消除夹胶件内部元器件机械应力方法及夹胶件与流程
1.本技术涉及一种夹胶玻璃,特别是涉及一种消除夹胶件内部元器件机械应力方法及夹胶件。
背景技术:
2.夹胶玻璃是由玻璃与有机聚合物中间胶层复合而成,这两种材料在特殊工艺处理的过程中受外部压力与温度场变化,两种材料间将存在互相作用的内应力,从截面上可以分为与截面垂直的正应力和与截面相切的切应力,通常情况下,正应力将作用于剥离力,切应力作用于粘接力。
3.在实现本技术过程中,申请人发现夹胶玻璃内部通常会加入多种功能元器件,例如导电电极、热敏电阻等,当夹胶玻璃在工作过程中受到力学载荷或温度载荷的状态下,内部胶合层受到压力场与温度场影响而产生的正应力与切应力均作用于内部元器件上,元器件受到胶合层影响的机械应力易产生剥离、拉扯等破坏应力,因此需要解决元器件受到机械应力的问题,以提升产品的使用寿命。
技术实现要素:
4.本技术实施例提供一种消除夹胶件内部元器件机械应力方法及夹胶件,以解决胶合层的正应力作用于元器件上使其易产生剥离、拉扯等破坏应力的问题。
5.为解决上述技术问题,本技术是这样实现的:
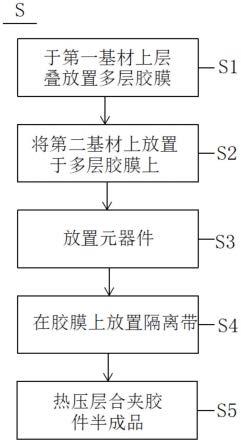
6.第一方面,提供一种消除夹胶件内部元器件机械应力方法,其包括以下步骤:于第一基材上层叠放置多层胶膜;于多层胶膜上放置第二基材,第二基材、多层胶膜和第一基材形成夹胶件半成品;于夹胶件半成品内放置元器件,元器件的至少一侧与胶膜的一侧相贴合;于至少一个胶膜与元器件背离的一侧放置隔离带,并使隔离带与元器件相对;热压层合夹胶件半成品,多层胶膜的层间界面融合消失而形成胶合层,得到夹胶件。
7.在第一方面的第一种可能实现方式中,第一基材使用无机玻璃或者无机玻璃;第二基材使用无机玻璃或者无机玻璃。
8.在第一方面的第二种可能实现方式中,胶膜使用有机聚合物中间膜。
9.结合第一方面的第二种可能实现方式,在第一方面的第三种可能实现方式中,有机聚合物中间膜包括pu胶膜、pvb胶膜、sgp胶膜或者eva胶膜。
10.在第一方面的第三种可能实现方式中,元器件为导电电极,导电电极位于第一基材或者第二基材上,隔离带位于胶膜背离导电电极的一侧。
11.在第一方面的第三种可能实现方式中,元器件为热敏电阻,热敏电阻位于相邻两层胶膜之间,隔离带位于至少一个胶膜与元器件背离的一侧。
12.在第一方面的第三种可能实现方式中,隔离带使用聚四氟乙烯塑料、氟化乙烯丙烯共聚物塑料或者透明氟化物塑料。
13.在第一方面的第三种可能实现方式中,隔离带的厚度为0.05-0.3mm。
14.在第一方面的第三种可能实现方式中,隔离具有单面带背胶。
15.第二方面,提供一种根据上述第一方面中任意一项的消除夹胶件内部元器件机械应力方法所制备的夹胶件,其包括第一基材、胶合层、第二基材、元器件和隔离带。胶合层设置于第一基材上,胶合层是由多层胶膜层合而成。第二基材设置于胶合层上,第一基材、胶合层和第二基材形成夹胶件本体。元器件设置于夹胶件本体内。隔离带设置于至少一胶膜与元器件背离的一侧,且隔离带与元器件相对。
16.本技术与现有技术相比具有的优点有:
17.本技术的消除夹胶件内部元器件机械应力方法及夹胶件,其通过在至少一与元器件背离的一侧的胶膜上放置隔离带,通过隔离带打断胶合层的垂直应力层,分散内部机械应力,从而解决胶合层的正应力作用于元器件上使其易产生剥离、拉扯等破坏应力的问题。本技术的方法简单,易操作,且成本低,可有效提高夹胶件的使用寿命。
附图说明
18.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
19.图1是本技术一实施例的消除夹胶件内部元器件机械应力方法的步骤流程图;
20.图2是本技术一实施例的夹胶件半成品的一具体实施例示意图;
21.图3是本技术一实施例的夹胶件半成品的另一具体实施例示意图;
22.图4是本技术一实施例的夹胶件的一具体实施例截面示意图;
23.图5是本技术一实施例的夹胶件的另一具体实施例截面示意图。
