一种用于自动化设备的导电布类卷材贴合治具及贴合方法与流程
[0001]
本发明涉及卷材贴合领域,尤其是涉及一种用于自动化设备的导电布类卷材贴合治具及贴合方法。
背景技术:
[0002]
当前使用自动化的机器贴合组装的产品时,产品覆在料带膜上,实现整卷的收放,自动化产品的位置要标准,通过机器手来吸取产品,再贴到工件上;同时自动化的贴合组装过程中要求也比较严格,需要规定的排版方式,一个产品到另个产品之间的距离也是有要求的,并且要便于机器去剥离并识别。
[0003]
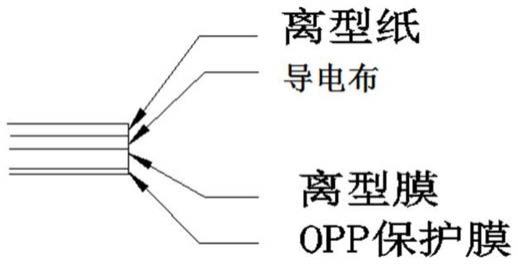
胶类或泡棉等类型的产品,都是覆在一个整张的离型膜上,对于导电布类的产品,相比于胶类或泡棉产品是比较特殊的,导电布要贴在离型膜上,并且离型膜上还具有切断线,由于离型膜上有切断线,这就要求离型膜下面还需要有层opp保护膜,opp保护膜为单面含胶的低粘保护膜,承载着离型膜,导电布类的卷材产品最终的料带结构如图1和图2。
[0004]
可见该类型的导电布的载带膜是opp保护膜,opp保护膜的边缘到产品边缘、opp保护膜的整体宽度都是有要求的,其公差为
±
1mm,这就需要增加一把冲切两边修边线的刀模,在该opp保护膜下面还需要再贴层保护膜来承载着opp保护膜,使得需要刀模及冲切层次如图3所示,由此使得整体工艺流程复杂,由于修边的流畅使得整体产能下降,并且生产的产品良率低;另一方面贴合过程中opp保护膜需要修边,则opp保护膜下面需要再覆一层保护膜,造成材料成本和工序成本上升。
[0005]
因此亟需研发一种新的贴合方案及装备解决以上问题。
技术实现要素:
[0006]
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种用于自动化设备的导电布类卷材贴合治具及贴合方法。
[0007]
本发明的目的可以通过以下技术方案来实现:
[0008]
本发明中用于自动化设备的导电布类卷材贴合治具,包括横板与竖板
[0009]
横板,其宽度d0大于等于待贴合离型膜的宽度,其上开设有相互平行的两条外标识刻线,两条外标识刻线间的宽度d1大于等于待贴合opp保护膜的宽度d2;
[0010]
竖板,垂直于横板,并对称的分布于横板两侧。
[0011]
进一步地,所述的横板与竖板均为矩形板。
[0012]
进一步地,所述的横板与竖板的长边等长。
[0013]
进一步地,两条外标识刻线的内侧对应开设有两条内标识刻线,外标识刻线与内标识刻线平行。
[0014]
进一步地,内标识刻线间的距离d3小于等于待贴合opp保护膜的宽度d2。
[0015]
进一步地,相邻的外标识刻线与内标识刻线之间的间距d4为0.5mm,即在导向过程中的单边的位置偏差为0.5mm,双边的位置偏差为1mm。
[0016]
进一步地,所述的横板和/或竖板固定于贴合机上。
[0017]
进一步地,还包括摄像机,所述的摄像机镜头朝向外标识刻线和内标识刻线位置,用于待贴合opp保护膜边沿与外标识刻线、内标识刻线位置的监控拍摄,通过拍摄监控实现实时的位置偏差监控,有利于实现及时的位置校正。
[0018]
本发明上述中治具在导电布类卷材贴合过程中的应用,包括以下步骤:
[0019]
将opp保护膜在分条机上切成需要的宽度;
[0020]
将附有导电布类产品的离型膜卡在治具的横板之间,在治具的导向下持续放料与收卷;
[0021]
使得opp保护膜的两端边沿定位于外标识刻线与内标识刻线之间,实现边沿定位,并在外标识刻线与内标识刻线间隙定位下将opp保护膜贴在离型膜上,收卷后得到成品。
[0022]
与现有技术相比,本发明具有以下优点:
[0023]
1)通过本技术方案中治具的导向及定位作用,避免了修边的过程,即节约了一步工时,由此约提高了1/4的产能。
[0024]
2)通过本技术方案使得贴合过程中opp保护膜不用修边,则opp保护膜下面就不用再覆一层保护膜,即节约了一倍的保护膜材料,节约了材料成本和工序成本。
附图说明
[0025]
图1为导电布类的卷材产品最终的料带结构图;
[0026]
图2为导电布类的卷材产品最终的料带分解结构图;
[0027]
图3为现有技术中冲切层次图;
[0028]
图4为本技术方案中贴合治具的平面结构示意图;
[0029]
图5为本技术方案中贴合治具的侧视图;
[0030]
图6为实施例中贴合成品的平面结构图;
[0031]
图7为本技术方案中贴合过程的流水线示意图。
[0032]
图中:1、横板,2、竖板,3、外标识刻线,4、内标识刻线。
具体实施方式
[0033]
下面结合附图和具体实施例对本发明进行详细说明。
[0034]
实施例
[0035]
本发明的目的可以通过以下技术方案来实现:
[0036]
本实施例中用于自动化设备的导电布类卷材贴合治具,包括横板1与竖板2和监控摄像机。
[0037]
横板1宽度d0大于等于待贴合离型膜的宽度,其上开设有相互平行的两条外标识刻线3,两条外标识刻线3间的宽度d1大于等于待贴合opp保护膜的宽度d2;竖板2垂直于横板1,并对称的分布于横板1两侧。横板1与竖板2均为矩形板。横板1与竖板2的长边等长,横板1与竖板2构成“[”形截面,参见图4与图5,。横板1和/或竖板2固定于贴合机上。摄像机镜头朝向外标识刻线3和内标识刻线4位置,用于待贴合opp保护膜边沿与外标识刻线3、内标识刻线4位置的监控拍摄,通过拍摄监控实现实时的位置偏差监控,有利于实现及时的位置校正。
[0038]
两条外标识刻线3的内侧对应开设有两条内标识刻线4,外标识刻线3与内标识刻线4平行。内标识刻线4间的距离d3小于等于待贴合opp保护膜的宽度d2。相邻的外标识刻线3与内标识刻线4之间的间距d4为0.5mm,即在导向过程中的单边的位置偏差为0.5mm,双边的位置偏差为1mm。
[0039]
贴合过程包括以下过程:
[0040]
将opp保护膜在分条机上切成需要的宽度;
[0041]
将附有导电布类产品的离型膜卡在治具的横板1之间,在治具的导向下持续放料与收卷,参见图7。采用厚度为0.05mm的蓝色离型膜,宽度为60mm,opp保护膜,宽度为33.6mm,治具用0.1-0.2mm的pc做成,外标识刻线3、内标识刻线4均做为红色刻线,起到显著的标识作用。
[0042]
使得opp保护膜的两端边沿定位于外标识刻线3与内标识刻线4之间,实现边沿定位,并在定位下将opp保护膜贴在离型膜上,收卷后得到成品,成品参见图6。
[0043]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1