一种五合一覆膜设备的制作方法
1.本实用新型属于机械加工技术领域,具体涉及一种用于对干燥层进行覆膜的五合一覆膜设备。
背景技术:
2.在干燥片的生产过程中,干燥片的覆膜是生产的重要环节。干燥层生产出来后一般为潮湿状态,需要烘干至含水量为10%以下才能使用,但是作为覆膜材料的塑料膜面积大于3cm2时,加热会导致塑料膜翘起脱落,所以干燥片的加工多用一次烘干后再进行覆膜裁切。
3.目前有一种二次烘干的干燥片制造方法,可以明显减少生产过程中的粉尘产生,而制造这种干燥片需要对干燥层的两面覆膜,通过胶网粘合剂对包覆膜进行贴合,这样使得加热后干燥片的膜不会翘起。但大部分加工用的覆膜设备均为单面覆膜,不能同时对干燥层的两面进行覆膜,需要对干燥层进行两次覆膜加工才能完成干燥片的加工,效率较低。同时,胶网粘合剂需要加热后才变为液体从而具有良好的粘合效果。
技术实现要素:
4.为解决上述问题,提供一种五合一覆膜设备,本实用新型采用了如下技术方案:
5.本实用新型提供了一种五合一覆膜设备,用于将第一包覆膜以及第二包覆膜分别通过第一网膜以及第二网膜粘附在干燥层的两侧得到干燥片,其特征在于,包括:第一输送台,用于输送干燥层;第二输送台,沿第一输送台的输送方向与第一输送台相邻设置且与第一输送台具有间隔,用于输送压合后的干燥片;第一给料辊,套设有成卷的第一包覆膜,可转动地安装在第二输送台的上方;第二给料辊,套设有成卷的第一网膜,可转动地安装在第一输送台的上方;两个第一压合辊,紧贴设置;第三给料辊,套设有成卷的第二包覆膜,可转动地安装在第一输送台靠近第二输送台的一端的下方;第四给料辊,套设有成卷的第二网膜,可转动地安装在第一输送台远离第二输送台的一端的下方;两个第二压合辊,紧贴设置;以及第一预热辊以及第二预热辊,沿竖直方向上下紧贴设置,且可转动地安装在第一输送台以及第二输送台之间,其中,第一网膜以及第一包覆膜穿过两个第一压合辊使得第一网膜贴合在第一包覆膜上,第二网膜以及第二包覆膜穿过两个第二压合辊使得第二网摸贴合在第二包覆膜上,依次排列的第一包覆膜、第一网膜、干燥层、第二网膜以及第二包覆膜穿过第一预热辊以及第二预热辊使得第一包覆膜、第一网膜、干燥层、第二网膜以及第二包覆膜压紧贴合。本实用新型提供的五合一覆膜设备,还可以具有这样的特征,其中,第一给料辊、第二给料辊、第三给料辊、第四给料辊、第一压合辊、第二压合辊、第一压膜辊以及第二压膜辊的轴线与第一输送台以及第二输送台的输送方向相垂直。
6.本实用新型提供的五合一覆膜设备,还可以具有这样的特征,其中,第一给料辊、第二给料辊、第三给料辊、第四给料辊、第一压合辊、第二压合辊、第一预热辊以及第二预热辊的轴线与第一输送台以及第二输送台的输送方向相垂直。
7.本实用新型提供的五合一覆膜设备,还可以具有这样的特征,还包括:第一张紧辊、第二张紧辊以及第三张紧辊,第一张紧辊设置在第一给料轮以及第二输送台之间,第二张紧辊设置在第一给料辊以及第一压合辊之间,第一张紧辊以及第二张紧辊分别压紧第一网膜的两侧。
8.本实用新型提供的五合一覆膜设备,还可以具有这样的特征,还包括:第三张紧辊,设置在第一压合辊与第一预热辊之间,第三张紧辊压紧贴合后的第一包覆膜以及第一网膜。
9.本实用新型提供的五合一覆膜设备,还可以具有这样的特征,还包括:第一压膜辊以及第二压膜辊,沿竖直方向上下紧贴设置,第一预热辊以及第二预热辊可转动地安装在第一输送台靠近第二输送台的一端,第一压膜辊以及第二压膜辊可转动地安装在第二输送台靠近第一输送台的一端。
10.本实用新型提供的五合一覆膜设备,还可以具有这样的特征,其中,第一压膜辊以及第二压模辊为硅胶辊,硅胶辊包覆有厚度为8~10mm且硬度为80a的硅胶,第一预热辊以及第二预热辊的辊表面涂有硬铬,第一预热辊、第二预热辊、第一压膜辊、第二压膜辊的辊面宽度为700mm。