具体实施方式
24.对于夹胶玻璃而言,其在工作过程中受到力学载荷或温度载荷的状态下,内部胶合层受到压力场与温度场影响而产生的正应力与切应力均作用于内部元器件上,元器件受到胶合层影响的机械应力易产生剥离、拉扯等破坏应力。
25.本技术通过在至少一与元器件背离的一侧的胶膜上放置隔离带,通过隔离带打断胶合层的垂直应力层,分散内部机械应力,从而解决胶合层的正应力作用于元器件上使其易产生剥离、拉扯等破坏应力的问题。
26.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施方式作进一步地详细描述。
27.关于本文中所使用的“第一”、“第二”等,并非特别指称次序或顺位的意思,亦非用以限定本技术,其仅仅是为了区别以相同技术用语描述的组件或操作而已。
28.在本技术的第一实施例中,请参阅图1至图5,图1是本技术一实施例的消除夹胶件内部元器件机械应力方法的步骤流程图,图2与图3是本技术一实施例的夹胶件半成品的两具体实施例示意图,图4与图5是本技术一实施例的夹胶件的两具体实施例截面示意图,图4是图2中夹胶件半成品热压层合后的夹胶件,图5是图3中夹胶件半成品热压层合后的夹胶件;如图所示,消除夹胶件内部元器件机械应力方法s包括以下步骤s1至步骤s5。其中:
29.在步骤s1中,于第一基材2上层叠放置多层胶膜31。将第一基材2水平放置,再将多层胶膜31依次层叠铺设于第一基材2上。第一基材2使用有机玻璃或者无机玻璃。胶膜31使
用有机聚合物中间膜,有机聚合物中间膜包括pu胶膜、pvb胶膜、sgp胶膜或者eva胶膜。
30.在一具体实施例中,如图2所示,胶膜31的数量为四层,四层胶膜31依次层叠铺设于第一基材2上。
31.在另一具体实施例中,如图3所示,胶膜31的数量为八层,八层胶膜31依次层叠铺设于第一基材2上。
32.应理解,上述仅以四层胶膜31和八层胶膜31为例对多层胶膜31进行说明,但本技术并不限于此,该多层胶膜31还可以为其他数量,例如,该多层胶膜31可以为二层、三层或者五层等。
33.在步骤s2中,将第二基材4上放置于多层胶膜31上。于多层胶膜31上放置第二基材4,第二基材4、多层胶膜31和第一基材2形成夹胶件半成品5。第二基材4使用有机玻璃或者无机玻璃。第二基材4与第一基材2的材质选择可以相同,例如第二基材4与第一基材2均使用无机玻璃或者无机玻璃。第二基材4与第一基材2的材质选择也可以不同,例如,第二基材4使用有机玻璃,第一基材2使用无机玻璃,或者第二基材4使用无机玻璃,第一基材2使用有机玻璃。
34.在一具体实施例中,如图2所示,第二基材4盖在四层胶膜31上。
35.在另一具体实施例中,如图3所示,第二基材4盖在八层胶膜31上。
36.在步骤s3中,放置元器件6。于夹胶件半成品5内放置元器件6,元器件6的至少一侧与胶膜31的一侧相贴合,换句话说,若元器件6是设置在第一基材2或者第二基材4上,则元器件6的一侧与胶膜31相贴合,若元器件6是设置在胶膜31上的,则元器件6的两侧均与胶膜31相贴合。
37.在一具体实施例中,如图2所示,元器件6为导电电极,导电电极预先设置于第一基材2上。
38.在另一具体实施例中,如图3所示,元器件6为热敏电阻,热敏电阻设置于第三层与第四层胶膜31之间。
39.需要说明的是,本实施例对于步骤s3与步骤s1的实施顺序没有特殊要求,本领域技术人员可以根据实际元器件6的安装需求进行选择实施相应步骤,例如上述所述,若元器件6为导电电极,则导电电极是于步骤s1之前预先设置于第一基材2或者第二基材4上的,若元器件6为热敏电阻,则热敏电阻是于步骤s1中放置多层胶膜31时夹在多层胶膜31之间。
40.在步骤s4中,在胶膜31上放置隔离带7。于至少一个胶膜31与元器件6背离的一侧放置隔离带7,并使隔离带7与元器件6相对,隔离带7的作用在于打断胶合层的垂直应力层,分散内部机械应力。隔离带7使用聚四氟乙烯(ptfe)塑料、氟化乙烯丙烯共聚物(fep)塑料或者不与有机聚合物中间膜有粘接性的透明氟化物塑料。在本实施例中,隔离带7的厚度为0.05-0.3mm,如此可使隔离带7具有一定的支持性,并且不影响胶合层3边部的厚度。隔离带7可以是单面带背胶,如此便于对异形边部的工艺方法固定。
