分有害气体、经过颗粒物吸附组件吸附有害颗粒物、经过废气吸收组件吸收部分废气,有利于初步过滤处理排出涂料烘干箱的废气,减少有害气体直接排放。
19.在一个具体的可实施方案中,所述涂料烘干箱的两端分别开设有若干供线芯穿过的走线口,位于所述涂料烘干箱两端的若干所述走线口一一对应,且位于所述涂料烘干箱同一端的若干所述走线口纵向依次分布;所述涂料烘干箱内位于自身两端每对相对应的走线口之间均形成有走线通道,且所述涂料烘干箱内位于相邻两所述走线通道之间均设置有保温层。
20.通过采用上述技术方案,线芯纵向依次沿各个独立的走线通道穿过涂料烘干箱,减少线芯走线过程中发生干涉、缠绕的问题,同时通过保温层的设置,有利于供操作人员灵活调整各个走线通道采用不同烘干温度,减少相邻走线通道之间的温差影响。
21.在一个具体的可实施方案中,所述废气处理箱通过管道连接有用于朝向所述涂料包覆机构吸取废气的吸气罩。
22.通过采用上述技术方案,吸气罩有利于在涂料包覆机构处针对产生的废气进行吸收,进一步减少有害气体散逸。
23.第二方面,本技术提供的一种缆线加工方法采用如下的技术方案:一种缆线加工方法,依次包括:绕线,线芯绕设在驱动走线机构上、依次交替经过若干涂料包覆机构及涂料烘干箱,使线芯形成连贯行程;涂料及烘干,启动若干涂料包覆机构及涂料烘干箱,使线芯经过多次交替涂料、烘干,使线芯外侧形成多层成型的涂料层。
24.综上所述,本技术包括以下至少一种有益技术效果:
1.操作人员将待包裹绝缘层的线芯绕设在驱动走线机构上,依次经过若干涂料包覆机构及涂料烘干箱以形成连贯行程,涂料包覆机构采用绝缘涂料,驱动若干涂料包覆机构依次针对线芯表面包覆涂料层,通过涂料烘干箱针对每次涂覆的涂料层进行烘干成型,有利于在线芯外侧形成良好的包裹效果,提高对线芯的绝缘保护;2.包覆辊依靠走线环槽附着较多涂料,线芯沿走线环槽内移动过程中充分接触涂料,提高线芯表面包裹涂料的效果;3.外部废气抽取设备将废气由涂料烘干箱抽出,废气依次经过废气加热燃烧组件燃烧去除部分有害气体、经过颗粒物吸附组件吸附有害颗粒物、经过废气吸收组件吸收部分废气,有利于初步过滤处理排出涂料烘干箱的废气,减少有害气体直接排放。
附图说明
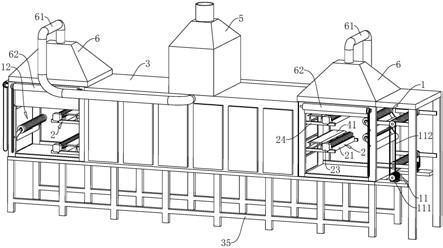
25.图1是本技术实施例中用于体现一种缆线加工设备的结构示意图。
26.图2是本技术实施例中用于体现拉线辊组、绕线辊组、走线通道、废气处理箱及涂料包覆机构分布的剖视图。
27.图3是本技术实施例中用于体现储料壳、包覆辊和包覆电机的结构示意图。
28.图4是本技术实施例中用于体现废气加热燃烧组件、颗粒物吸附组件和废气吸收组件的剖视图。
29.图5是本技术实施例中用于体现线芯及其表面包覆多层绝缘层的结构示意图。
30.附图标记说明,1、驱动走线机构;11、拉线辊组;111、带轮;112、皮带;113、拉线电机;12、绕线辊组;2、涂料包覆机构;21、储料壳;211、沾料口;212、涂料回流孔;22、包覆辊;221、走线环槽;222、铰耳;23、包覆电机;24、连杆;3、涂料烘干箱;31、走线口;32、走线通道;33、保温层;331、排气口;34、电加热部件;35、基架;4、抬升气缸;41、抬升板;5、废气处理箱;51、废气加热燃烧组件;52、颗粒物吸附组件;53、废气吸收组件;6、吸气罩;61、导管;62、卷帘;7、线芯;71、绝缘层。
具体实施方式
31.以下结合附图1-5对本技术作进一步详细说明。
32.本技术实施例公开了一种缆线加工设备。
33.参照图1和图2,一种缆线加工设备包括通过基架35架设的涂料烘干箱3、分别设置在涂料烘干箱3长度方向两端的涂料包覆机构2、设置在涂料烘干箱3长度方向一端的拉线辊组11和设置在涂料烘干箱3长度方向另一端的绕线辊组12,拉线辊组11和绕线辊组12共同组成用于驱动线芯7线性移动的驱动走线机构1。
