一种高效制膜覆膜一体机的制作方法
一种高效制膜覆膜一体机
【技术领域】
1.本实用新型属于覆膜技术领域,特别是涉及一种高效制膜覆膜一体机。
背景技术:
2.在pcb(硬质印刷电路板)、fpcb(柔性印刷电路板)、掩膜版涂布、玻璃显示器黄光制程、半导体载板制造、金属蚀刻行业等行业,均有覆膜制程。如电路板内层板料制作过程中,需要经过贴干膜、曝光、显影、蚀刻以及腿膜步骤。其中,贴干膜会用到贴膜机(或叫压膜机),如现有技术中专利号为cn201220206337.4公开了一种压膜机;干膜的制作一般在干膜机上制作成卷状,然后投入到电路板生产线上通过压膜机贴附到电路板表面上。
3.干膜一般包括pet载体膜、固化成型在pet载体膜上的感光剂涂层膜、覆盖在固化的感光剂涂层膜表面的pe保护膜。干膜的制作通过水平式生产线在pet上进行感光乳剂的涂布、烘干,在药膜面覆盖pe保护膜,收卷成为卷装的干膜卷,根据生产工艺的不同切割成不同宽幅卷状干膜,进行包装流转出货。
4.成卷的干膜在贴膜制程中,是通过单独的压膜机通过装卷、撕开pe保护膜,通过设备高温滚轮软化感光乳剂,使感光乳剂均匀的贴覆在线路板半成品板面(如pcb、fpc等),再通过加热滚轮匀速的使药膜和pet膜紧密的贴覆在板面。如现有技术中专利号为cn200520068116.5公开的一体化贴膜机。在干膜完全贴覆在板面之前,人工通过切刀或者设备自动切割方式提前将干膜按照板子的尺寸预分切干膜,完整贴覆后,再通过预贴膜方式,依序将下一块待加工板面进行循环覆膜-切膜-预贴膜的操作工艺流程。完成板面的覆膜后,再进行下一制造流程的图形转移流程(如曝光工艺等)。
5.现有技术中,感光干膜的制作与覆膜是分开单独进行的,需要对应的制膜机与贴膜机,设备成本高;且设备空间占用大,在贴膜时,需要配合设置加温装置和加湿装置,设备长度较长,空间占用大;且干膜单独制作成卷时表面需要贴附一层pe保护膜,而在贴膜时这层pe保护膜还需要撕除,造成浪费,且最后在电路板制作工艺中,承载感光干膜的pet载体膜也要进行退膜,无法循环利用,造成浪费。
6.因此,需要提供一种新的高效制膜覆膜一体机来解决上述问题。
技术实现要素:
7.本实用新型的主要目的在于提供一种高效制膜覆膜一体机,将制膜与覆膜集成在一起,高效完成硬板表面的覆膜操作,大大提高了效率,降低了制程成本。
8.本实用新型通过如下技术方案实现上述目的:一种高效制膜覆膜一体机,其包括至少一个制膜覆膜单元,所述膜覆膜单元包括加热箱、设置在所述加热箱内的载体膜放卷单元、载体膜传送滚轮模组与涂布模组、将感光膜压覆在板材上的压膜滚轮、为所述涂布模组供应感光溶剂的溶剂供应模组;所述加热箱内设置有加热通道,所述载体膜传送滚轮模组沿所述加热通道设置。
9.进一步的,所述膜覆膜单元设置有两个,两个所述制膜覆膜单元上下相对设置,板
材从两个所述制膜覆膜单元之间通过输送装置传送经过。
10.进一步的,所述加热箱上设置有输出口,所述压膜滚轮设置在所述输出口处,所述载体膜传送滚轮模组将涂布有感光膜的pet载体膜传送至所述压膜滚轮上,通过所述压膜滚轮将pet载体膜上的感光膜贴覆在板材表面上。
11.进一步的,所述加热通道按照载体膜传送方向依次包括第一低温加热段、高温加热段以及第二低温加热段。