11.本实用新型提供的五合一覆膜设备,还可以具有这样的特征,其中,第一预热辊以及第二预热辊上设置有温度检测装置,加热装置根据温度检测装置检测到的温度进行加热温度调节。
12.本实用新型提供的五合一覆膜设备,还可以具有这样的特征,还包括:两个支撑板,分别设置在第一输送台的输送方向两侧,第一给料辊、第二给料辊、第一预热辊以及第二预热辊安装在支撑板上,支撑板的一侧安装有驱动电机。
13.本实用新型提供的五合一覆膜设备,还可以具有这样的特征,其中,第一包覆膜以及第二包覆膜为纸膜、pet膜或无纺布。
14.实用新型作用与效果
15.根据本实用新型提供的五合一覆膜设备,用于将第一包覆膜以及第二包覆膜分别通过第一网膜以及第二网膜粘附在干燥层的两侧得到干燥片,其中,第一输送台以及第二输送台,第一给料辊、第二给料辊、第一压合辊以及第二压合辊均设置在输送台的上方,第三给料辊、第四给料辊、第三压合辊、第四压合辊设置在输送台的下方,第一网膜以及第一包覆膜通过第一压合辊压合贴附,第二网膜以及第二包覆膜通过第二压合辊压合贴附,并分别从输送台输送的干燥层的上下与干燥层相贴合后穿过紧贴的第一预热辊以及第二预热辊,形成覆膜完成的干燥片。同时,第一预热辊以及第二预热辊能够对胶网粘合剂的网膜进行加热使其具有粘性,再对网膜与包覆膜进行压紧完成两者的贴附。本实用新型的五合一覆膜设备能够同时对干燥层的两面进行覆膜,节省了加工工序和时间,也同时节省了加工成本。
附图说明
16.图1是本实用新型实施例的干燥片的结构示意图。
17.图2是本实用新型实施例的五合一覆膜设备的结构示意图。
具体实施方式
18.以下结合附图以及实施例来说明本实用新型的具体实施方式。
19.<实施例>
20.本实施例提供一种五合一覆膜设备,用于将第一包覆膜以及第二包覆膜分别通过第一网膜以及第二网膜粘附在干燥层的两侧得到干燥片。
21.本实施例中,第一包覆膜以及第二包覆膜分别为第一纸膜以及第二纸膜。
22.图1是本实用新型实施例的干燥片的结构示意图。
23.如图1所示,本实施例的五合一覆膜设备覆膜得到的最终产品为干燥片200,包括第一纸膜21、第一网膜22、干燥层23、第二网膜24、第二纸膜25。
24.第一网膜22以及第二网膜24为胶网粘合剂,加热后呈液态胶水状,具有粘性,即作为干燥片200的粘合剂。
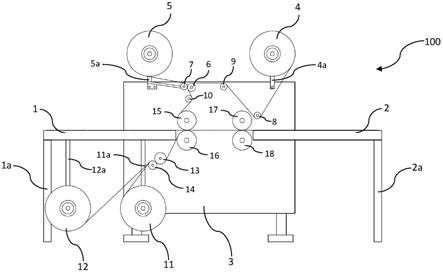
25.图2是本实用新型实施例的五合一覆膜设备的结构示意图。
26.如图2所示,五合一覆膜设备100包括第一输送台1、第二输送台2、支撑板3、驱动电机(未在图中显示)、第一给料辊4、第二给料辊5、第一压合辊6、第二压合辊7、第一张紧辊8、第二张紧辊9、第三张紧辊10、第三给料辊11、第四给料辊12、第三压合辊13、第四压合辊14、第一预热辊15、第二预热辊16、第一压膜辊17、第二压膜辊18。
27.第一输送台1与第二输送台2相邻设置且中间具有间隔。第一输送台1以及第二输送台2设置有由第一输送台1向第二输送台2方向输送的输送带,第一输送台1输送干燥层,第二输送台2输送覆膜完成的干燥片200,输送速度为4m/min,速度根据纸膜的材质和厚度可调节。
28.第一输送台1与第二输送台2的输送方向的两侧分别固定安装有一块支撑板3并连接支撑第一输送台1以及第二输送台2。第一输送台1远离第二输送台2的一端还设置有两个支柱1a,第二输送台2远离第一输送台1的一端也设置有两个支柱2a。支撑板3的一侧设置有驱动电机。
29.第一给料辊4、第二给料辊5、第一压合辊6、第二压合辊7、第一张紧辊8、第二张紧辊9、第三张紧辊10、第三给料辊11、第四给料辊12、第三压合辊13、第四压合辊14、第一预热辊15、第二预热辊16、第一压膜辊17、第二压膜辊18的辊轴均与第一输送台1以及第二输送台2的输送方向相垂直。
30.第一给料辊4通过支架4a可绕辊轴转动地安装在支撑板3靠近第二输送台2的上端,套设有成卷的第一纸膜21。
