一种石墨烯金属叠层复合材料的制备装置的制作方法
1.本实用新型涉及石墨烯金属复合材料生产设备领域,具体涉及一种石墨烯金属叠层复合材料的制备装置。
背景技术:
2.随着电子、传导等技术领域的不断发展,对导体的传导性能要求也逐步提高。石墨烯作为一种具有高导电率、高电子迁移率的材料,其在传导、传输等技术领域中的应用被人们寄予厚望。此前,研究人员已经利用cvd(chemical vapor deposition,化学气相沉积)技术在金属铜粉表面生长石墨烯,再通过热压烧结技术使得石墨烯-铜致密化得到复合材料,但经检测后发现,虽然其导电率有所提升,但仍不满足要求,主要是因为石墨烯在复合材料内部的分布分散,并不具有较大尺寸的连续性,从而导致其不能完全体现石墨烯的高导电率和高电子迁移率。后来,研究人员利用cvd技术铜基箔/板的表面生长石墨烯,再通过热压烧结致密化技术制备复合材料,如此得到的复合材料,其上的石墨烯具有二维连续性,从而较为充分地展现出了石墨烯优异的传导性能,使得铜基石墨烯复合材料的导电率接近甚至高于纯银。
3.上述利用cvd技术在铜基箔/板上生长石墨烯后再通过热压烧结致密化技术制备复合材料的过程中,通常都是选用同一种金属材料作为石墨烯生长的基材,获得的都是石墨烯单金属复合材料,而我司拟选择两种以上(含两种)金属材料作为石墨烯生长的基材,从而得到含有两种以上金属的复合材料,进而获得多种具有不同导电率和物化性能的石墨烯金属复合材料,以便适应不同应用领域的需求。但是,现有的石墨烯金属复合材料的生产设备通常是用于生产石墨烯单金属复合材料的,若要生产含两种以上金属的复合材料,则需要使用两台以上的设备分别生产石墨烯单金属箔,再将各种石墨烯单金属箔叠放,最后通过热压烧结致密化技术得到含两种以上金属的复合材料,操作流程多,生产周期长,生产效率低。由此可见,现有的石墨烯金属复合材料生产设备并不适用于生产上述含有两种以上金属的复合材料。因此,亟需设计一种能够适用于上述含有两种以上金属的复合材料的生产设备。
技术实现要素:
4.本实用新型意在提供一种石墨烯金属叠层复合材料的制备装置,以解决现有的石墨烯金属复合材料生产设备生产含两种以上金属的复合材料时,生产效率低的问题。
5.为达到上述目的,本实用新型采用如下技术方案:一种石墨烯金属叠层复合材料的制备装置,包括一体化腔室、加热系统和向一体化腔室内通气并供一体化腔室内气体排出的气路系统,所述一体化腔室内设有主腔室、转移机构以及若干与主腔室连通的子腔室,转移机构用于将金属基材由子腔室转移至主腔室,主腔室内设有用于热压金属基材的热压成型机构。
6.本方案的原理及优点是:
7.1、本方案中,不同材质的金属材料在不同的子腔室内生长石墨烯,石墨烯生长完成后,转移机构将金属材料由子腔室转移至主腔室内进行热压烧结,从而获得含两种以上金属材料的石墨烯金属叠层复合材料。也就是说,本方案能够制备出多种不同导电率和物化性能的石墨烯金属叠层复合材料,以适应不同应用领域的需求。
8.2、本方案中,不论是金属材料上石墨烯的生长,还是后续的热压烧结成型,都是在一体化腔室内进行的,因此,在制备石墨烯金属叠层复合材料的过程中,金属材料不会与外界空气接触,从而避免了外界环境的不利影响,提高了产品的成品率、稳定性和均一性。并且,本方案相较于现有技术中先降温取出石墨烯金属箔、叠放石墨烯金属箔后转移、最后再升温热压烧结成型的过程,减少了操作流程,缩短了生产周期,提高了生产效率。
9.可选地,所述热压成型机构包括可升降的热压平台,所述转移机构包括传送组件和用于驱动传送组件的驱动组件一,所述传送组件用于将金属基材传送至所述热压平台上。
10.本方案中,热压平台可在主腔室内升降,而传送组件在驱动组件一的驱动下将金属基材传送至热压平台上,从而实现金属基材的转移,便于后续的热压成型。
11.可选地,所述传送组件包括传送带和至少两根可转动的辊轮,传送带包绕所有的辊轮,且传送带由辊轮张紧。
12.本方案中,细化了传送组件的结构,利用传送带的转动,将传送带上的金属基材的传送至热压平台上。
13.可选地,所述驱动组件一包括水平设置的驱动杆,驱动杆的一端与所述传送带连接,驱动杆的另一端伸出一体化腔室设置,且驱动杆与一体化腔室的侧壁活动密封连接。
