一种TBM用钢丝绳芯输送带的制作方法
一种tbm用钢丝绳芯输送带
技术领域
[0001]
本实用新型涉及一种tbm用钢丝绳芯输送带。
背景技术:
[0002]
tbm是隧道掘进机的简称,现有tbm用钢丝绳芯输送带存在下列缺点:1、所用钢丝绳直径大,破断力低,输送带的整体曲挠性差;2、钢丝绳芯输送带的阻力大,输送机的功率相应的增加,耗电量增加;3、钢丝绳结构单一,排列方式均匀,两侧钢丝绳不具有良好的成槽性,不适合隧道掘进机出渣用。
技术实现要素:
[0003]
本实用新型的目的就是解决现有技术中存在的上述问题,提供一种tbm用钢丝绳芯输送带,该输送带强度高,与现有技术同等强度下所用钢丝绳直径较小,整体曲挠性强,低伸长率、阻燃安全性能高,输送阻力小,不易跑偏,节约能源;两侧钢丝绳具有良好的成槽性。
[0004]
为实现上述目的,本实用新型的技术解决方案是:一种tbm用钢丝绳芯输送带,包括上、下覆盖胶层、中间芯胶层、边胶层、多根左念向钢丝绳和多根右念向钢丝绳;左、右念向钢丝绳间隔排列分布在中间芯胶层内;中间芯胶层的上、下分别覆盖上、下覆盖胶层,其左和右分别覆盖边胶层;中间部分的左、右念向钢丝绳直径为4-5mm、间距为8-10mm;两侧部分的左、右念向钢丝绳直径为4-5mm、间距为12-15mm;中间部分的左、右念向钢丝绳占输送带宽度的60-70%,两侧部分的左、右念向钢丝绳占输送带宽度的30-40%。
[0005]
进一步优选地,所述上覆盖胶层采用耐磨阻燃抗静电的覆盖胶制成,下覆盖胶层采用低滚动阻力的覆盖胶制成。
[0006]
上述所述tbm用钢丝绳芯输送带的制作方法,其包括以下步骤:
[0007]
一、制备上、下覆盖胶、中间芯胶和边胶:
[0008]
a、制备上覆盖胶:其由以下原料制成的,按重量比计算,30-40的天然橡胶、20-30的顺丁橡胶、30-40的丁苯橡胶、30-35的中超炭黑、2-3的萜烯树脂、15-20的氯化石蜡、3-6的氧化锌、1-2的促进剂cbs、2-3的硫磺、2-3的偶联剂fs-79a、1
ꢀ-
3的防老剂4010na、8的氧化锑、10-15的阻燃剂ifr和2-3的耐磨剂硅69;其制作方法包括以下步骤:
[0009]
1、制作母胶:将所述重量比的天然橡胶、丁苯橡胶、顺丁橡胶和萜烯树脂置于密炼机内混炼成母胶,密炼机的转速20r/min,压力0.35mpa,混炼时间3-4min,排胶温度110-115℃;将母胶停放8个小时;
[0010]
2、制作一段胶:在密炼机内先加入停放8个小时后的母胶,再加入所述重量比的氧化锌、促进剂cbs、防老剂4010na和耐磨剂硅69后,再加入所述重量比的氧化锑和阻燃剂ifr,再加入所述重量比的中超炭黑,最后加入所述重量比的氯化石蜡混炼成一段胶;密炼机的转速30-35r/min,压力0.35mpa,混炼时间5-6min,排胶温度140-145℃,将一段胶停放8个小时;
[0011]
3、二段混炼:将停放8个小时后的一段胶加入密炼机内,再加入所述重量比的硫磺混炼成上覆盖胶;密炼机的转速20r/min,压力0.3mpa,混炼时间2-3min,排胶温度<90℃;
[0012]
b、制备下覆盖胶和边胶:其由以下原料制成的,按重量比计算,20-30的高乙烯基聚丁二烯橡胶、20-30的顺丁橡胶、30-40的天然橡胶、25-30的中超炭黑、20-30的白炭黑、3-5的萜烯树脂、10-20的氯化石蜡、5-6的氧化锌、1-2的促进剂nobs、2-3的硫磺、2-3的偶联剂fs-79a、2-3的防老剂4010na、5-8的氧化锑、10
-ꢀ
15的阻燃剂ifr和2-3的耐磨剂硅69; 其制作方法包括以下步骤:
[0013]