31.第二给料辊5通过支架5a可绕辊轴转动地安装在支撑板3靠近第一输送台1的上端,套设有成卷的第一网膜22。
32.第一压合辊6与第二压合辊7相邻紧贴设置,可绕辊轴转动地安装在第一给料辊4以及第二给料辊2之间的支撑板3上,且安装位置低于第一给料辊4以及第二给料辊2。
33.第二压合辊7设置在第一压合辊6与第二给料辊5之间,且两端设置有与第二给料辊5的支架5a相连接的导轨。
34.第一网膜22与第一纸膜21穿过第一压合辊6以及第二压合辊7从而被压紧粘附。
35.第三给料辊11通过支架11a可绕辊轴转动地安装在第一输送台1的靠近第二输送台2的一端的下方,套设有成卷的第二纸膜25。
36.第四给料辊12通过支架12a可绕辊轴转动地安装在第一输送台1的远离第二输送台2的一端的下方,套设有成卷的第二网膜24。
37.第三压合辊13与第四压合辊14相邻紧贴设置,可绕辊轴转动地安装在第三给料辊11以及第二输送台2之间的支撑板3上。第四压合辊14设置在第三压合辊13与第三给料辊11之间。
38.第二网膜24以及第二纸膜25穿过第三压合辊13以及第四压合辊14从而被压紧粘附。
39.第一预热辊15与第二预热辊16沿竖直方向上下紧贴,可绕辊轴转动地安装在第一输送台1靠近第二输送台2的一端,且与驱动电机电连接。
40.第一预热辊15与第二预热辊16的辊面宽度为700mm,辊内设置有导热油夹层,且辊的表面涂有硬铬。第一预热辊15和第二预热辊16的两端设置有加热装置,对第一预热辊15和第二预热辊16进行加热,且第一预热辊15和第二预热辊16上还设置有温度检测装置,用于检测第一预热辊15和第二预热辊16表面的温度,温度检测装置与加热装置电连接,通过温度检测装置检测到的温度与加热装置的加热温度进行调节。第一预热辊15和第二预热辊16两端的温度与其中心的温度温差不超过4℃。
41.第一预热辊15以及第二预热辊16能够对第一网膜以及第二网膜加热使网膜液化具有粘性。
42.从第一输送台1上方而来的贴合后的第一网膜22与第一纸膜21,与从第一输送台1下方而来的贴合后的第二网膜24以及第二纸膜25,第一纸膜21、第一网膜22、干燥层23、第二网膜24以及第二纸膜25依次一同穿过紧贴的第一预热辊15以及第二预热辊16,对第一输送台1输送的干燥层的两面进行加热贴合后被压紧覆膜形成干燥片。
43.第一压膜辊17与第二压膜辊18沿竖直方向上下紧贴,可绕辊轴转动地安装在第二输送台2靠近第一输送台1的一端,且与驱动电机电连接。
44.第一压膜辊17与第二压膜辊18为硅胶辊,辊面宽度为700mm,包覆有厚度为8~10mm且硬度为80a的硅胶。
45.被第一预热辊15以及第二预热辊16压紧后的干燥片穿过紧贴的第一压膜辊17以及第二压膜辊18,从而被再次压紧。
46.第一预热辊15、第二预热辊16、第一压膜辊17以及第二压膜辊18与驱动电机电连接,在驱动电机的驱动下转动。本实施例中,转动速度为4m/min,在其他实施例中,速度根据包覆膜的材质和厚度可调节。
47.第一张紧辊8可绕辊轴转动地安装在第一给料辊4以及第二输送台2之间的支撑板3上,且设置在第一给料辊4略偏第一输送台1的方向上。第二张紧辊9可绕辊轴转动地安装在第一给料辊4以及第一压合辊6之间的支撑板3上。第一网膜22的两侧分别通过第一张紧辊8以及第二张紧辊9压紧后到达第一压合辊6以及第二压合辊7处。
48.第三张紧辊10可绕辊轴转动地安装在第二给料辊5以及第一预热辊15之间的支撑板3上。粘合后的第一网膜22以及第一纸膜21被第三张紧辊10压紧后到达第一预热辊15以及第二预热辊16处。
49.本实施例还提供五合一覆膜设备100的工作过程。
50.操作人员将多片干燥层依次从第一输送台1远离第二输送台2的一端放至第一输
