元件安装管理装置、元件安装管理方法、元件安装管理程序、记录介质与流程
1.本发明涉及对生产安装有元件的基板的元件安装系统进行管理的技术。
背景技术:
2.一般使用于生产安装有元件的基板的元件安装系统。在使用该元件安装系统的生产现场,为了实现基板生产的高效化,管理者掌握元件安装系统的运转状况,执行必要的作业。与此相对,在专利文献1中,记载了监视生产电气设备、机械或元件等的生产装置的运转状态的技术。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2008
‑
112209号公报
技术实现要素:
6.发明所要解决的课题
7.但是,对管理安装有元件的基板的生产的管理者来说,优选能够以基板单位容易地掌握元件安装系统的运转状态。另一方面,专利文献1的技术不能满足这样的管理者的需求。
8.本发明是鉴于上述课题完成的,目的在于提供管理安装有元件的基板的生产的管理者能够以基板单位容易地掌握元件安装系统的运转状态的技术。
9.用于解决课题的技术方案
10.本发明涉及的元件安装管理装置具备:
11.显示器;及控制部,将图表显示于显示器,图表表示通过将多个基板依次输送到作业位置并在作业位置处对基板执行规定作业来生产安装有元件的基板的元件安装系统中的规定作业的执行履历,在图表中,通过使与基板对应的标记配置于时间轴上的位置,从而使与多个基板对应的多个标记沿时间轴排列,其中,时间轴与向对应于该标记的基板的规定作业的执行定时对应,多个标记分别沿时间轴具有与向对应的基板执行规定作业所需的作业时间对应的宽度。
12.本发明涉及的元件安装管理方法包括如下工序:将图表显示于显示器,图表表示通过将多个基板依次输送到作业位置并在作业位置处对基板执行规定作业来生产安装有元件的基板的元件安装系统中的规定作业的执行履历,在图表中,通过使与基板对应的标记配置于时间轴上的位置,从而使与多个基板对应的多个标记沿时间轴排列,其中,时间轴与向对应于该标记的基板的规定作业的执行定时对应,多个标记分别沿时间轴具有与向对应的基板执行规定作业所需的作业时间对应的宽度。
13.本发明涉及的元件安装管理程序使计算机执行如下工序:将图表显示于显示器,图表表示通过将多个基板依次输送到作业位置并在作业位置处对基板执行规定作业来生
产安装有元件的基板的元件安装系统中的规定作业的执行履历,在图表中,通过使与基板对应的标记配置于时间轴上的位置,从而使与多个基板对应的多个标记沿时间轴排列,其中,时间轴与向对应于该标记的基板的规定作业的执行定时对应,多个标记分别沿时间轴具有与向对应的基板执行规定作业所需的作业时间对应的宽度。
14.本发明涉及的记录介质以由计算机能够读出的方式记录有上述的元件安装管理程序。
15.在这样构成的本发明(元件安装管理装置、元件安装管理方法、元件安装管理程序、记录介质)中,使表示通过将多个基板依次输送到作业位置并在作业位置处对基板执行规定作业来生产安装有元件的基板的元件安装系统中的规定作业的执行履历的图表显示于显示器。在该图表中,使与多个基板分别对应的多个标记沿时间轴排列。各标记配置于与向对应于该标记的基板的规定作业的执行定时对应的时间轴上的位置,并沿时间轴具有与向对应于该标记的基板的规定作业的执行所需的作业时间对应的宽度。即,在图表中沿时间轴排列的多个标记分别表示相对于对应的基板的规定作业的执行定时及作业时间。因此,管理者能够通过确认该图表来以基板单位掌握规定作业的执行定时及作业时间。这样,管理安装有元件的基板的生产的管理者能够以基板单位容易地掌握元件安装系统的运转状态。
16.另外,也可以以如下方式构成元件安装管理装置,即,控制部控制部以使多个标记具有与向各自对应的基板的作业时间相对于基准时间的超过量对应的颜色的方式,根据该超过量变更标记的颜色。在该结构中,管理者能够通过颜色容易地识别需要长作业时间的基板。
17.另外,也可以以如下方式构成元件安装管理装置,即,元件安装管理装置还具备设定部,设定部受理对超过量与标记的颜色之间的对应关系进行设定的管理者的设定操作,控制部按照对应关系,根据超过量变更标记的颜色。在该结构中,管理者通过操作设定部,能够使与作业时间对应的标记的颜色变化,并且通过颜色能够确认需要长作业时间的基板。