12.进一步的,所述加热箱内设置有第一容纳空间与第二容纳空间,所述第一容纳空间与所述第二容纳空间通过第一通口连通,所述第二容纳空间与所述加热通道的开始端通过第二通口连通;
13.所述载体膜放卷单元设置在所述第一容纳空间内,所述涂布模组设置在所述第二容纳空间内,所述载体膜放卷单元释放的pet载体膜通过所述第一通口进入到所述第二容纳空间内,通过所述涂布模组在pet载体膜上涂布一层感光膜后经过所述第二通口进入到所述加热通道内。
14.进一步的,所述涂布模组包括对准pet载体膜的涂布头与风刀;所述溶剂供应模组包括溶剂桶,所述溶剂桶与所述涂布头管道连通,在所述溶剂桶与所述涂布头连通管路上设置有计量泵。
15.进一步的,所述压膜滚轮采用电磁恒温压膜滚轮。
16.进一步的,所述加热箱内设置有pet回收滚轮。
17.进一步的,还包括设置在板材输送路径上且位于制膜覆膜单元输出端的分切模组。
18.与现有技术相比,本实用新型一种高效制膜覆膜一体机的有益效果在于:将感光干膜制膜与覆膜集成在一起,在一个相对封闭的空间中直接在pet载体膜上涂布感光溶剂,形成感光膜,然后将覆有感光膜的pet载体膜在一个加热通道内传送,使得感光乳剂固化或半固化,然后直接传送至压膜滚轮上,通过压模滚轮直接将感光膜压覆在板材表面上,大大提高了制膜覆膜的制程效率,降低了制作成本,缩小了设备空间占用。具体的:
19.1)在pet载体膜上涂布感光膜后经过加热通道呈固化或半固化状态,然后直接传送至压膜滚轮上进行压膜操作,无需再覆pe膜,省去了pe膜的投入成本,且减少了制程工序数量,降低了制作成本;
20.2)省去了原有干膜制作过程中的成卷操作、中间运输、压膜过程中的干膜放卷过程,大大减少了制程工序数量,提高了制膜覆膜效率,降低了生产成本;
21.3)可根据板材的尺寸,灵活控制感光膜在pet载体膜上的涂布位置,实现间歇性涂布,省去了后续对pet载体膜的分切动作,且避免了原连续性涂布加工方式造成的感光乳剂浪费;
22.4)通过间隙性涂布的实现,使得pet载体膜从感光膜上剥离下来后可实现回收利用,降低了生产成本;
23.5)通过上下制膜覆膜单元的设置,可同时实现板材两面的覆膜,且上下两个制膜覆膜单元独立控制,独立工作,可满足单面覆膜和双面覆膜的覆膜需求,设备通用性高。
【附图说明】
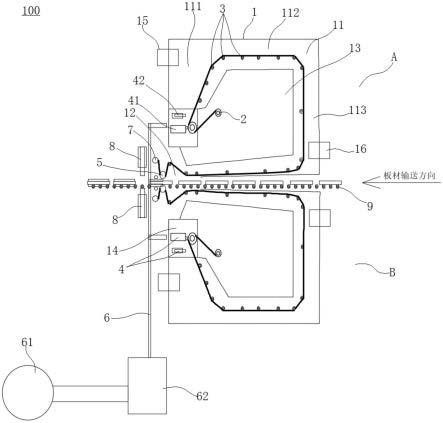
24.图1为本实用新型实施例的结构示意图;
25.图中数字表示:
26.100-高效制膜覆膜一体机;
27.1-加热箱,11-加热通道,111-第一低温加热段,112-高温加热段,113-第二低温加热段,12-输出口,13-第一容纳空间,14-第二容纳空间,15-进风口,16-出风口;2-载体膜放卷单元;3-载体膜传送滚轮模组;4-涂布模组,41-涂布头,42-风刀;5-压膜滚轮;6-溶剂供应模组,61-溶剂桶,62-计量泵;7-pet回收滚轮;8-分切模组;9-输送装置。
【具体实施方式】
28.实施例:
29.请参照图1,本实施例为高效制膜覆膜一体机100,其包括两个制膜覆膜单元a、b,制膜覆膜单元a与制膜覆膜单元b上下相对设置,板材从制膜覆膜单元a与制膜覆膜单元b之间通过输送装置9传送经过。所述输送装置9可采用滚轮输送装置。