41.在一具体实施例中,如图2所示,隔离带7的数量为一个且单面带背胶,隔离带7放置于第一层胶膜31的上方且与导电电极相对,并通过背胶固定。
42.在另一具体实施例中,如图3所示,隔离带7的数量为二个且单面带背胶,将二个隔离带7设置于第二与第四层的胶膜31上且与热敏电阻相对,并通过背胶固定。需要说明的是,本实施例对隔离带7的数不做具体限定,本领域技术人员可以根据实际的设计需要将隔
离带7的数量可以为一个,该隔离带7可以设置于第二层的胶膜31上,也可以设置于第四层的胶膜31上。
43.在步骤s5中,热压层合夹胶件半成品5。热压层合夹胶件半成品5,热压完成后多层胶膜31的层间界面融合消失而形成胶合层3,得到夹胶件1,而此时隔离带7保存于胶合层3中,由于隔离带7与上下界面的胶合层3之间无粘接性,等同于将元器件6的周边位置被分割为两层,两层间除压应力外,不存在传导到元器件6的其他方向机械应力,从而解决胶合层3的正应力作用于元器件6上使其易产生剥离、拉扯等破坏应力的问题。
44.在一具体实施例中,如图2与图4所示,将夹胶件半成品5放入热压设备,进行高温高压处理,此时四层胶膜31的层间界面融合消失而形成胶合层3,隔离带7保存于胶合层3内且位于导电电极的上表面,热压完成后,得到夹胶件1。
45.在另一具体实施例中,如图3与图5所示,将夹胶件半成品5放入热压设备,进行高温高压处理,此时八层胶膜31的层间界面融合消失而形成胶合层3,两个隔离带7保存于胶合层3内且位于热敏电阻的上下表面,热压完成后,得到夹胶件1。
46.在本技术的第二实施例中,复参阅2至图5所示,本实施例的夹胶件1是按照上述第一实施例中消除夹胶件内部元器件机械应力方法制备而成的。夹胶件1包括第一基材2、胶合层3、第二基材4、元器件6和隔离带7。胶合层3设置于第一基材2上,第二基材4设置于胶合层3上,第一基材2、胶合层3和第二基材4形成夹胶件本体。在本实施例中,第一基材2和第二基材4使用无机玻璃或者无机玻璃,第一基材2与第二基材4的材质选择可以相同,也可以不同。
47.胶合层3是由多层胶膜31层合而成。胶膜31使用有机聚合物中间膜,有机聚合物中间膜包括pu胶膜、pvb胶膜、sgp胶膜或者eva胶膜。元器件6设置于夹胶件本体内。元器件6包括但不限于导电电极和热敏电阻。隔离带7设置于至少一胶膜31与元器件6背离的一侧,且隔离带7与元器件6相对。在本实施例中,隔离带7使用聚四氟乙烯塑料、氟化乙烯丙烯共聚物塑料或者透明氟化物塑料,隔离带的厚度为0.05-0.3mm。
48.在一具体实施例中,如图4所示,元器件6为导电电极,导电电极设置于第一基材2上,胶合层3设置于第一基材2上且覆盖导电电极,隔离带7位于胶合层3内且位于导电电极的正上方,第二基材4设置于胶合层3上。
49.在另一具体实施例中,如图5所示,元器件6为热敏电阻,隔离带7的数量为两个,胶合层3设置于第一基材2上,热敏电阻设置于胶合层3内,两个隔离带7位于胶合层3内且位于导电电极的上下侧,第二基材4设置于胶合层3上。
50.综上所述,本技术提供了一种消除夹胶件内部元器件机械应力方法及夹胶件。本技术通过在至少一与元器件背离的一侧的胶膜上放置隔离带,通过隔离带打断胶合层的垂直应力层,分散内部机械应力,从而解决胶合层的正应力作用于元器件上使其易产生剥离、拉扯等破坏应力的问题。本技术的方法简单,易操作,且成本低,可有效提高夹胶件的使用寿命。
51.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该
要素的过程、方法、物品或者装置中还存在另外的相同要素。
52.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1