18.另外,也可以以如下方式构成元件安装管理装置,即,控制部将多个基板中的发生了作业时间超过基准时间的基板的张数、发生了作业时间超过基准时间的各个基板的超过时间、或发生了作业时间超过基准时间的所有的基板的超过时间的合计显示于显示器。该显示有助于管理者对需要长作业时间的原因进行分析。
19.另外,也可以以如下方式构成元件安装管理装置,即,控制部按对应的标记的每个颜色将与基板相关的信息以列表形式显示于显示器。该显示有助于管理者对需要长的作业时间的原因进行分析。
20.另外,也可以以如下方式构成元件安装管理装置,即,元件安装管理装置还具备指定部,指定部受理从多个标记中指定一个标记的指定操作,控制部将与由指定操作指定的一个标记对应的信息显示于显示器。在该结构中,管理者通过指定一个标记,能够在显示器上确认与该一个标记对应的信息。
21.另外,也可以以如下方式构成元件安装管理装置,即,控制部将与对应于一个标记的基板相关的信息显示于显示器。在该结构中,管理者通过利用指定操作指定一个标记,能够在显示器上确认和与该一个标记对应的基板相关的信息。
22.另外,也可以以如下方式构成元件安装管理装置,即,控制部将在对应于一个标记的基板的作业时间中发生的事件和该事件所需的时间显示于显示器。在该结构中,管理者通过利用指定操作指定一个标记,能够在显示器上确认和与该一个标记对应的基板的作业时间中对应的事件。
23.另外,也可以以如下方式构成元件安装管理装置,即,控制部将在对应于一个标记的基板的作业时间中产生的错误显示于显示器。在该结构中,管理者通过利用指定操作指定一个标记,能够在显示器上确认与该一个标记对应的基板的作业时间中产生的错误。
24.另外,也可以以如下方式构成元件安装管理装置,即,元件安装系统具备分别具有作业位置的多个设备,控制部按每个设备将与在设备的作业位置执行了规定作业的基板相关的信息以列表形式显示于显示器。在该结构中,管理者能够按设备确认与基板相关的信息。
25.发明效果
26.根据本发明,管理安装有元件的基板的生产的管理者能够以基板单位容易地掌握元件安装系统的运转状态。
附图说明
27.图1是示意性地表示具备相当于本发明的元件安装系统的一例的生产线的基板生产设备的框图。
28.图2是示意性地表示图1的基板生产设备的各生产线所具备的元件安装机的局部俯视图。
29.图3是示意性地表示显示于管理装置的显示器的生产管理画面的一例的图。
30.图4是示意性地表示显示于管理装置的显示器的生产管理画面的一例的图。
31.图5是示意性地表示生产状况显示部的显示内容的一例的图。
32.图6是示意性地表示生产状况显示部的显示内容的一例的图。
33.图7是示意性地表示显示于管理装置的显示器的生产管理画面的一例的图。
具体实施方式
34.图1是示意性地表示具备相当于本发明的元件安装系统的一例的生产线的基板生产设备的框图。在图1及以下的图中,表示将z方向设为铅垂方向,将x方向及y方向分别设为水平方向的xyz正交坐标。如图1所示,基板生产设备1具备2个生产线la、lb。这些生产线la、lb具备大致相同的结构,因此主要对生产线la进行说明,对生产线lb标注对应符号而适当省略说明。在该生产线la中,印刷机2、多个(4台)元件安装机4a~4d及回流炉5在基板输送方向即x方向上串联排列。
35.印刷机2通过丝网印刷将涂布材料(焊料)印刷于基板。元件安装机4a~4d具备使用图2后述的结构,在通过印刷机2印刷有焊料的基板上安装元件。回流炉5通过利用元件安装机4a~4d对安装有元件的基板进行加热来熔化将元件和基板接合的焊料。这样,生产线la通过将基板沿x方向输送并对该基板执行焊料印刷、元件安装及回流,生产安装有元件的基板(元件安装基板)。
36.另外,基板生产设备1具备管理生产线la、lb的管理装置6。该管理装置6具备控制
部61、存储部62、通信部63、显示器64及输入设备65。控制部61是cpu(central processing unit,中央处理单元)等的处理器,执行生产线la、lb的管理所需的运算。
