一种基于喂入量估算的电动收割机多部件协同控制方法及控制器
本发明公开了一种基于喂入量估算的电动收割机多部件协同控制方法及控制器,属于农业机械智能控制领域。
背景技术:
1、近年来,农业机械化发展迅速,目前,水稻联合收获机市场保有量约200万台,水稻机械化收获水平已达90%以上。水稻收割机械化水平迅速提高的同时,也带来了能源的大量消耗和环境污染。为了降低污染,电动水稻收割机成为了水稻收割领域的研究重点。然而,由于收获环境复杂多变,工作模式、收获作物特征等因素影响,水稻联合收获机作业过程中部件负载波动较大,由于喂入波动导致的部件堵转、部件失稳等问题时有发生,现有的水稻收割机电控技术难以满足多种环境下的可靠作业需求。
技术实现思路
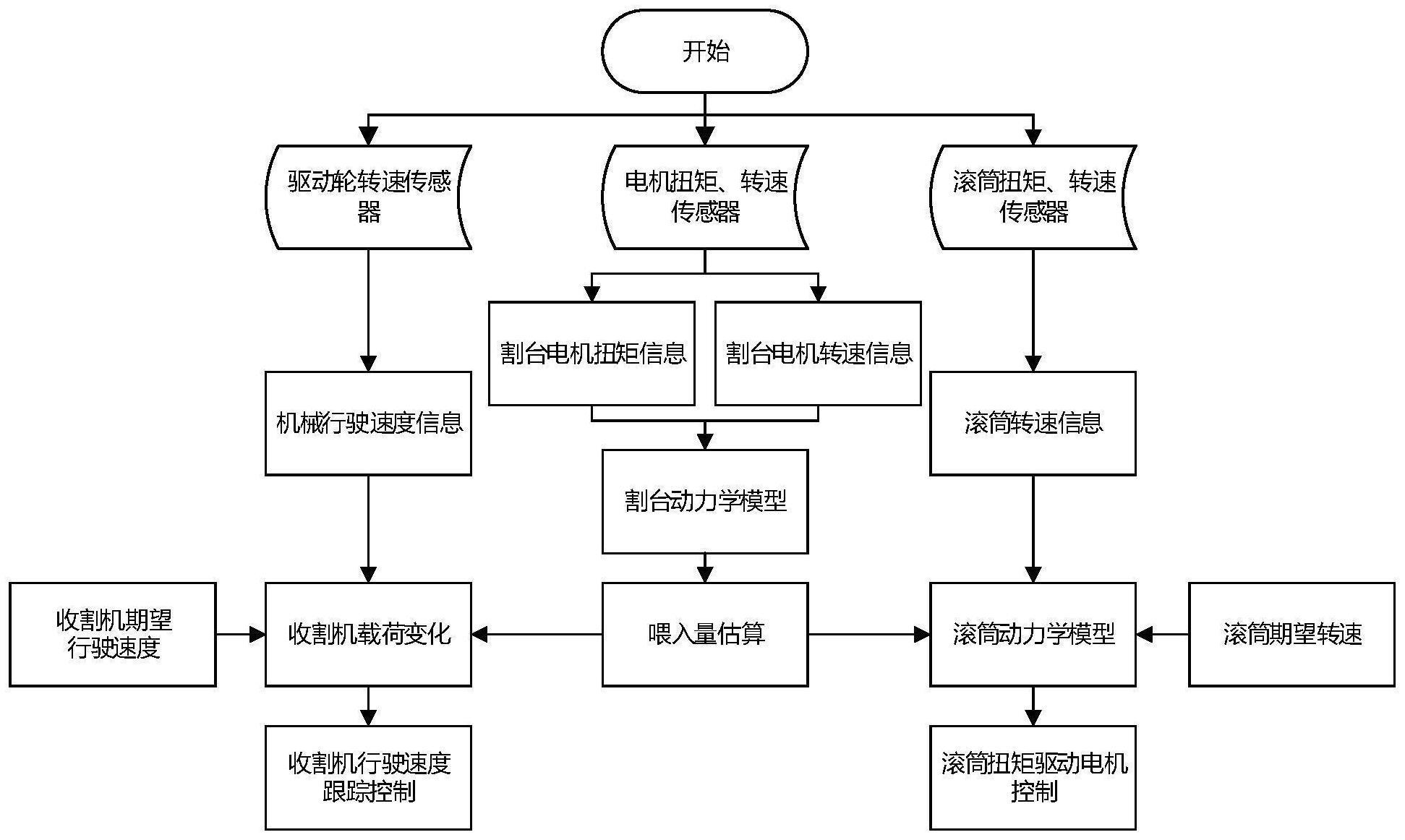
1、本发明提出了一种基于喂入量估算的电动收割机多部件协同控制技术,该方法基于割台动力学特性对当前喂入量进行实时估算,并建立喂入量与行走系统、脱粒滚筒之间的关联特性,在割台喂入量估算的基础上对滚筒喂入量进行预估并对收割机载荷变化进行估算,利用预估结果对滚筒转速以及收割机行驶速度进行控制,提高电动收割机部件在喂入量波动条件下的工作稳定性。具体方案如下:
2、一种基于喂入量估算的电动收割机多部件协同控制方法,包括如下步骤:
3、步骤1:建立电动收割机部件动力学模型;
4、步骤2:利用传感器对收割机部件扭矩以及转速信息进行采集;
5、步骤3:对收割机历史行驶速度与转速信息进行线性回归拟合;
6、步骤4:基于当前喂入扭矩负荷值对割台喂入量信息进行估算;
7、步骤5:基于割台喂入量对喂入滚筒喂入量进行估算;
8、步骤6:基于滚筒喂入量估算值对滚筒进行预瞄复合pid控制;
9、步骤7:基于割台喂入量对收割机质量进行估算;
10、步骤8:基于收割机质量变化情况对行走系统进行预瞄复合pid控制。
11、进一步,步骤1建立的割台动力学模型如下所示:
12、
13、mq=(kc+kp+km)*qh
14、其中mg为电机输入力矩;mpi为拨禾轮空转摩擦力矩;mci为割刀空转摩擦力矩;mmi为割台搅龙空转摩擦力矩;ip、im分别为主动轴至拨禾轮与搅龙的传动比;jp为拨禾轮转动惯量;ωci为输入轴转速;jm为搅龙转动惯量;mq喂入量负载扭矩;qh为割台喂入量;kc、kp、km分别为割刀、拨禾轮以及搅龙的喂入负载系数。
15、进一步,步骤1建立的滚筒动力学模型如下所示:
16、
17、式中,ωr为滚筒角速度;a为机械摩擦阻力矩;b为鼓风阻力系数;滚筒空转力矩;rr为等效半径;λ为滚筒出口处的出口速比(作物切向速度与滚筒旋转线速度的比值),其大小一般为1/2~1/5,jr为脱粒滚筒的转动惯量,q为当前收割机的喂入量,δ为谷草比,f为搓擦系数。