34.线芯7绕设在拉线辊组11和绕线辊组12上并由涂料烘干箱3两端交替穿过涂料烘干箱3。涂料包覆机构2沿线芯7移动路径设置有若干个,涂料烘干箱3间隔在线芯7移动路径上相邻两涂料包覆机构2之间,即对应每次线芯7导入涂料烘干箱3前进行一次涂料包覆。
35.操作人员将待包裹绝缘层71的线芯7绕设在驱动走线机构1上,依次经过若干涂料包覆机构2及涂料烘干箱3以形成连贯行程,涂料包覆机构2采用绝缘涂料,驱动若干涂料包覆机构2依次针对线芯7表面包覆涂料层,通过涂料烘干箱3针对每次涂覆的涂料层进行烘干成型,有利于在线芯7外侧形成良好的包裹效果,提高对线芯7的绝缘保护。绝缘涂料可采
用聚酰亚胺等材料,除绝缘材料以外,还可以根据需要增设防火、防腐蚀等效果材料。
36.具体的,参照图1和图2,本实施例中涂料包覆机构2设置有四个,在其他实施例中,根据需要可自由增减涂料包覆机构2的数量。四个涂料包覆机构2平均分布在涂料烘干箱3长度方向两端。且四个涂料包覆机构2由拉线辊组11一侧开始由上至下依次交替布置。涂料烘干箱3的两端分别开设有若干供线芯7穿过的走线口31,对应的,本实施例中涂料烘干箱3两端均纵向依次开设四个走线口31,且位于涂料烘干箱3两端的走线口31一一对应,涂料烘干箱3内对应每对走线口31之间均形成有走线通道32,涂料烘干箱3内位于相邻两走线通道32之间均设置有保温层33。
37.涂料烘干箱3内沿每个走线通道32内分布均匀布置有若干电加热部件34,有利于均匀烘烤涂覆涂料的线芯7。线芯7纵向依次沿各个独立的走线通道32穿过涂料烘干箱3,减少线芯7走线过程中发生干涉、缠绕的问题,同时通过保温层33的设置,有利于供操作人员灵活调整各个走线通道32采用不同烘干温度,减少相邻走线通道32之间的温差影响。
38.由此可知,线芯7由拉线辊组11引入,经过第一个涂料包覆机构2包覆涂料后导入最上层的走线通道32进行烘干,线芯7第一次导出涂料烘干箱3后经过绕线辊组12引导折返并经过第二个涂料包覆机构2,随后再次导入第二层走线通道32内,重复上述路径直至由最下层的走线通道32导出即完成线芯7外侧的涂料包裹及烘干。
39.参照图1和图2,拉线辊组11包括纵向依次转动设置在基架35一端上部的拉线辊,相对应的绕线辊组12包括纵向依次转动设置在基架35另一端上部的绕线辊,拉线辊及绕线辊的数量及纵向交替布置形式与走线通道32相对应。拉线辊组11本实施例中采用皮带112轮111传动结构,即每个拉线辊的端部同轴心固定连接有带轮111,且纵向布置的拉线辊的带轮111通过皮带112传动,基架35上安装有用以驱动带轮111运转的拉线电机113。拉线辊组11和绕线辊组12在涂料烘干箱3的两端形成供线芯7线性移动的张紧结构,有利于线芯7涂覆涂料过程中沿涂料烘干箱3稳定移动,提高线芯7表面涂料层结构成型的稳定性。
40.参照图2和图3,涂料包覆机构2包括用于储放涂料的储料壳21和转动设置在储料壳21顶面的包覆辊22。储料壳21长度方向两端均通过连杆24连接涂料烘干箱3,使储料壳21及包覆辊22相对在对应的走线口31外侧。储料壳21的顶面开设有沾料口211,沾料口211供包覆辊22的下部辊面伸入储料壳21内附着涂料。储料壳21顶面位于自身长度方向两端均安装供包覆辊22转动连接的铰耳222,且其中一个铰耳222上安装有用以驱动包覆辊22转动的包覆电机23。
41.需要说明的是,包覆辊22的辊面上绕自身轴线周向开设有走线环槽221,走线环槽221沿包覆辊22的轴向均匀设置有若干道。包覆辊22由包覆电机23驱动过程中将储料壳21内的涂料附着在自身辊面上,走线环槽221有利于包覆辊22附着较多涂料,线芯7沿走线环槽221内移动过程中充分接触涂料,提高线芯7表面包裹涂料的效果。