37.存储部62由hdd(hard disk drive,硬盘驱动器)等构成,存储生产线la、lb的管理所需的数据、程序。特别是,在存储部62,存储有生产管理程序621,控制部61通过执行生产管理程序621,执行后述的基板生产管理。该生产管理程序621以由计算机可读出的方式记录于记录介质69的状态被提供。记录介质69例如是装备于外部计算机的hdd,从外部计算机的hdd(记录介质69)下载到管理装置6,而保存于存储部62。此外,记录介质69不限于hdd,例如可以是usb闪存驱动器、光盘等。
38.通信部63通过有线或无线与设置于生产线la、lb的各装置2、4a~4c、5执行通信。该通信部63例如根据控制部61的指令,收集表示各装置2、4a~4c、5的动作履历的日志622,并保存于存储部62。
39.显示器64将后述的信息显示给管理者,输入设备65受理管理者的输入操作。管理装置6由个人计算机或平板电脑构成。在前者的情况下,输入设备65是鼠标或键盘,在后者的情况下,显示器64和输入设备65由触摸面板显示器一体构成。
40.图2是示意性地表示图1的基板生产设备的各生产线具备的元件安装机的局部俯视图。在该图中,不区别元件安装机4a~4c而表示为元件安装机4。元件安装机4具备在x方向上并列配置的一对输送器41,通过这些输送器41执行基板10的输送。即,元件安装机4对通过输送器41从x方向的上游侧搬入安装作业位置p(图2的基板10的位置)的基板10安装元件,并通过输送器41将完成了元件安装的基板10从安装作业位置p向x方向的下游侧搬出。此外,所谓在基板10上安装元件,表示在印刷于基板10的焊料上载置元件的动作。
41.在一对输送器41的y方向的两侧分别沿x方向排列有2个元件供给部42,在各元件供给部42中,多个供料器f沿x方向排列。对于各供料器f,配置有卷绕有元件供给带的元件供给带盘,在该元件供给带每隔规定间隔收容有集成电路、晶体管、电容器等小片状的元件,各供料器f通过间歇地送出从元件供给带盘拉出的元件供给带,向其前端部供给元件。
42.在元件安装机4中,设置有沿y方向延伸的一对y轴轨道431、沿y方向延伸的y轴滚珠丝杠432、旋转驱动y轴滚珠丝杠432的y轴电动机433。一对y轴轨道431将沿x方向延伸的x轴梁434以能够在y方向上移动的方式支承,该x轴梁434固定于y轴滚珠丝杠432的螺母上。在x轴梁434安装有沿x方向延伸的x轴滚珠丝杠435、旋转驱动x轴滚珠丝杠435的x轴电动机436。x轴梁434将头单元44以能够在x方向上移动的方式支承,该头单元44固定于x轴滚珠丝杠435的螺母上。因此,通过利用y轴电动机433使y轴滚珠丝杠432旋转,能够使头单元44在y方向上移动,通过x轴电动机436使x轴滚珠丝杠435旋转,能够使头单元44在x方向上移动。
43.头单元44具有在x方向上排列的多个(6个)安装头45。各头单元44具有沿z方向延伸的长条形状,在头单元44的下端,可装卸地安装有用于吸附元件的吸嘴。该头单元44通过利用吸嘴将元件从供料器f向安装作业位置p的基板10移载,从而执行元件安装。
44.即,安装头45使吸嘴从上方与供料器f的前端部相对。接着,安装头45下降,使吸嘴与供给到供料器f的前端部的元件接触。接着,安装头45通过吸嘴吸附元件并且上升。当这样完成了从供料器f的元件的拾取时,安装头45向安装作业位置p的基板10的上方移动。然后,安装头45通过解除吸嘴对元件的吸附,在基板10上安装元件。
45.此外,在沿x方向排列的2个元件供给部42之间,配置有朝向上方的元件识别照相
机46,元件识别照相机46基于拍摄到的图像确认有无吸附错误。即,为了元件安装而从供料器f向基板10移动的吸嘴经由元件识别照相机46的视野,元件识别照相机46在吸嘴到达视野的定时进行拍摄。然后,元件识别照相机46基于吸附于吸嘴的元件的有无、元件的倾斜等,检测吸附错误的发生。另外,当确认到吸附错误的发生时,安装头45使吸嘴返回到供料器f的前端部的上方,而再次尝试吸嘴对元件的吸附。