14.本方案中,细化了驱动组件一的结构,利用驱动杆直接驱动传送带转动。
15.可选地,所述驱动组件一包括水平设置的驱动杆,所述辊轮的端部同轴固定连接有齿轮,驱动杆上设有与齿轮啮合的齿条部,驱动杆远离齿条部的一端伸出一体化腔室设置,且驱动杆与一体化腔室的侧壁活动密封连接。
16.本方案中,细化了驱动组件一的结构,利用驱动杆上的齿条部与辊轮上的齿轮相啮合,实现传送带的转动。
17.可选地,所述转移机构还包括转移主体和用于驱动所述转移主体水平移动的驱动组件二,所述传送组件安装于转移主体上。
18.本方案中,转移机构还包括了转移主体,且传送组件安装于转移主体上,以便在传送组件出现问题时,将传送组件取出进行维修,或更换新的传送组件。并且转移主体在驱动组件二的驱动下能够水平移动,因此,转移主体和转送带的长度可减少,减少转移机构的制造材料的用量。
19.可选地,所述子腔室内靠近主腔室的一侧设有用于限制所述转移主体位移的限位部件。
20.本方案中,利用限位部件,避免了转移主体向热压平台方向的位移过大,确保传送组件靠近热压平台的一端恰好与热压平台靠近子腔室的一端相衔接,从而顺利地传送金属基材。
21.可选地,所述转移主体的底端设有若干滚轮。
22.本方案中,滚轮的设置,方便了转移主体的水平移动。
23.可选地,所述加热系统包括加热系统一和若干与子腔室一一对应的加热系统二,所述加热系统一用于加热所述热压平台,所述加热系统二用于加热子腔室。
24.本方案中,利用加热系统一对热压平台进行加热,确保金属基材在热压成型过程中的温度。利用加热系统二对子腔室进行加热,确保各个子腔室内的温度适宜金属基材上生长石墨烯。
25.可选地,所述气路系统包括进气总管,所述进气总管伸入一体化腔室内设置,且进气总管贯穿各个子腔室,进气总管位于子腔室内的管壁上开设有出气孔。
26.本方案中,进气总管位于子腔室内的管壁上开设有出气孔,从而使得工艺气体能够进入各个子腔室,进而确保各个子腔室内的金属基材上顺利生长石墨烯。
27.可选地,所述热压平台靠近传送组件的一侧连接有用于导向金属基材的导向部件,热压平台远离传送组件的一侧连接有用于防止金属基材从热压平台上掉落的防掉部件。
28.本方案中,在传送组件传送金属基材时,热压平台上的导向部件能够导向金属基材,使得金属基材顺利转移至热压平台上。而热压平台上的防掉部件能够防止热压平台上的金属基材从热压平台上掉落。
附图说明
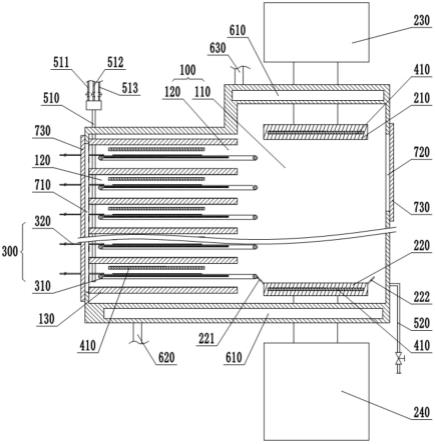
29.图1为本发明实施例一中石墨烯金属叠层复合材料的制备装置的主视剖视图;
30.图2为本发明实施例一中子腔室和转移机构的结构示意图;
31.图3为本发明实施例二中石墨烯金属叠层复合材料的制备装置的主视剖视图;
32.图4为本发明实施例二中子腔室和转移机构的结构示意图;
33.图5为本发明实施例二中转移机构的俯视图;
34.图6为本发明实施例三中转移机构的俯视图。
具体实施方式
35.下面通过具体实施方式进一步详细说明:
36.说明书附图中的附图标记包括:一体化腔室100、主腔室110、子腔室120、限位条121、绝热隔板130、压板210、热压平台220、导向部件221、防掉部件222、驱动件一230、驱动件二240、转移机构300、传送组件310、传送带311、辊轮312、纵向杆313、齿轮314、驱动杆320、转移主体330、滚轮331、推杆340、加热组件410、进气总管510、碳源管511、辅助气体管512、保护气体管513、真空管路520、冷却空腔610、进水管620、出水管630、进料口710、出料口720、密封门730、金属箔800。
37.实施例一
38.本实施例基本如图1和图2所示:一种石墨烯金属叠层复合材料的制备装置,包括一体化腔室100、加热系统和向一体化腔室100内通气并供一体化腔室100内气体排出的气路系统。一体化腔室100内设有主腔室110、转移机构300和若干与主腔室110连通的子腔室120,本实施例中,子腔室120的数量为二十二个,需要说明的是,本领域技术人员,可根据实际情况,在一体化腔室100内设计合适数量的子腔室120。本实施例中的子腔室120,由若干绝热隔板130将一体化腔室100内部左侧的空间分隔而成。