1、制作母胶:将所述重量比的天然橡胶、高乙烯基聚丁二烯橡胶、顺丁橡胶和萜烯树脂置于密炼机内混炼成母胶,密炼机的转速20r/min,压力0.35mpa,混炼时间3-4min,排胶温度110-115℃;将母胶停放8个小时;
[0014]
2、制作一段胶:在密炼机内先加入停放8个小时后的母胶,再加入所述重量比的氧化锌、促进剂nobs、防老剂4010na和耐磨剂硅69后,再加入所述重量比的氧化锑和阻燃剂ifr,再加入所述重量比的中超炭黑和白炭黑,最后加入所述重量比的氯化石蜡混炼成一段胶;密炼机的转速30-35r/min,压力0.35mpa,混炼时间5-6min,排胶温度140-145℃,将一段胶停放8个小时;
[0015]
3、二段混炼:将停放8个小时后的一段胶加入密炼机内,再加入所述重量比的硫磺混炼成下覆盖胶和边胶;密炼机的转速20r/min,压力0.3mpa,混炼时间2-3min,排胶温度<90℃;
[0016]
c、制备中间芯胶:其由以下原料制成的,按重量比计算, 40-50的丁苯橡胶、20-30的丁腈橡胶、10-20的天然橡胶、20-30的中超炭黑、3-5的酚醛树脂、15-20的氯化石蜡、3-6的氧化锌、1-2的氧化镁、1-2的促进剂nobs、2-3的硫磺、1-3的钴盐、7-10的白炭黑、3-5的粘合剂he、15-20的氢氧化铝、5-8的氧化锑、15-20的阻燃剂ifr、1-3的偶联剂fs-79a、1
-ꢀ
3的防老剂mb;其制作方法包括以下步骤:
[0017]
1、制作母胶:将所述重量比的天然橡胶、丁苯橡胶、丁腈橡胶、酚醛树脂和钴盐置于密炼机内混炼成母胶,密炼机的转速20r/min,压力0.35mpa,混炼时间3-4min,排胶温度110-115℃;将母胶停放8个小时;
[0018]
2、制作一段胶:在密炼机内先加入停放8个小时后的母胶,再加入所述重量比的氧化锌、促进剂nobs、防老剂mb、偶联剂fs-79a和氧化镁,再加入所述重量比的氧化锑、氢氧化铝和阻燃剂ifr,再加入所述重量比的中超炭黑和白炭黑,最后加入所述重量比的氯化石蜡制成一段胶,密炼机的转速30-35r/min,压力0.35mpa,混炼时间5-6min,排胶温度140-145℃,将一段胶停放8个小时;
[0019]
3、二段混炼:将停放8个小时后的一段胶加入密炼机内,再加入所述重量比的硫磺混炼成中间芯胶;密炼机的转速20r/min,压力0.3mpa,混炼时间2-3min,排胶温度<90℃;
[0020]
二、首先用压延机将上、下覆盖胶、边胶和中间芯胶制成上、下覆盖胶层、边胶层和中间芯胶层;然后将上覆盖胶层、下覆盖胶层、边胶层、中间芯胶层、左、右念向钢丝绳按照所述排列方式和间距贴合到一起;
[0021]
三、硫化工艺过程:在150℃的温度、2.5mpa的压力下对成型好的tbm钢丝绳芯输送带进行硫化,硫化时上下热板与带胚之间需加玻璃纸。
[0022]
本实用新型输送带用的钢丝绳的捻向安装左右捻向交互排列,可以保证钢丝绳的
张力一致,输送带不跑偏,且强度高,与现有技术同等强度下所用钢丝绳直径较小,整体曲挠性强,保证钢丝绳芯输送带的低伸长率和芯胶的充分渗透。上覆盖胶层采用超耐磨阻燃抗静电上覆盖胶保证了输送带的耐磨和安全性能,在相对比较密闭、空气流动差的隧道内使用保证了施工的安全性。下覆盖胶层采用低滚动阻力的橡胶配方的下覆盖胶保证了输送带在运行中的阻力最小,节约了能源。钢丝绳排列采用特殊部位密排式结构,保证中部有物料的部位钢丝绳密集可以防止输送带穿刺;两侧钢丝绳排列稀疏可以保证输送带具有良好的成槽性。
[0023]
总之,本实用新型输送带强度高,与现有技术同等强度下所用钢丝绳直径较小,整体曲挠性强,低伸长率、阻燃安全性能高,输送阻力小,不易跑偏,节约能源;两侧钢丝绳具有良好的成槽性。