46.而且,基板识别照相机47朝向下方安装于头单元44,基板识别照相机47伴随头单元44而向x方向及y方向移动。基板识别照相机47基于从上方拍摄搬入到安装作业位置p的基板10上附带的基准标记所得的图像,识别基板10的位置。然后,基于该识别结果,调整通过安装头45安装的元件的向x方向及y方向的位置。另外,该元件安装机4也用于安装于基板的元件的拍摄。
47.接着,对在图1的基板生产设备1中管理装置6执行的基板生产管理进行说明。图3是示意性地表示显示于管理装置的显示器的生产管理画面的一例的图。生产管理画面s通过控制部61控制显示器64显示,生产管理画面s中显示的以下的各项目通过基于日志622的控制部61的运算来求出。
48.生产管理画面s具有设定部sa。设定部sa用于生产管理画面s上的显示对象的设定。即,管理者通过操作输入设备65,能够对设定部sa执行对象期间(开始日期时间至结束日期时间)的设定、多个生产线la、lb中的一个对象生产线(生产线名)的设定。此外,在图3的示例中,生产线la被设定为对象生产线。
49.另外,生产管理画面s具有基板品种显示部sb。该基板品种显示部sb以列表形式显示由基板生产设备1生产的全部基板品种中的、符合由设定部sa设定的条件的基板品种的一览。在此,所谓基板品种,表示生产的元件安装基板的种类,当安装元件前的基板结构或安装于该基板的元件的结构不同时,作为不同的基板品种来处理。如图3所示,在基板品种显示部sb中,表示在由设定部sa设定的对象生产线la中在对象期间中生产的基板品种的一览,将相应的基板品种(生产基板品种)、该基板品种的生产开始日期时间、生产结束日期时间及生产张数相互建立对应来进行显示。管理者能够通过基板品种显示部sb进一步掌握与在对象生产线la中在对象期间中生产的基板品种相关的信息。
50.管理者能够对输入设备65执行从显示于基板品种显示部sb的多个(2个)的基板品种中选择一个基板品种的操作。并且,控制部61根据选择了一个基板品种,显示生产张数显示部sc及生产状况显示部sd(图4)。
51.图4是示意性地表示显示于管理装置的显示器的生产管理画面的一例的图。生产张数显示部sc是将横轴作为时间轴at、将纵轴作为生产张数的图表。该生产张数显示部sc表示对象生产线la生产了由基板品种显示部sb选择的一个基板品种的基板10的张数的时间变化。管理者能够通过生产张数显示部sc进一步掌握所选择的一个基板品种的基板10的对象生产线la的生产张数。
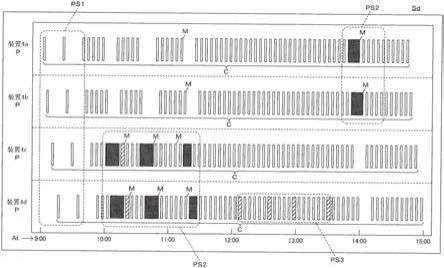
52.图5及图6是示意性地表示生产状况显示部的显示内容的一例的图。如图4及图5所示,生产状况显示部sd针对对象生产线la所具备的多个(4台)元件安装机4a~4d分别显示表示安装作业位置p上的对基板10的元件安装作业的执行定时的时序图c。
53.如上所述,在对象生产线la中,具备在基板10的输送方向即x方向上串联排列的多个(4台)元件安装机4a~4d。该对象生产线la通过使元件安装机4a~4d分担向设置于基板
10的全部安装点安装元件,由此生产在全部安装点安装有元件的基板10。即,在对象生产线la中,依次向多个元件安装机4a~4输送基板10。与此相对,元件安装机4a~4d分别将从x方向的上游侧输送来的基板10固定于安装作业位置p后,向该基板10的全部安装点中负责的各安装点安装元件。然后,元件安装机4a~4d在完成分别向负责的各安装点的元件的安装时,解除向安装作业位置p的基板10的固定,将基板10从安装作业位置p向x方向的下游侧搬出。
54.与此相对,控制部61基于日志622计算由元件安装机4进行的对安装作业位置p的基板10的元件安装作业的执行定时,将表示向该基板10的元件安装作业的执行定时的标记m显示在时序图c中。如图6所示,该标记m沿时间轴at具有与相对于对应的基板10(即,其成为表示执行定时的元件安装作业的对象的基板10)的元件安装作业所需的时间(作业时间)对应的宽度wt。即,标记m的宽度wt表示该标记m从表示执行定时的元件安装作业的开始时刻ts到结束时刻te为止的时间。在此,元件安装作业的开始时刻ts是元件安装机4将基板10固定于安装作业位置p的时刻,元件安装作业的结束时刻te是元件安装机4解除基板10向安装作业位置p的固定的时刻。