39.主腔室110内设有用于热压金属基材的热压成型机构,热压成型机构包括压板210和可升降的热压平台220,压板210位于热压平台220的上方,一体化腔室100外固定安装有用于驱动压板210竖向运动的驱动件一230以及用于驱动热压平台220升降的驱动件二240(驱动件一230和驱动件二240通过螺栓固定安装在机架上,图1中未显示机架),本实施例中,驱动件一230和驱动件二240均为液压缸。热压平台220的左侧一体成型有用于导向金属基材的导向部件221,热压平台220的右侧一体成型有用于防止金属基材从热压平台220上掉落的防掉部件222,导向部件221和防掉部件222均为板状物体。
40.转移机构300用于将金属基材由子腔室120转移至主腔室110,转移机构300包括传送组件310和用于驱动传送组件310的驱动组件一,传送组件310用于将金属基材传送至热压平台220上,结合图2所示,传送组件310包括传送带311和两根水平设置的、可转动的辊轮312,传送带311包绕所有的辊轮312,且传送带311由辊轮312张紧,辊轮312的两端分别转动连接于一体化腔室100的前侧壁上和后侧壁上,传送带311的右端可与导向部件221 的顶端相衔接。驱动组件一包括水平设置的驱动杆320,驱动杆320的右端与传送带311固定连接,具体地,传送带311上固定连接有纵向杆313,纵向杆313与辊轮312平行,驱动杆320的右端与纵向杆313焊接,驱动杆320的左端伸出一体化腔室100设置,且驱动杆320 与一体化腔室100的左侧壁活动密封连接。
41.加热系统包括加热系统一和加热系统二,加热系统一用于加热热压平台220和压板210,加热系统二的数量与子腔室120的数量相同,且加热系统二与子腔室120一一对应,加热系统二用于加热对应的子腔室120。加热系统一和加热系统二均包括加热组件410、温度传感器和控制器,加热系统二的温度传感器监测子腔室120内的温度,加热系统一的温度传感器监测热压平台220和压板210的温度,并将温度信号转换为电信号传输给控制器,控制器根据接收到的电信号控制加热组件410的启闭,从而控制子腔室120内/热压平台220和压板 210的温度。由于利用传感器检测信号并将相关信号传输至控制器,由控制器根据接收到的信号控制执行元件执行动作是现有技术,因此,此处不再赘述。本实施例中,加热组件410 为电阻丝加热器。本实施例中,加热系统一和加热系统二中的加热组件410,其数量均为两组,且加热系统一中的两组加热组件410串联,加热系统二中的两组加热组件410串联。加热系统一中,一加热组件410嵌设于热压平台220内,另一加热组件410嵌设于压板210内;加热系统二中的两组加热组件410,一加热组件410位于传送带311的上方,另一加热组件410位于两根辊轮312之间,且由传送带311包绕在内。
42.气路系统包括进气总管510和真空管路520,进气总管510和真空管路520均与一体化腔室100连通,进气总管510的顶端通过四通接头连通有碳源管511、辅助气体管512和保护气体管513,碳源管511、辅助气体管512和保护气体管513上均安装有阀门和流量控制器。真空管路520远离一体化腔室100的一端连通有真空泵(未画出),真空管路520上安装有真空阀和气压表。进气总管510的底端伸入一体化腔室100内设置,且进气总管510贯穿各个子腔室120,进气总管510位于子腔室120内的管壁上开设有出气孔,以便将气体(气态碳源、辅助气体和保护气体)通入各个子腔室120内。真空管路520与主腔室110的连通处位于主腔室110的右下端。
43.一体化腔室100的侧壁内设有冷却空腔610,冷却空腔610的底端连通有进水管620,冷却空腔610的顶端连通有出水管630。一体化腔室100的左侧壁上开设有进料口710,
一体化腔室100的右侧上壁开设有出料口720,进料口710和出料口720均由密封门730密封,密封门730通过法兰固定安装于一体化腔室100的外侧壁上。