18、进一步,步骤1建立的行走系统动力学模型如下所示:
19、
20、式中,ft为行走系统驱动力;ff为收割机行走滚动阻力系数;v为收割机行走速度;m为收割机质量。
21、进一步,步骤2中使用的传感器主要有:
22、转速与扭矩传感器,安装于割台、脱粒滚筒以及行走系统的驱动轴上,用于检测割台转速和扭矩、脱粒滚筒转速和扭矩以及收割机行驶速度和收割机行走驱动扭矩;
23、进一步,步骤3对收割机行驶速度与割台喂入线性拟合的方法为:
24、
25、
26、
27、mq_v=k·vcombine+b
28、其中k与b为线性回归拟合系数;vcombinei为对应采样时间点的收割机速度;mqi为对应采样时间节点的喂入负载扭矩;为割台扭矩平均值;为采样节点收割机速度平均值;mq_v为拟合公式计算得到的割台扭矩值。
29、进一步,步骤4中对割台喂入量进行估算的具体方法为:
30、
31、qheader为割台喂入量的估算值。
32、进一步,步骤5中对脱粒滚筒喂入量进行估算的具体方法为:
33、
34、其中,qthreshing(t)为t时刻的脱粒滚筒喂入估算值的预估值,qheader(t)为t时刻的割台喂入估算值的预估值,ltran为输送带长度,ωtran为输送带转速,rtarn为输送带轮半径。
35、进一步,步骤6中根据脱粒滚筒喂入量预估值对收割机滚筒转速进行控制的具体方法为:
36、
37、其中,tthreshing为脱粒滚筒控制扭矩;kpre、kp、ki、kd分别为转速误差预瞄、比例、微分、积分环节系数,eω_threshing为当前转速与期望转速之间的误差值;为当前转速与期望转速之间的误差值的微分。
38、进一步,步骤7中根据割台喂入量对收割机载荷进行估算的具体方法为:
39、mi=mi-1+kq-mass·qheader_i
40、其中,kq-mass为喂入量-载荷变化系数,mi、mi-1分别为第i与i-1采样点时刻对应的收割机质量。
41、进一步,步骤8中根据载荷变化对收割机行驶速度进行控制的具体方法为:
42、
43、其中,ktransport_pre、ktransport_p、ktransport_i、ktransport_d分别为行驶速度误差预瞄、比例、微分、积分环节系数;rtire为驱动轮轮胎半径;ev为期望速度与当前转速的误差。
44、本发明还提出了一种电动收割机控制器,该控制器能够执行上述的步骤1、3、4、5、6、7、8的内容。
45、本发明的有益效果:
46、(1)结合割台动力学特性,更准确地对收割作业过程中的割台喂入量进行了估算;