55.控制部61针对依次输送到元件安装机4的安装作业位置p的多个基板10的每一个,求出标记m,将该标记m在时序图c中显示。其结果是,如图4及图5的生产状况显示部sd所例示的那样,在时序图c中,与多个基板10对应的多个标记m沿时间轴at排列。在该时序图c中,多个标记m分别配置在与向对应于该标记m的基板10的元件安装作业的执行定时对应的时间轴at上的位置,而且多个标记m沿时间轴at分别具有与向对应的基板10的元件安装作业的执行所需的作业时间(=te
‑
ts)对应的宽度wt。
56.另外,控制部61根据与该标记m的宽度wt(即,向与该标记m对应的基板10的元件安装作业所需的作业时间),变更在显示器64中显示的标记m的颜色。具体而言,在存储部62,作为向安装作业位置p处的基板10的元件安装作业所需的基准时间,存储有基准循环时间tc,控制部61判定标记m的宽度wt是否为基准循环时间tc以下。然后,控制部61以绿色显示宽度wt为基准循环时间tc以下的标记m。例如,在图6中,没有阴影的标记m的宽度wt为基准循环时间tc以下,该标记m以绿色(在图4~图6中为白色)显示。
57.另一方面,控制部61以与绿色不同的颜色显示宽度wt超过基准循环时间tc的标记m。特别是,根据宽度wt超过基准循环时间tc的超过量δ(=wt
‑
tc),变更标记m的颜色。即,控制部61以黄色显示从宽度wt减去基准循环时间tc后的超过量δ小于超过阈值的标记m,以红色显示超过量δ为超过阈值以上的标记m。例如,在图6中,具有斜线阴影的标记m的宽度wt的超过量δ小于超过阈值,该标记m以黄色(在图4~图6中,为斜线阴影)显示,具有点阴影的标记m的宽度wt的超过量δ为超过阈值以上,该标记m以红色(在图4~图6中为点阴影)显示。
58.控制部61对多个元件安装机4a~4d分别将时序图c显示在生产状况显示部sd中。管理者通过生产状况显示部sd能够进一步掌握多个元件安装机4a~4d的每一个上的元件安装作业的履历、即对基板10的元件安装作业的执行定时、作业时间,能够进行状况判断。
59.以图5的示例具体地进行说明,如生产状况ps1所示那样,在多个元件安装机4a~4d中相邻的标记m的间隔空开的情况下,管理者能够判断为来自x方向的上游侧的基板10的输送停滞。如生产状况ps2所示那样,在红色(点阴影)的标记m产生的情况下,管理者能够判
断为在由该标记m表示的元件安装作业中发生了比较长时间的停止(所谓的“多卡停机”)。如生产状况ps3所示那样,在黄色(斜线阴影)的标记m频发的情况,管理者能够判断为在由标记m表示的元件安装作业中发生了比较短时间的停止(所谓的“暂短停机”)。另外,在从生产状况显示部sd的整体,在各安装作业位置p(即,元件安装机4a~4d各自的安装作业位置p),标记m的宽度wt不均匀的情况下,管理者能够判断为生产线平衡差。
60.而且,管理者能够对输入设备65执行从显示于生产状况显示部sd的多个标记m中指定一个标记m的指定操作。然后,控制部61根据指定了一个标记m,显示作业时间明细显示部se及错误详细显示部sf(图7)。
61.图7是示意性地表示显示于管理装置的显示器的生产管理画面的一例的图。作业时间明细显示部se是表示在对与所选择的一个标记m对应的基板10的元件安装作业的作业时间(即,宽度wt表示的时间)内发生的多个事件r1~r6各自所需的时间的柱状图。即,作业时间明细显示部se表示一个标记m所示的元件安装作业所需的作业时间的明细(构成)。
62.事件r1表示一个标记m的基板10位于其安装作业位置p的元件安装机4等待比该元件安装机4靠x方向的下游侧的装置完成基板10的搬入准备的事件(下游等待)。事件r2表示一个标记m的基板10位于安装作业位置p的元件安装机4等待比该元件安装机4靠x方向的上游侧的装置完成基板10的搬出准备的事件(上游等待)。事件r3是一个标记m的基板10位于安装作业位置p的元件安装机4向作业者发出的错误停止的发生警报解除后等待再次开始运转的事件(恢复)。事件r4是一个标记m的基板10位于安装作业位置p的元件安装机4向作业者发出错误停止的发生警报后等待该发生警报的解除的事件(等待作业者)。事件r5是一个标记m的基板10位于安装作业位置p的元件安装机4识别基板10的基准标记的事件(标记识别)。事件r6是一个标记m的基板10位于安装作业位置p的元件安装机4在负责的各安装点安装元件的事件(安装)。但是,事件r的具体的内容有时是在此例示的多个事件的一部分事件,有时是与例示的事件不同的事件。