44.使用本制备装置制备石墨烯金属叠层复合材料的具体实施过程如下:
45.s1、将金属基材放于子腔室内:打开一体化腔室100左侧壁上的进料口710,将厚度为 25μm的11张铜箔一一放入子腔室120内的传送带311上,放入时,使得相邻两张铜箔之间留有一个空置的子腔室120。然后,将厚度为15μm的10张银箔一一放入相邻两张铜箔之间空置的子腔室120内的传送带311上,最后利用法兰重新将密封门730固定安装在一体化腔室100的左侧壁上,重新密封进料口710。
46.s2、调节一体化腔室内的参数:一体化腔室100内的空气经真空管路520被抽离,使得一体化腔室100内的气压达到100pa(通过真空管路520上的压力表得知一体化腔室100内的气压),而后真空阀关闭,真空泵关闭停止工作。再打开保护气体管513上的阀门,保护气体(本实施例中保护气体为氮气,在其他实施例中,保护气体可选择其他惰性气体如氩气等)进入一体化腔室100内,本步骤中,可通过保护气体管513上的流量控制器控制保护气体的流量。待一体化腔室100的内压恢复至常压后,打开真空阀,以便多余的保护气体通过真空管路520排出,从而使得一体化腔室100的内部处于微正压状态。而后,启动内部放有金属箔800的子腔室120所对应的加热系统二,加热系统二对相应的子腔室120进行加热,使得放有铜箔的子腔室120内的温度上升至1020℃,使得放有银箔的子腔室120内的温度上升至890℃。
47.s3、石墨烯生长:打开碳源管511和辅助气体管512上的阀门,通过碳源管511向一体化腔室100内通入气态碳源,本实施例中,气态碳源为甲烷,同时通过辅助气体管512向一体化腔室100内通入辅助气体,辅助气体为氢气,本步骤中,可通过碳源管511和辅助气体管512上的流量控制器分别控制气态碳源和辅助气体的流量。此期间,保护气体持续通入一体化腔室100内,在铜箔和银箔的表面生长石墨烯。气态碳源和氢气的通入时长为10min。此过程中,气态碳源(甲烷)、辅助气体(氢气)和保护气体(氮气)通过进气总管510上的出气孔进入各个子腔室120内,确保上述各种气体均能充满各个子腔室120,以便石墨烯顺利生长。
48.s4、热压成型:气态碳源(甲烷)和辅助气体(氢气)通入10min后,关闭碳源管511 和辅助气体管512上的阀门,保护气体继续通入一体化腔室100内,以便冲走残余的甲烷和氢气。同时,关闭加热系统二并启动加热系统一,停止对子腔室120的加热、保温,开始对热压平台220和压板210进行加热、保温(由于加热系统二工作的过程中,会有部分热量逸散至主腔室110内,因此实际上热压平台220和压板210已经具有一定的温度,热压平台220 和压板210的温度上升至预设温度所需的时长较短)。利用转移机构300将子腔室120内的生长有石墨烯的金属箔800(铜箔和银箔)转移至主腔室110内,具体地,向右推动驱动杆 320,使得传送带311受到向右的驱动力而发生顺时针转动,从而带动传送带311上的金属箔800(铜箔或银箔)向右移动,金属箔800移动至传送带311的右端,然后,金属箔800 的右端沿导向部件221滑至热压平台220上,至此,完成一次金属箔800的转移。而后,利用驱动件二240驱动热压平台220升高一定距离,该距离与竖向上相邻两个传送带311上同位点之间的距离相同,从而使得热压平台220上的导向部件221的顶端能够与上一个传送带 311的右端相衔接。如此重复上述操作,使得各个子腔室120内的金属箔800均由转移机构 300转移至热压平台220上,完成金属箔800的堆叠。而且,由于铜箔和银箔在放入子腔室 120内时,由上至
下是按照铜箔-银箔-铜箔-银箔
……
铜箔-银箔-铜箔的顺序放置的,因此,金属箔800转移至热压平台220上后,在竖向上即呈现为两种金属箔800(铜箔和银箔)以交替叠合的方式叠加二十一层。待所有的金属箔800均转移至热压平台220上后,驱动件一230驱动压板210向下移动,压板210对热压平台220上堆叠的金属箔800施加压力,本步骤中,热压成型的压力为30mpa,热压成型的保压时长为30min,从而对主腔室110内的铜箔和银箔进行热压烧结,得到石墨烯-铜-银叠层复合材料。