30.制膜覆膜单元a包括加热箱1、设置在加热箱1内的载体膜放卷单元2、载体膜传送滚轮模组3与涂布模组4、将感光膜压覆在板材上的压膜滚轮5、为涂布模组4供应感光溶剂的溶剂供应模组6。
31.加热箱1内设置有加热通道11,加热通道11可根据需求灵活设计在加热箱1内的路径,本实施例中,加热通道11环绕加热箱1的内壁设置。载体膜放卷单元2释放pet载体膜经过涂布模组4后进入到加热通道11内。加热箱1上设置有输出口12,压膜滚轮4设置在输出口12处,在pet载体膜绕经压膜滚轮4时,通过压膜滚轮4将pet载体膜上的感光膜贴覆在板材表面上。
32.载体膜传送滚轮模组3沿加热通道11设置,将粘附有感光膜的pet载体膜传送至输出口12处。加热通道11按照载体膜传送方向依次包括第一低温加热段111、高温加热段112以及第二低温加热段113。加热通道11内的各个区段的温度控制可采用现有温控技术实现,如通过隔断空间设置单独进行空间内部的温度控制,或通过加热组件的布置密度来实现高温与低温的温控。加热方式可以采用热风加热、或加热棒/加热片加热、或液体介质循环加热等。加热通道11主要用于使pet载体膜上的感光乳剂固化或半固化。
33.加热箱1内设置有第一容纳空间13与第二容纳空间14,第一容纳空间13与第二容纳空间14通过第一通口连通,第二容纳空间14与加热通道11的开始端通过第二通口连通。载体膜放卷单元2设置在第一容纳空间13内,涂布模组4设置在第二容纳空间14内,载体膜放卷单元2释放的pet载体膜通过所述第一通口进入到第二容纳空间14内,然后通过涂布模组4在pet载体膜上涂布一层感光膜,然后经过所述第二通口进入到加热通道11内。通过第一容纳空间13与第二容纳空间14的设置,一方面将载体膜放卷单元2与涂布模组4单独分开,并与加热通道11分开,保障加热通道11的内部环境,尽量减少外界环境对感光膜的影响,保障感光膜的质量。
34.本实施例中,加热箱1为电磁加热箱,内部加热温度范围为90℃~120℃。加热箱1上设置有进风口15与出风口16,进风口15处设置有风扇(图中未标示)。进风口15设置在加热通道11的第一低温加热段111区段位置上;出风口16设置在第二低温加热段113区段位置
上。
35.涂布模组4包括对准pet载体膜的涂布头41与风刀42。溶剂供应模组6包括溶剂桶61,溶剂桶61与涂布头41管道连通,在溶剂桶61与涂布头41连通管路上设置有计量泵62。通过对计量泵62的启停控制实现对pet载体膜上感光膜涂布的控制,可实现连续涂布或间断性涂布,以匹配各种不同尺寸大小的板材,无需后续裁切。风刀42的吹风方向为从下向上与pet载体膜呈设定角度吹出。
36.压膜滚轮5采用电磁恒温压膜滚轮。
37.本实施例中,加热箱1内还设置有pet回收滚轮7,可实现对pet载体膜的回收利用。
38.本实施例还包括设置在板材输送路径上且位于制膜覆膜单元输出端的分切模组8,若pet载体膜不回收的时候可以实现根据板材尺寸的自动分切。
39.制膜覆膜单元b与制膜覆膜单元a结构原理基本相同,其区别在于:制膜覆膜单元a中的输出口12设置在加热箱1的底部,制膜覆膜单元b中的输出口12设置在加热箱1的顶部,且两个制膜覆膜单元的输出口相对设置。
