一种具有防护功能的衣服的制作方法
1.本发明涉及服装技术领域,特别涉及一种具有防护功能的衣服。
背景技术:
2.近年来,随着人们生活水平的提高,人们对衣服的复合功能要求也越来越多,现在的衣服已经不仅仅局限于传统的保暖功能。在衣服的基础上,研发出越来越多具有特殊功能的衣服,比如我们所熟知的消防防护服、工业用防护服、医疗款防护服、军用防护服、特殊人群防护服等等。
3.目前,国内市场存在的医用款防护服材料主要有无纺布材料、橡胶或涂层材料、闪蒸法一次成型滤材、ptfe复合膜材料、pe复合膜材料等。其中无纺布材料制作的防护服防护效率均40%左右,不能满足国标最低要求;橡胶或涂层材料制作的防护具有较好的防护效果,但是其透气透湿性能很差;闪蒸法一次成型滤材同样具有较好的防护性能,但是其面料防护均匀性不好;ptfe和pe复合膜材料是现阶段普遍使用的医用防护服材料,且防护性能优异,但是因材料仅具有透湿而不具有透气性,因此穿戴时间稍长或在比较炎热的环境下,容易产生闷热感,因此会给穿戴者带来极大的生理负担。另外,现阶段的医用防护服多为一次性产品,这一方面会使制造成本增加,另外一方面还会给日后的废物处理带来诸多不便。针对这一现状急需提供一种高透气高透湿同时防护性能优异的耐用型医用款防护服。
4.现有的能够对核生化提供防护作用的防护服可分为隔绝式和非隔绝式两大类。其中隔绝式核生化防护服能够对液滴状、蒸汽状、气溶胶状各种状态的毒剂实现有效防护,但是隔绝式防护服存在一个巨大缺点,即因外界空气不能到达防护服内,内部水蒸气也不能释放到大气中,从而给穿着者带来极大的生理负担。相对于隔绝式防护服来讲,透气式防毒服具有更优异的穿着舒适性,但其防护性能相对较差,目前仅对几类典型的化学战剂具有防护作用,尤其是对气溶胶的防护往往只存在概念性的防护。针对这一现状,急需提供一种不仅能够实现对核、生、化毒剂、毒气的有效防护,而且还能实现对核气溶胶、生物气溶胶、化学固态和液态毒剂气溶胶具有高水平防护的防护服。
5.当下,市场上的防风服一般具有防水、透湿和防风的功能,实现面料以上三种功能的方法通常有涂层、层压和采用高密织物。但每种方法都具有一定的缺点,例如涂层和层压面料防水性好、防风性好、透湿性差,高密织物的防水性差、透湿性好、防风性稍差。冲锋衣面料一般是由最外面的保护层、中间的防水透气层和里料组成,三种材料一般层压在一起。其中,防水透湿面料是最关键的部位,现在市场上无外乎是ptfe,pu或tpu三种材料,但这三种材料并不具备透气性,因此会是穿着者产生闷热感。针对这一现状,急需提供一种具有气溶胶防护性能的透气、耐用型防风服、冲锋衣。
技术实现要素:
6.本发明所要解决的技术问题是提供一种具有防护功能的衣服,其克服了现有技术的上述缺陷。
7.本发明所要解决的技术问题是通过以下技术方案来实现的:
8.一种具有防护功能的衣服,所述衣服的面料由双层、三层或多层材料经过复合制备方法制备得到的,所述制备方法包括以下步骤:
9.(1)利用复合机自身的加热功能,将pur热熔胶熔融;上机温度为50-200℃;
10.(2)将熔融的热熔胶涂覆在外层材料或膜材料上,使未上胶的材料与上胶的材料相互覆盖后,经过复合机上的压辊进行层压,压辊施加给材料的压力能够使材料充分复合;上胶辊与橡胶辊的间距为0.05-1cm,复合速度为5-30m/min,上机压力为1-6kg;
11.(3)在一定的环境条件下,对层压过后的材料喷洒湿气并收卷,使材料进行充分的湿固化;固化温度为18-30℃、固化湿度为50-95%。
12.优选地,所述衣服的面料的制备方法还包括:
13.(4)多层复合,在步骤(3)复合的基础上继续复合内层材料和/或其他材料,复合方式与步骤(1)-步骤(3)相同。
14.优选地,所述衣服的面料的制备方法中在步骤(1)之前还包括对膜材料进行预处理和/或对外层材料进行预处理。
15.优选地,对膜材料进行预处理是指对膜材料进行预热处理,所述预热处理的热烘温度为100-160℃,优选的热烘温度为130-160℃,车速15-25m/min,优选的车速为18-20m/min。
