一种5G基站PCB板SMT载具的制作方法
一种5g基站pcb板smt载具
技术领域
[0001]
本实用新型涉及smt载具技术领域,具体为一种5g基站pcb板smt载具。
背景技术:
[0002]
5g基站是5g网络的核心设备,提供无线覆盖,实现有线通信网络与无线终端之间的无线信号传输。基站的架构、形态直接影响5g网络如何部署。在目前的技术标准中,5g的频段远高于2g、3g和4g网络,5g网络现阶段主要工作在3000-5000mhz频段。由于频率越高,信号传播过程中的衰减也越大,所以5g网络的基站密度将更高。
[0003]
2019年年底将开通13万个5g基站。首批包括北京、上海、广州、深圳、杭州、南京、天津等50个城市入选5g开通城市名单,而2020年商用城市将超340个。现联通与电信双方已在24省市开通5g共建共享基站。以速率为例,最新的测试数据显示,共建共享的5g网络峰值速率可达2.5gpbs
[0004]
由于5g基站的大量建设,5g基站的服务器也需要大量的增加,5g基站服务器的主板开始大量的生产,针对5g基站的主板,传输速率高达2.5gpbs,对pa小板和主板之间的焊接要求越来越高,焊接后间隙不能超过0.05mm,否则会影响传输信号,生产5g基站服务器的主板需要用到大量的smt载具。
[0005]
作为5g基站的核心,5g基站服务器主板的要求也越来越高,smt载具作为一种辅助生产,提高效率和良率的工具也显得越来越重要。5g基站smt载具广泛应用生产5g基站服务器的主板的回流焊制程上,具有广泛的市场前景。
[0006]
目前很多厂商还是沿用4g基站主板的加工工艺,采用弹簧顶pin的方式,在盖板上装弹簧去压pa小板,由于弹簧的力道可能不均匀,导致有的地方压到了,有的地方没有压到,pa小板和基站pcb之间焊接会有翘曲和间隙。
技术实现要素:
[0007]
本实用新型的目的在于提供一种5g基站pcb板smt载具,解决基站pcb尺寸过大,过smt回焊炉时受热变形的问题,解决基站pcb与pa小板之间定位的偏移问题。
[0008]
为实现上述目的,本实用新型提供如下技术方案:一种5g基站pcb板smt载具,包括上盖板与下盖板,所述上盖板与所述下盖板的上表面均开设有smt嵌入槽;所述上盖板的上表面设置有定位螺栓,所述下盖板的上表面开设有定位孔,所述定位螺栓与定位孔之间定位安装。
[0009]
优选的,所述上盖板与所述下盖板均采用7075航空铝材。
[0010]
优选的,所述定位螺栓采用自攻螺丝。
[0011]
优选的,所述上盖板上的所述下盖板数量不少于两个。
[0012]
优选的,每个所述上盖板对应在所述下盖板位置上的所述定位孔数量不少于6个。
[0013]
优选的,每个所述上盖板上的所述定位螺栓数量不少于6个。
[0014]
与现有技术相比,本实用新型的有益效果如下:
[0015]
1、采用韩国进口7075航空铝材,保证产品的强度和使用寿命。
[0016]
2、采用台湾进口cnc加工,保证产品的平整度和精度。
[0017]
3、利用上下盖板锁附的形式,保证产品在过smt回焊炉时,不会变形,焊接后不会有间隙。
附图说明
[0018]
图1为本实用新型下盖板与上盖板拆卸后下盖板立体图的结构示意图;
[0019]
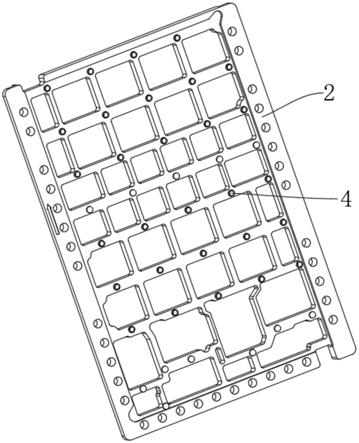
图2为本实用新型下盖板与上盖板拆卸后下盖板另一立体图的结构示意图;
[0020]