63.另外,错误详细显示部sf表示与在对与所选择的一个标记m对应的基板10的元件安装作业的作业时间(即,宽度wt表示的时间)内产生的错误相关的信息。在此,在示例中,在错误详细显示部sf中显示错误的发生日期时间、错误的内容(供料器f的元件用尽)。
64.在如上构成的实施方式中,在显示器64上显示时序图c,时序图c表示通过将多个基板10依次输送到安装作业位置p(作业位置)并在安装作业位置p处对基板执行元件安装作业(规定作业)来生产安装有元件的基板10的生产线la、lb上的元件安装作业的执行履历。在该时序图c中,分别与多个基板10对应的多个标记m沿时间轴at排列。各标记m配置在与向对应于该标记m的基板10的元件安装作业的执行定时对应的时间轴at上的位置,并沿时间轴at具有与向与该标记m对应的基板10的元件安装作业的执行所需的作业时间对应的宽度wt。即,在时序图c中沿时间轴at排列的多个标记m分别表示相对于对应的基板10的元件安装作业的执行定时及作业时间。因此,管理者通过确认该时序图c,能够以基板10单位掌握元件安装作业的执行定时及作业时间。这样,管理安装有元件的基板10的生产的管理者能够以基板单位容易地掌握生产线la、lb的运转状态。
65.另外,控制部61以使多个标记m具有与对各自对应的基板10的作业时间相对于基准循环时间tc(基准时间)的超过量δ对应的颜色的方式,根据该超过量δ变更标记m的颜色。在该结构中,管理者能够通过颜色容易地识别需要长的作业时间的基板10。
66.另外,输入设备65(指定部)受理从多个标记m中指定一个标记m的指定操作。然后,控制部61将与通过指定操作指定的一个标记m对应的信息显示于显示器64(作业时间明细显示部se或错误详细显示部sf)。在该结构中,管理者通过指定一个标记m,能够在显示器64上确认与该一个标记m对应的信息。
67.另外,控制部61将在对与一个标记m对应的基板10的作业时间中发生的事件r1~r6、该事件r1~r6所需的时间显示于显示器64(作业时间明细显示部se)。在该结构中,管理者通过指定一个标记m,能够在显示器64上确认与对与该一个标记m对应的基板10的作业时间中对应的事件r1~r6。
68.另外,控制部61将对与一个标记m对应的基板10的作业时间中产生的错误显示于显示器64(错误详细显示部sf)。在该结构中,管理者通过指定一个标记m,能够在显示器64上确认与对与该一个标记m对应的基板10的作业时间中对应的错误。
69.这样,在本实施方式中,管理装置6相当于本发明的“元件安装管理装置”的一例,控制部61相当于本发明的“控制部”的一例,显示器64相当于本发明的“显示器”的一例,输入设备65相当于本发明的“指定部”的一例,生产管理程序621相当于本发明的“元件安装管理程序”的一例,记录介质69相当于本发明的“记录介质”的一例,生产线la、lb构成本发明的“元件安装系统”的一例,安装作业位置p相当于本发明的“作业位置”的一例,基板10相当于本发明的“基板”的一例,元件安装作业相当于本发明的“规定作业”的一例,时序图c相当于本发明的“图表”的一例,标记m相当于本发明的“标记”的一例,宽度wt相当于本发明的“宽度”的一例,时间轴at相当于本发明的“时间轴”的一例。
70.此外,本发明不限于上述实施方式,只要不脱离其主旨,就可以对上述实施方式进行各种变更。与显示于显示器64的标记m的颜色相关的控制可以以如下方式变形。