附图说明
[0024]
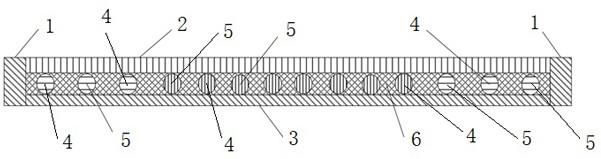
图1为本实用新型沿输送带宽度方向剖切后的结构示意图;
[0025]
图2为本实用新型中左念向钢丝绳的结构示意图;
[0026]
图3为本实用新型中右念向钢丝绳的结构示意图;
[0027]
图4为本实用新型产品的照片。
具体实施方式
[0028]
下面结合附图和具体实施例对本实用新型做进一步的描述。
[0029]
如图1、图2、图3和图4所示,本实施例包括上、下覆盖胶层2、3、中间芯胶层6、边胶层1、多根左念向钢丝绳4和多根右念向钢丝绳5。左、右念向钢丝绳4和5间隔排列分布在中间芯胶层6内。中间芯胶层6的上、下分别覆盖上、下覆盖胶层2和3,其左和右分别覆盖边胶层1。中间部分的左、右念向钢丝绳4和5直径为4-5mm中任一值、间距为8-10mm中任一值。两侧部分的左、右念向钢丝绳4和5直径为4-5mm中任一值、间距为12-15mm中任一值。中间部分的左、右念向钢丝绳4和5占输送带宽度的60%、62%、66%、68%或70%等,两侧部分的左、右念向钢丝绳4和5占输送带宽度的40%、38%、34%、32%或30%等。优选地,所述上覆盖胶层2采用耐磨阻燃抗静电的上覆盖胶制成,下覆盖胶层3采用低滚动阻力的下覆盖胶制成。优选地,钢丝绳采用6*6-1wsc钢丝绳。
[0030]
上述所述tbm用钢丝绳芯输送带的制作方法,其包括以下步骤:
[0031]
一、制备上、下覆盖胶、中间芯胶和边胶:
[0032]
a、制备上覆盖胶:其由以下原料制成的,按重量比计算,30-40中任一值的天然橡胶、20-30中任一值的顺丁橡胶、30-40中任一值的丁苯橡胶、30-35中任一值的中超炭黑、2-3中任一值的萜烯树脂、15-20中任一值的氯化石蜡、3-6中任一值的氧化锌、1-2中任一值的促进剂cbs、2-3中任一值的硫磺、2-3中任一值的偶联剂fs-79a、1
ꢀ-
3中任一值的防老剂4010na、8的氧化锑、10-15中任一值的阻燃剂ifr和2-3中任一值的耐磨剂硅69。其制作方法包括以下步骤:
[0033]
1、制作母胶:将所述重量比的天然橡胶、丁苯橡胶、顺丁橡胶和萜烯树脂置于密炼机内混炼成母胶,密炼机的转速20r/min,压力0.35mpa,混炼时间3-4min中任一值,排胶温度110-115℃中任一值。将母胶停放8个小时。
[0034]
2、制作一段胶:在密炼机内先加入停放8个小时后的母胶,再加入所述重量比的氧化锌、促进剂cbs、防老剂4010na和耐磨剂硅69后,再加入所述重量比的氧化锑和阻燃剂ifr,再加入所述重量比的中超炭黑,最后加入所述重量比的氯化石蜡混炼成一段胶;密炼机的转速30-35r/min中任一值,压力0.35mpa,混炼时间5-6min中任一值,排胶温度140-145℃中任一值,将一段胶停放8个小时。
[0035]
3、二段混炼:将停放8个小时后的一段胶加入密炼机内,再加入所述重量比的硫磺混炼成上覆盖胶;密炼机的转速20r/min,压力0.3mpa,混炼时间2-3min中任一值,排胶温度<90℃。
[0036]
b、制备下覆盖胶和边胶:其由以下原料制成的,按重量比计算,20-30中任一值的高乙烯基聚丁二烯橡胶、20-30中任一值的顺丁橡胶、30-40中任一值的天然橡胶、25-30中任一值的中超炭黑、20-30中任一值的白炭黑、3-5中任一值的萜烯树脂、10-20中任一值的氯化石蜡、5-6中任一值的氧化锌、1-2中任一值的促进剂nobs、2-3中任一值的硫磺、2-3中任一值的偶联剂fs-79a、2-3中任一值的防老剂4010na、5-8中任一值的氧化锑、10