49.s5、降温取料:热压成型后,驱动件一230带动压板210向上移动复位,驱动件二240 带动热压平台220向下移动复位,同时,利用进水管620向一体化腔室100侧壁内的冷却空腔610内连续输入冷却水,冷却水吸收热量后从出水管630流出,从而实现对一体化腔室100 的降温。待一体化腔室100内的温度降低至室温后,打开出料口720处的密封门730,通过出料口720将石墨烯-铜-银叠层复合材料取出,最后关闭保护气体管513上的阀门,停止保护气体的通入。
50.本实施例中,将石墨烯生长步骤和热压成型步骤集成于一体化腔室100内,因此,在制备复合材料的过程中,金属箔不会与外界空气接触,从而避免了外界环境的不利影响,提高了产品的成品率、稳定性和均一性。并且,本实施例也避免了现有技术中先降温取出、后叠放转移、再升温热压成型的过程,不仅减少了操作流程、缩短了生产周期,提高了生产效率,还有效减少了能源消耗。
51.实施例二
52.本实施例与实施例一的不同之处仅在于:如图3、图4和图5所示,本实施例中,转移机构300还包括可水平移动的转移主体330以及用于驱动转移主体330的驱动组件二,传送组件310中的辊轮312转动安装于转移主体330上,转移主体330的底端设有若干滚轮331,以便转移主体330在外力作用下轻易地水平移动。加热系统二中的加热组件410固定安装于转移主体330上,且使得加热系统二中的加热组件410位于传送带311的下方,使得加热系统二中的加热组件410近距离加热传送带311上的金属箔800。驱动组件二包括水平设置的推杆340,推杆340的右端与转移主体330焊接,推杆340的左端伸出一体化腔室100设置,且推杆340与一体化腔室100的左侧壁活动密封连接。
53.子腔室120内的右侧底壁上一体成型有用于限制转移主体330位移的限位部件,本实施例中,限位部件为限位条121,限位条121与转移主体330上最右侧的滚轮331相抵时,传送带311的右端与导向部件221的顶端相衔接。
54.本实施例中的制备装置制备石墨烯金属叠层复合材料的具体实施过程与实施例一相比,不同之处仅在于:
55.在“s4、热压成型”中,利用转移机构300将子腔室120内的生长有石墨烯的金属箔800 (铜箔和银箔)转移至主腔室110内的过程中,向右推动推杆340和驱动杆320,使得转移主体330向右移动,当转移主体330上最右端的滚轮331与子腔室120内的限位条121相抵时,转移主体330上的传送带311的右端与热压平台220左侧的导向部件221的顶端相衔接,而后,继续向右推动驱动杆320,使得传送带311受到向右的驱动力而发生顺时针转动,从而带动传送带311上的金属箔800(铜箔或银箔)向右移动,金属箔800移动至传送带311 的右端,然后,金属箔800的右端沿导向部件221滑至热压平台220上,至此,完成一次金属箔800的转移。
56.实施例三
57.本实施例与实施例二的不同之处仅在于:如图6所示,驱动组件一包括水平设置的驱动杆320,辊轮312的端部同轴固定连接有齿轮314,驱动杆320上设有与齿轮314啮合的齿条部,驱动杆320的左端伸出一体化腔室100设置,且驱动杆320与一体化腔室100的侧壁活动密封连接。
58.本实施例中的制备装置制备石墨烯金属叠层复合材料的具体实施过程与实施例二相比,不同之处仅在于:
59.在“s4、热压成型”中,利用转移机构300将子腔室120内的生长有石墨烯的金属箔800 (铜箔和银箔)转移至主腔室110内的过程中,继续向右推动驱动杆320,驱动杆320上的齿条部与辊轮312上的齿轮314啮合,从而带动辊轮312顺时针转动,进而带动传送带311 顺时针转动,将传送带311上的金属箔800传送至热压平台220上。
60.以上所述的仅是本实用新型的实施例,方案中公知的具体技术方案和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型技术方案的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1