42.除此以外,储料壳21的顶面位于沾料口211的相背两侧均开设有涂料回流孔212,涂料回流孔212沿储料壳21的长度方向均匀分布。涂料回流孔212有利于快速回收导出沾料口211的涂料,减少包覆辊22运转过程中涂料的浪费。
43.参照图2和图3,连杆24上方位于储料壳21和涂料烘干箱3之间水平设置有抬升板41,连杆24顶面设置有用于向上抵推抬升板41的抬升气缸4,为了平稳抵推抬升板41,本实施例中位于抬升板41的底面四角位置均设置一个抬升气缸4。抬升气缸4的活塞杆伸长时驱
动抬升板41抵推线芯7并脱离包覆辊22的辊面。操作人员通过驱动抬升气缸4及抬升板41即可快速抵推线芯7脱离包覆辊22,实现灵活控制线芯7包覆涂料或在任意一个储料壳21处跳过涂覆涂料步骤。尤其是在各个储料壳21内储放涂料不同时,在同一台设备上处理两种规格的线芯7时,可灵活跳过不需要的涂料。
44.为了减少有害气体导出至工作环境,参照图2和图4,涂料烘干箱3的顶面连接有废气处理箱5,废气处理箱5外接废气抽取设备如抽气泵等。涂料烘干箱3位于自身长度方向两端均向下罩设有吸气罩6,吸气罩6覆盖下方的涂料包覆机构2,且吸气罩6的顶端通过导管61连通至废气处理箱5底部。
45.需要说明的是,为了方便操作人员针对储料壳21补充涂料、观察包覆辊22涂覆效果、减少涂料包覆机构2处有害气体的扩散等,参照图1和图2,吸气罩6下端除了涂料烘干箱3一侧以外均挂设有卷帘62,卷帘62可机械式拉动向上卷起或向下展开盖设在吸气罩6及基架35之间立面上。
46.进一步的,参照图4,废气处理箱5内沿气体排出方向依次设置有废气加热燃烧组件51、颗粒物吸附组件52和废气吸收组件53。废气加热燃烧组件51采用电加热结构高温燃烧加热部分有害气体,颗粒物吸附组件52可采用多孔耐高温活性炭板材,废气吸收组件53可采用沸石分子筛等材料构成。
47.涂料烘干箱3针对线芯7外侧涂料烘干过程中产生有害废气,通过外部废气抽取设备将废气由涂料烘干箱3抽出,废气依次经过废气加热燃烧组件51燃烧去除部分有害气体、经过颗粒物吸附组件52吸附有害颗粒物、经过废气吸收组件53吸收部分废气,有利于初步过滤处理排出涂料烘干箱3的废气,减少有害气体直接排放。同时,吸气罩6有利于在涂料包覆机构2处针对产生的废气进行吸收,进一步减少有害气体散逸。
48.本技术实施例一种缆线加工设备的实施原理为:将待包覆外层结构的线芯7由拉线辊组11引入,启动需要使用的包覆电机23,包覆电机23带动包覆辊22匀速附着储料壳21内涂料,线芯7经过第一个涂料包覆机构2的包覆辊22包覆涂料后导入最上层的走线通道32内,沿移动路径通过若干电加热部件34进行烘干,线芯7第一次导出涂料烘干箱3后经过绕线辊组12引导折返并经过第二个涂料包覆机构2,随后再次导入第二层走线通道32内,重复上述路径直至由最下层的走线通道32导出即完成线芯7外侧的涂料包裹及烘干,工作过程中,降下卷帘62,通过吸气罩6及废气处理箱5吸收处理废气并排出。
49.本技术实施例还公开了一种缆线加工方法。
50.一种缆线加工方法,依次包括:绕线,将待包覆外层结构的线芯7绕设在拉线辊组11和绕线辊组12之间,线芯7由上至下依次交替经过四个涂料包覆机构2及走线通道32,使线芯7形成连贯行程;涂料及烘干,同步启动四个包覆电机23,使对应的包覆辊22附着对应的储料壳21内涂料并涂覆在线芯7外侧,线芯7经过多次交替涂料、烘干,使线芯7外侧形成多层成型的涂料层,本实施例中以四个包覆辊22为例,且涂料采用绝缘涂料,参照图5,即线芯7外层形成四层绝缘层71。
51.导出收卷,完成涂覆及烘干后的线芯7收卷至线辊上即可进行转运、存储等。
52.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1