47、(2)利用割台喂入负载对滚筒喂入负载进行预估,并利用预瞄pid对滚筒期望转速进行跟踪控制;
48、(3)结合喂入特性对收割机质量进行实时更新,在此基础上结合预瞄pid对收割机作业行走速度进行跟踪控制。
技术特征:
1.一种基于喂入量估算的电动收割机多部件协同控制方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种基于喂入量估算的电动收割机多部件协同控制方法,其特征在于,所述步骤1中部件的动力学模型包括:
3.根据权利要求1所述的一种基于喂入量估算的电动收割机多部件协同控制方法,其特征在于,所述步骤2采用如下方法实现:
4.根据权利要求1所述的一种基于喂入量估算的电动收割机多部件协同控制方法,其特征在于,步骤3对收割机行驶速度与割台喂入线性拟合的方法为:
5.根据权利要求4所述的一种基于喂入量估算的电动收割机多部件协同控制方法,其特征在于,步骤4对割台喂入量信息进行估算的方法如下:
6.根据权利要求5所述的一种基于喂入量估算的电动收割机多部件协同控制方法,其特征在于,步骤5对喂入滚筒喂入量进行估算方法如下:
7.根据权利要求6所述的一种基于喂入量估算的电动收割机多部件协同控制方法,其特征在于,步骤6的具体实现方法包括如下:
8.根据权利要求5所述的一种基于喂入量估算的电动收割机多部件协同控制方法,其特征在于,步骤7的具体实现方法包括如下:
9.根据权利要求8所述的一种基于喂入量估算的电动收割机多部件协同控制方法,其特征在于,步骤8的实现包括:
10.一种电动收割机控制器,其特征在于,该控制器能够执行权利要求1-9任一项所述的步骤1、3、4、5、6、7、8的内容。
技术总结
本发明公开了一种基于喂入量估算的电动收割机多部件协同控制方法及控制器,步骤1:建立电动收割机部件动力学模型;2:采集收割机部件扭矩以及转速;3:对收割机行驶速度与转速进行线性回归拟合;4:基于当前喂入扭矩负荷值估算割台喂入量;5:基于割台喂入量估算喂入滚筒喂入量;6:基于滚筒喂入量估算值对滚筒进行预瞄复合PID控制;7:基于割台喂入量估算收割机质量;8:基于收割机质量变化对行走系统进行预瞄复合PID控制。本发明解决了喂入负载波动条件下电动收割机部件驱动控制问题,从割台动力学模型的响应特性出发对喂入量进行实时估算,并基于喂入量对行走系统与滚筒进行预瞄PID复合控制,优化复杂条件下收割机部件的控制稳定性。
技术研发人员:袁朝春,翁烁丰,何友国,陈龙,张厚忠,蔡英凤,王桐
受保护的技术使用者:江苏大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!