16.优选地,对外层材料进行预处理包括对外层材料进行预热处理和/或物理预处理,所述预热处理的热烘温度为100-160℃,优选的热烘温度为130-160℃,车速15-25m/min,优选的车速为18-20m/min;所述物理预处理指对外层材料进行磨毛、电晕或等离子体处理,其中,磨毛时的砂布目数为100-150目,磨轮转速为800-1000转/分;电晕处理电压为8-12v,处理时间为5-10s;等离子处理时控制处理后材料的达因值范围为30-60dyn/cm。
17.优选地,步骤(1)中优选的上机温度为70-180℃,更优选为110℃;步骤(2)中优选的上胶辊与橡胶辊间距为0.06-0.6cm,更优选的为0.1cm;优选的复合速度为10-28m/min,更优选的为25m/min;优选的上机压力为1.5-5.5kg,更优选的上机压力为4kg;步骤(3)中优选的固化温度为20-27℃、固化湿度为60-90%,更优选的固化温度为25℃、固化湿度为65%。
18.优选地,所述热熔胶复合采用点涂式,上胶量为3-20g,优选的上胶量为5-18g,更优选的为15g,胶点密度为50-160个/cm2,优选的胶点密度为60-150个/cm2,更优选的为75个/cm2;粘合剂渗透膜材料层总厚度的2/3。
19.优选地,当衣服面料由两种材料复合而成时,所述两种材料包括外层材料和膜材料,所述外层材料为机织面料、针织面料或无纺布面料;所述膜材料为透气膜材料,优选为静电纺丝纳米纤维膜;所述外层材料和所述膜材料通过粘合剂粘合连接;当面料为三层时,所述复合材料还包括内层材料,所述内层材料为针织面料、无纺布面料或机织面料,所述内层材料和所述膜材料通过粘合剂粘合连接;当面料为多层时,所述复合材料还包括其他材料,所述其他材料包括防水材料、防风材料、防毒材料、保暖材料、隔热材料或耐湿材料,所述其他材料与所述外层材料、所述膜材料或所述内层材料通过粘合剂粘结或通过缝纫线连接;当该材料为防毒材料时,所述防毒面料为高吸附性材料,包括掺炭纤维织物、活性炭纤维织物或球形炭材料。
20.优选地,所述复合材料的外层材料为具有防水功能、防油功能、抗菌功能、伪装功能、阻燃功能、抗静电功能、电磁屏蔽功能的面料;所述内层材料为具有防水功能、防油功能、抗菌功能、吸湿速干功能、阻燃功能、吸附功能的面料。
21.优选地,所述复合为点复合,粘合剂为溶剂挥发型、乳液型、反应型或热熔型粘合剂;当该粘合剂为热熔型时,所述粘合剂为热固性pur热熔胶;当该粘合剂为溶剂挥发型时,所述粘合剂为聚氨酯;所述膜材料为经过预处理后的膜材料,所述外层材料为经过预处理的外层材料。
22.本发明上述技术方案,具有如下有益效果:
23.本技术的具有防护功能的衣服,是以静电纺纳米纤维膜和面料为原材料,经特殊方法制备成双层或三层复合材料,再加工制成各种衣服,具有透气、透湿、耐用等多功能,防护效果更佳,尤其能够实现对有害气溶胶的高效防护。
24.在此基础上,针对不同使用领域,在制备防护服时,还可对材料进行功能化整理或配合其他材料使用,具体如下:
25.(1)对复合材料中的外层材料进行伪装、防水防油整理,并增加防毒层,则该服装具有透气、透湿、耐用、防毒、防气溶胶等性能,可用于军用领域,尤其是用做透气防毒服;
26.(2)对复合材料中的外层材料进行防水和抗静电整理,则该服装具有透气、透湿、耐用、防水、防气溶胶等性能,可用于医用领域,尤其是用做可重复使用防护服;
27.(3)对复合材料中的外层材料进行时尚性处理,并增加保暖层,则该服装具有透气、透湿、耐用、防水、防风,保暖等性能,可用于日常领域,尤其是用做冲锋衣、防寒服和防风服。
具体实施方式
28.下面对本发明的具体实施例进行详细描述,以便于进一步理解本发明。
29.以下实施例中所有使用的实验方法如无特殊说明,均为常规方法。以下实施例中所用的材料、试剂等,如无特殊说明,均可通过商业途径获得。
30.实施例
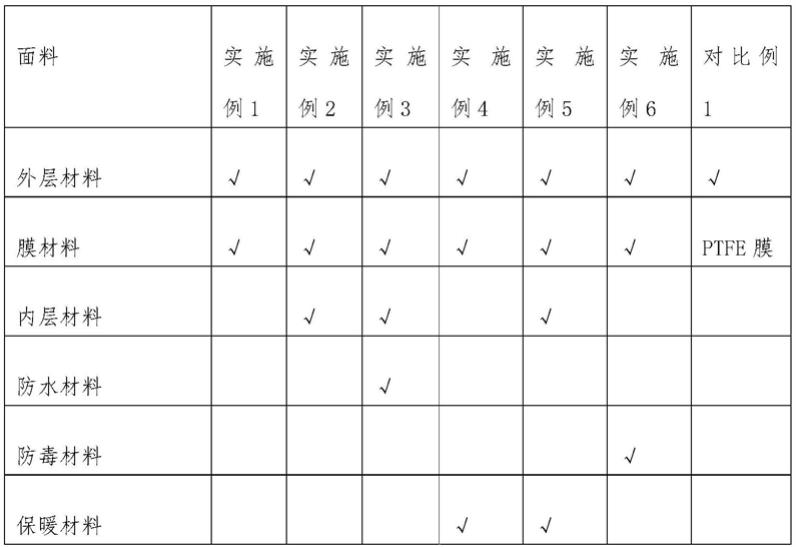
31.表1:衣服面料设置表
[0032][0033]
表2:不同制备方法得到的面料性能比较