-ꢀ
15中任一值的阻燃剂ifr和2-3中任一值的耐磨剂硅69。其制作方法包括以下步骤:
[0037]
1、制作母胶:将所述重量比的天然橡胶、高乙烯基聚丁二烯橡胶、顺丁橡胶和萜烯树脂置于密炼机内混炼成母胶,密炼机的转速20r/min,压力0.35mpa,混炼时间3-4min中任一值,排胶温度110-115℃中任一值;将母胶停放8个小时。
[0038]
2、制作一段胶:在密炼机内先加入停放8个小时后的母胶,再加入所述重量比的氧化锌、促进剂nobs、防老剂4010na和耐磨剂硅69后,再加入所述重量比的氧化锑和阻燃剂ifr,再加入所述重量比的中超炭黑和白炭黑,最后加入所述重量比的氯化石蜡混炼成一段胶;密炼机的转速30-35r/min中任一值,压力0.35mpa,混炼时间5-6min中任一值,排胶温度140-145℃中任一值,将一段胶停放8个小时;
[0039]
3、二段混炼:将停放8个小时后的一段胶加入密炼机内,再加入所述重量比的硫磺混炼成下覆盖胶和边胶。密炼机的转速20r/min,压力0.3mpa,混炼时间2-3min中任一值,排胶温度<90℃。
[0040]
c、制备中间芯胶:其由以下原料制成的,按重量比计算, 40-50中任一值的丁苯橡胶、20-30中任一值的丁腈橡胶、10-20中任一值的天然橡胶、20-30中任一值的中超炭黑、3-5中任一值的酚醛树脂、15-20中任一值的氯化石蜡、3-6中任一值的氧化锌、1-2中任一值的氧化镁、1-2中任一值的促进剂nobs、2-3中任一值的硫磺、1-3中任一值的钴盐、7-10中任一值的白炭黑、3-5中任一值的粘合剂he、15-20中任一值的氢氧化铝、5-8中任一值的氧化锑、15-20中任一值的阻燃剂ifr、1-3中任一值的偶联剂fs-79a、1
-ꢀ
3中任一值的防老剂mb。其制作方法包括以下步骤:
[0041]
1、制作母胶:将所述重量比的天然橡胶、丁苯橡胶、丁腈橡胶、酚醛树脂和钴盐置于密炼机内混炼成母胶,密炼机的转速20r/min,压力0.35mpa,混炼时间3-4min中任一值,排胶温度110-115℃中任一值。将母胶停放8个小时。
[0042]
2、制作一段胶:在密炼机内先加入停放8个小时后的母胶,再加入所述重量比的氧化锌、促进剂nobs、防老剂mb、偶联剂fs-79a和氧化镁,再加入所述重量比的氧化锑、氢氧化铝和阻燃剂ifr,再加入所述重量比的中超炭黑和白炭黑,最后加入所述重量比的氯化石蜡制成一段胶,密炼机的转速30-35r/min中任一值,压力0.35mpa,混炼时间5-6min中任一值,
排胶温度140-145℃中任一值,将一段胶停放8个小时。
[0043]
3、二段混炼:将停放8个小时后的一段胶加入密炼机内,再加入所述重量比的硫磺混炼成中间芯胶。密炼机的转速20r/min,压力0.3mpa,混炼时间2-3min中任一值,排胶温度<90℃。
[0044]
二、首先用压延机将上、下覆盖胶、边胶和中间芯胶制成所需宽度和厚度的上、下覆盖胶层、边胶层和中间芯胶层;然后将上覆盖胶层、下覆盖胶层、边胶层、中间芯胶层、左、右念向钢丝绳按照所述排列方式和间距贴合到一起。
[0045]
三、硫化工艺过程:在150℃的温度、2.5mpa的压力下对成型好的tbm钢丝绳芯输送带进行硫化,硫化时上下热板与带胚之间需加玻璃纸。
[0046]
上述实施例仅是优选的和示例性的,本领域技术人员可以根据本专利的描述进行等同技术,这些改进属于等同技术改进,其都由本专利的保护范围所覆盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1