图3为本实用新型下盖板与上盖板拆卸后上盖板立体图的结构示意图;
[0021]
图4为本实用新型下盖板与上盖板固定后立体图的结构示意图;
[0022]
图5为本实用新型下盖板与上盖板固定后另一立体图的结构示意图。
[0023]
图中:1-上盖板、2-下盖板、3-定位螺栓、4-定位孔、5-smt嵌入槽。
具体实施方式
[0024]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0025]
请参阅图1至图5,本实用新型提供一种技术方案:一种5g基站pcb板smt载具,包括上盖板1与下盖板2,上盖板1与下盖板2的形状可以长方形、正方形、圆形等规则形状或者也可以是不规则形状,具体形状可以根据需求设定。
[0026]
进一步地,所述上盖板1与所述下盖板2均采用韩国进口7075航空铝材,7075航空铝板,是指铝合金材料通过压力(剪切或锯切)加工制成的获得横断面为矩形且厚度均匀的矩形耐腐蚀材料。国际上习惯把厚度在0.2mm以上,500mm以下,200mm宽度以上,长度16m以内的铝材料称之为铝板材或者铝片材,0.2mm以下为铝箔材,200mm宽度以内为排材或者条材(当然随着大设备的进步,最宽可做到600mm的排材也比较多),本实施例中所述上盖板1与所述下盖板2的厚度和长度可以根据需求设定,采用7075航空铝材,使得smt载具具有较好的强度和使用寿命。
[0027]
所述上盖板1与所述下盖板2的上表面均开设有smt嵌入槽5,用于嵌入放置smt。
[0028]
进一步地,所述smt嵌入槽5在所述上盖板1以及所述下盖板2上的数量可以根据需求设定,其形状各异,以满足形状不同的smt。
[0029]
所述上盖板1的上表面设置有定位螺栓3,所述下盖板2的上表面开设有定位孔4,所述定位螺栓3与定位孔4之间定位安装。因为所述上盖板1与所述下盖板2采用所述定位螺栓3与所述定位孔4定位安装锁附的形式,保证产品在过smt回焊炉时,不会变形,焊接后不会有间隙。
[0030]
进一步地,所述定位螺栓3可以采用沉头螺丝、自攻螺丝等,本实施例中所述定位螺栓3采用自攻螺丝,自攻螺丝虽然会突出于所述上盖板1的上表面,但是并不影响smt的嵌入。
[0031]
进一步地,所述上盖板1上的所述下盖板2数量不少于两个,所述上盖板1上的所述
下盖板2上开设的所有smt嵌入槽5可以嵌入很多的smt,同时因为所述上盖板1与所述下盖板2采用锁附的形式,所述上盖板1与所述下盖板2具有一定的抗弯曲变形功能,进而保证产品在过smt回焊炉时,不会变形,焊接后不会有间隙。
[0032]
进一步地,每个所述上盖板1对应在所述下盖板2位置上的所述定位孔4数量不少于6个,每个所述上盖板1上的所述定位螺栓3数量不少于6个,以保证所述上盖板1与所述下盖板2安装的强度。
[0033]
进一步地,pcb板smt载具采用台湾进口cnc加工,cnc加工通常是指计算机数字化控制精密机械加工,以保证产品的平整度和精度。
[0034]
工作原理:该5g基站pcb板smt载具使用时,将不同大小及形状的smt嵌入在smt嵌入槽5中,然后将上盖板1与下盖板2采用定位螺栓3与定位孔4定位安装锁附,接着送进smt回焊炉中即可,锁附会使得上盖板1与下盖板2具有一定的抗弯曲变形功能,进而保证产品在过smt回焊炉时,不会变形,焊接后不会有间隙。
[0035]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1