[0034][0035]
上述实施例1-6的膜材料为静电纺丝纳米纤维膜,材质主要包括pu和pi两种。
[0036]
当衣服面料由两种材料复合而成时,所述两种材料包括外层材料和膜材料,所述外层材料为机织面料、针织面料或无纺布面料;所述膜材料为静电纺丝纳米纤维膜;所述外层材料和所述膜材料通过粘合剂粘合连接;当面料为三层时,所述复合材料还包括内层材料,所述内层材料为针织面料、无纺布面料或机织面料,所述内层材料和所述膜材料通过粘合剂粘合连接;当面料为多层时,所述复合材料还包括其他材料,所述其他材料包括防水材料、防风材料、防毒材料、保暖材料、隔热材料或耐湿材料,所述其他材料与所述外层材料、所述膜材料或所述内层材料通过粘合剂粘结或通过缝纫线连接;当该材料为防毒材料时,所述防毒面料为高吸附性材料,包括掺炭纤维织物、活性炭纤维织物或球形炭材料。
[0037]
复合面料的外层材料为具有防水功能、防油功能、抗菌功能、伪装功能、阻燃功能、抗静电功能、电磁屏蔽功能的面料;所述内层材料为具有防水功能、防油功能、抗菌功能、吸湿速干功能、阻燃功能、吸附功能的面料。
[0038]
上述复合为点复合,粘合剂为溶剂挥发型、乳液型、反应型或热熔型粘合剂;当该粘合剂为热熔型时,所述粘合剂为热固性pur热熔胶;当该粘合剂为溶剂挥发型时,所述粘合剂为聚氨酯;所述膜材料为经过预处理后的膜材料,所述外层材料为经过预处理的外层
材料。
[0039]
以上述原料为基础加工具有防护功能的衣服,制备方法如下(以实施例1的原材料为例):
[0040]
(1)利用复合机自身的加热功能,将pur热熔胶熔融;
[0041]
(2)将熔融的热熔胶按照点涂的方式涂覆在外层材料或膜材料上,使未上胶的材料与上胶的材料相互覆盖后,经过复合机上的压辊进行层压,压辊施加给材料的压力能够使材料充分复合;
[0042]
(3)在一定的环境条件下,对层压过后的材料喷洒湿气并收卷,使材料进行充分的湿固化。
[0043]
实施例3-6是在上述实施例1制作方法的基础上增加膜处理或者外层基材的预处理。
[0044]
进一步地,步骤(1)中的上机温度为50-200℃,优选的上机温度为70-180℃,更优选为110℃;步骤(2)中优选的上胶辊与橡胶辊间距为0.05-1cm优选的为0.06-0.6cm,更优选的为0.1cm;复合速度为5-30m/min,优选的复合速度为10-28m/min,更优选的为25m/min;上机压力为1-6kg,优选的上机压力为1.5-5.5kg,更优选的上机压力为4kg;步骤(3)中固化温度为18-30℃、固化湿度为50-95%,优选的固化温度为20-27℃、固化湿度为60-90%,更优选的固化温度为25℃、固化湿度为65%。
[0045]
进一步地,所述热熔胶熔融采用点涂式,上胶量为3-20g,优选的上胶量为5-18g,更优选的为15g,胶点密度为50-160个/cm2,优选的胶点密度为60-150个/cm2,更优选的为75个/cm2;所述粘合剂渗透膜材料层总厚度的约2/3。
[0046]
对比例1采用实施例1的制备方法。
[0047]
对实施例1-6的复合材料以及对比例1的复合材料制备的衣服进行性能参数比较,详情见表3。
[0048]
表3:实施例与对比例的性能参数比较
[0049][0050]
通过上述表3比较可知:实施例1-6的衣服在透湿性、透气量和过滤效率上都明显优于对比例1,尤其是透气量,效果明显。所以,本技术的衣服具有透气、透湿、耐用等多种功能,防护效果更佳。在经过功能性整理或配合其他材料使用后,可用于军用领域,例如透气防毒服;医用领域,例如可重复使用防护服、手术衣;日常领域,例如冲锋衣、防寒服、防风服。市场应用前景好。
[0051]
虽然本发明已以实施例公开如上,然其并非用于限定本发明,任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种不同的选择和修改,因此本发明的保护范
围由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1