71.在该变形例中,管理者受理设定针对标记m的宽度wt的超过量δ使用的超过阈值(相当于超过量δ与标记m的颜色的对应关系)的设定操作。然后,控制部61按照设定的超过阈值,与上述同样地根据超过量δ变更标记m的颜色。在该变形例中,管理者通过操作输入设备65(设定部)而变更超过阈值,能够使与作业时间对应的标记m的颜色变化,并通过颜色确认需要长的作业时间的基板10。
72.另外,也可以以在显示器64的生产管理画面s上进一步显示与上述不同的内容的方式,对由控制部61进行的控制进行变形。即,在第一变形例中,表示如下至少一个的报告显示于显示器64,
73.·
在对象生产线la中,元件安装作业的作业时间超过基准循环时间tc的基板10的张数;
74.·
在对象生产线la中,元件安装作业的作业时间超过基准循环时间tc的各基板10的超过量δ(超过时间);
75.·
在对象生产线la中,元件安装作业的作业时间超过基准循环时间tc的各基板10的超过量δ的合计(超过时间的合计)。
76.该显示有助于管理者对需要长的作业时间的原因进行分析。
77.在第二变形例中,控制部61根据各自的颜色(绿色、黄色、红色)对对象生产线la的多个标记m进行分类。然后,控制部61按照标记m的每个颜色,以列表形式将和与该标记m对应的基板10相关的信息、具体而言是识别该基板10的品种(基板品种)或该基板10的基板id
显示于显示器64。即,该列表将标记m的颜色和与该颜色的各标记m对应的基板10的信息(基板品种或基板id)建立对应,针对各颜色进行显示。这样,按对应的标记m的每个颜色将与基板10相关的信息以列表形式在显示器64上表示的显示有助于管理者对需要长的作业时间的原因进行分析。
78.在第三变形例中,当管理者对输入设备65执行从显示于生产状况显示部sd的多个标记m中指定一个标记m的指定操作时,控制部61将和与指定的一个标记m对应的基板相关的信息(基板品种或基板id)显示于显示器64。该显示例如通过弹出表示该信息的文本来执行。在该结构中,管理者通过指定操作指定一个标记m,由此能够在显示器64上确认和与该一个标记m对应的基板10相关的信息。
79.在第四变形例中,控制部61按每个元件安装机4a~4d(设备),将与在对象生产线la具备的多个元件安装机4a~4d的安装作业位置p执行了元件安装作业的基板10相关的信息(基板品种或基板id)以列表形式显示于显示器64。即,该列表将元件安装机4和在该元件安装机4的安装作业位置p执行了元件安装作业的基板10的信息建立对应,针对元件安装机4a~4d分别显示。在该结构中,管理者能够按每个元件安装机4a~4d确认与基板10相关的信息。
80.另外,也可以追加与这些示例不同的各种变形。例如,也可以从上述的示例变更标记m的宽度wt、即该标记m表示的元件安装作业的开始时刻ts及结束时刻te。具体而言,可以将元件安装作业的结束时刻te作为执行该元件安装作业的元件安装机4完成向基板10的全部安装点中负责的各安装点的元件安装的时刻。或者,也可以构成为,管理者通过操作输入设备65,能够任意地设定开始时刻ts及结束时刻te。
81.另外,标记m的颜色的种类不限于上述的3个颜色,可以是4个颜色以上,也可以是2个颜色。或者,也可以不进行颜色区分而显示标记m。
82.另外,1台元件安装机4具有的安装作业位置p的个数不限于1个,也可以是2个以上。
83.另外,基板生产设备1具备的生产线l的数量不限于上述的示例,例如也可以是1个。
84.另外,也可以适当变更构成生产线l的元件安装机4的数量。
85.标号说明
[0086]1…
基板生产设备
[0087]
10
…
基板
[0088]6…
管理装置(元件安装管理装置)
[0089]
61
…
控制部
[0090]
64
…
显示器
[0091]
65
…
输入设备(指定部)
[0092]
69
…
记录介质
[0093]
621
…
生产管理程序(元件安装管理程序)
[0094]
at
…
时间轴
[0095]
c
…
时序图(图表)
[0096]
la、lb
…
生产线(元件安装系统)
[0097]
m
…
标记
[0098]
p
…
安装作业位置(作业位置)
[0099]
wt
…
宽度
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1