40.所述输送装置的输送路径上设置有检测板材输入的传感器,所述传感器提供板材的输入信号,为涂布头41在pet载体膜上实现间歇性的涂布提供启停信号。
41.本实施例还提供了一种板材高效覆膜方法,其包括以下步骤:
42.s1)在板材输送路径的上方或/和下方设置一制膜覆膜单元;板材通过输送装置自动输送经过制膜覆膜单元;
43.s2)在上方制膜覆膜单元或/和下方制膜单元内,将感光膜贴敷在pet载体膜上;该步骤中,可根据板材尺寸将感光膜间歇性的贴敷在pet载体膜上;或直接连续性的在pet载体膜上涂布感光膜;感光膜通过计量泵62自动泵送感光溶剂泵送至涂布头41端,通过涂布头41喷涂在pet载体膜上,然后通过风刀42使感光乳剂均匀的附着在pet载体膜上;
44.s3)将承载有感光膜的pet载体膜在一个加热通道11内传送,使得感光膜处于固化或半固化状态;通过加热通道11内设定温度的空间环境使得感光膜处于固化或半固化状态,无需再覆pe保护膜;
45.s4)承载有感光膜的pet载体膜传送至一对恒温压膜滚轮4上,通过恒温压膜滚轮将感光膜压制在对应的板材表面上。
46.若pet载体膜上的感光膜为间歇性涂布,则感光膜在pet载体膜上的位置与输送路径上的板材位置一一对应,无需后续对pet载体膜进行分切;pet载体膜通过pet回收滚轮7进行回收利用。
47.若pet载体膜上的感光膜为连续性涂布,则在所述步骤s4)后,通过分切模组8将pet载体膜切断。
48.本实施例一种高效制膜覆膜一体机可应用于pcb(硬质印刷电路板)制作、fpcb(柔性印刷电路板)制作、掩膜版涂布、玻璃显示器黄光制程、半导体载板制造及金属蚀刻等覆膜工序中。
49.本实施例一种高效制膜覆膜一体机,将感光干膜制膜与覆膜集成在一起,在一个相对封闭的空间中直接在pet载体膜上涂布感光溶剂,形成感光膜,然后将覆有感光膜的pet载体膜在一个加热通道内传送,使得感光乳剂固化或半固化,然后直接传送至压膜滚轮上,通过压模滚轮直接将感光膜压覆在板材表面上,大大提高了制膜覆膜的制程效率,降低
了制作成本,缩小了设备空间占用。具体的:
50.1)在pet载体膜上涂布感光膜后经过加热通道呈固化或半固化状态,然后直接传送至压膜滚轮上进行压膜操作,无需再覆pe膜,省去了pe膜的投入成本,且减少了制程工序数量,降低了制作成本;
51.2)省去了原有干膜制作过程中的成卷操作、中间运输、压膜过程中的干膜放卷过程,大大减少了制程工序数量,提高了制膜覆膜效率,降低了生产成本;
52.3)可根据板材的尺寸,灵活控制感光膜在pet载体膜上的涂布位置,实现间歇性涂布,省去了后续对pet载体膜的分切动作,且避免了原连续性涂布加工方式造成的感光乳剂浪费;
53.4)通过间隙性涂布的实现,使得pet载体膜从感光膜上剥离下来后可实现回收利用,降低了生产成本;
54.5)通过上下制膜覆膜单元的设置,可同时实现板材两面的覆膜,且上下两个制膜覆膜单元独立控制,独立工作,可满足单面覆膜和双面覆膜的覆膜需求,设备通用性高。
55.实施例二:
56.本实施例高效制膜覆膜一体机100与实施例一中的结构基本相同,其区别在于:其包括一个制膜覆膜单元。
57.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1