送台1上,由第一输送台1将干燥层输送至第一预热辊15以及第二预热辊16处;同时,第一纸膜21由第一给料辊4依次经过第一张紧辊8以及第二张紧辊9压紧后到达第一压合辊6处,第一网膜22由第二给料辊5到达第二压合辊7处,第一纸膜21以及第一网膜22一同穿过紧贴的第一压合辊6以及第二压合辊7而相贴附,贴附后的第一纸膜21以及第一网膜22经过第三张紧辊10压紧后到达第一预热辊15以及第二预热辊16处;同时,第二纸膜25由第三给料辊11到达第四压合辊14处,第二网膜24由第四给料辊12到达到第四压合辊14处,穿过紧贴的第三压合辊13以及第四压合辊14而相贴附,贴附后的第二纸膜25以及第二网膜24到达第一预热辊15以及第二预热辊16处;依次排列的相贴附后的第一纸膜21以及第一网膜22、干燥层23、贴附后的第二网膜24以及第二纸膜25共同穿过紧贴的第一预热辊15以及第二预热辊16后被加热压紧覆膜,再穿过第一压膜辊17以及第二压膜辊18后达到第二输送台2上,由第二输送台2将覆膜完成的干燥片200输送至第二输送台2远离第一输送台1的一端,落至储存箱中,覆膜完成的干燥片200互相之间成z型折叠。
51.实施例作用与效果
52.本实施例提供的五合一覆膜设备,用于将第一包覆膜以及第二包覆膜分别通过第一网膜以及第二网膜粘附在干燥层的两侧得到干燥片,其中,第一输送台以及第二输送台,第一给料辊、第二给料辊、第一压合辊以及第二压合辊均设置在输送台的上方,第三给料辊、第四给料辊、第三压合辊、第四压合辊设置在输送台的下方,第一网膜以及第一包覆膜通过第一压合辊压合贴附,第二网膜以及第二包覆膜通过第二压合辊压合贴附,并分别从输送台输送的干燥层的上下与干燥层相贴合后穿过紧贴的加热的第一预热辊、第二预热辊以及第一压膜辊、第二压膜辊,形成覆膜完成的干燥片。同时,第一预热辊以及第二预热辊能够对胶网粘合剂的网膜进行加热使其具有粘性,再对网膜与包覆膜纸膜进行压紧完成两者的贴附。本实施例的五合一覆膜设备能够同时对干燥层的两面进行覆膜,节省了加工工序和时间,也同时节省了加工成本。
53.进一步,本实施例的五合一覆膜设备还包括第一张紧辊、第二张紧辊以及第三张紧辊,第一张紧辊以及第二张紧辊分别压紧第一网膜的两侧,第三张紧辊压紧贴合后的第一包覆膜以及第一网膜。网膜的两侧经过张紧辊压紧能够更加平滑且均匀,也可以避免网膜以及包覆膜在辊上打滑。
54.进一步,本实施例的五合一覆膜设备还包括第一压膜辊以及第二压膜辊,沿竖直方向上下紧贴设置,与第一预热辊以及第二预热辊分别设置在第一输送台以及第二输送台之间的一端,使两面进行覆膜的干燥片再次被第一压膜辊以及第二压膜辊压紧,使得到的干燥片更加紧实,不易发生膜脱落或者膜翘起等情况。
55.进一步,第一预热辊以及第二预热辊内设置有导热油夹层,两端设置加热装置,可以使辊的温度更为均匀,此外,预热辊上设置有温度检测装置,加热装置能够根据温度检测装置检测到的温度进行加热温度调节,可以使得预热辊在工作中的温度保持基本不变,且两端与辊中间部分的温度差不超过一定范围,从而使得网膜能够被充分加热且具有良好的粘性。
56.进一步,第一压膜辊以及第二压膜辊为硅胶辊,包覆有厚度为8~10mm且硬度为80a的硅胶,使得辊具有优异的耐臭氧老化、耐氧老化、耐光老化和耐天候老化性能。且第一预热辊以及第二预热辊表面涂油硬铬,使得辊具有良好的耐磨、耐温和耐蚀的性能。
57.进一步,输送台的输送方向的两侧还设置有支撑板,能够用于固定输送台以及各类辊,使输送台以及辊的安装以及工作更为稳定。
58.上述实施例仅用于举例说明本实用新型的具体实施方式,而本实用新型不限于上述实施例的描述范围。
59.上述实施例中,用于包覆干燥层的第一包覆膜以及第二包覆膜为纸膜,在其他实施例中,包覆膜也可以为纸、pet或者无纺布等材料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1