一种粉条加工机的制作方法
[0001]
本申请属于食品机械,尤其是涉及到米粉条或者薯粉条加工机械。
背景技术:
[0002]
传统的米粉条或者薯粉条加工是利用漏瓢完成的,也就是通常所说的手工粉条,将米粉或者薯粉和水混合成糊状,简称生料,漏瓢是瓢身有小孔的瓢,生料进入漏瓢之后,从小孔漏出,小孔的下方为加热锅,生料源源不断的漏出,并被加热成形,获得成品粉丝,从其加工工艺看,生料的粉料和水的配比要求比较严格,还有,就是需要调制出筋道,也就是生料要求有良好的韧性,加之加工师傅需要一定的操作经验,加工出来的成品粉丝外观、口感才能符合要求,不过,手工粉条取决于师傅的经验,加之手工粉条加工劳动强度比较高,另外,手工粉条通常需要加管仲或者明矾作为辅料,由于加明矾的成本更低,因此,大部分师傅加的是明矾,而明矾是含铝化合物,国家已经禁止将明矾作为食品添加剂使用,但是,手工粉条没有明矾或者管仲,成形很困难,或者有几根粉条沾合在一起的情形,几根粉条沾合在一起,异常膨大,不容易加工熟,口感差,农村将这种粉条称为“鸡腿”,“鸡腿”是粉条加工缺陷,但是,机制粉条同样被消费者吐槽,主要体现在口感差,有金属味,不能完全杜绝“鸡腿”。
技术实现要素:
[0003]
需要解决的技术问题:1)需要解决机制粉条有金属味的问题;2)需要解决加工完毕之后机器方便清洁的问题;3)需要解决加工过程中产生“鸡腿”的问题。
[0004]
技术方案:粉条加工机主要由支架1、机身2、皮带轮3、主轴4、轴承座5、加热筒架甲6、料斗7、加热筒架乙8、模头架9、模头安装座10、模头11、主轴散热水管甲12、加热筒13、主轴散热水管乙14、内胆15组成;支架1是粉条加工机的基础构造,支架1上面有支架安装孔101和机脚安装孔102,机脚安装孔102用来将粉条加工机固定在工作台上或者地面上,支架安装孔102分别与轴承座孔201和模头架孔204对应,用来安装轴承座5和模头架9;机身2是在支架1上面焊接或者利用紧固件紧固的钢板组合而成,机身2上有轴承座孔201,加热筒架孔甲202,加热筒架孔乙203,模头架孔204,加热筒架孔甲202和加热筒架孔乙203分别与加热筒架甲6和加热筒架乙8的安装孔对应,从而将加热筒架甲6和加热筒架乙8安装在机身2上。
[0005]
主轴4是一根中空的带有螺旋槽的轴,主轴4主要由主轴中心孔401、皮带轮安装位402、轴承位403、润滑油挡板404、螺纹槽405组成,主轴中心孔401是一个通孔,位于主轴中心线位置,主轴中心孔的作用是冷却主轴,皮带轮安装位402用来安装皮带轮3,电动机的动力传递到皮带轮3之后,皮带轮3带动主轴4旋转,轴承位403用来安装轴承54,粉条加工机主
轴只有一端有轴承,润滑油挡板404位于轴承位403的后端,润滑油挡板的作用是防止主轴4在旋转时,轴承54上的润滑油沿着主轴前进,从而进入到生料中,粉条加工机采用固态润滑脂时,由于主轴本身温度比较高,这样,固态润滑脂容易变干,导致润滑效果差,因此,一般采用的是固态润滑脂之后,滴注少量的液态润滑油,螺纹槽405分布在主轴4表面。
[0006]
轴承座5主要由螺杆螺帽51、轴承座架52、轴承座定位架53、轴承54、轴承盖55组成,轴承座架52的下部有轴承座安装孔521,利用紧固件将轴承座5安装在机身2上,轴承座架孔522、轴承座定位架孔531、轴承盖孔551是互相对应的,利用螺杆螺帽51将轴承座架52、轴承座定位架53、轴承盖55锁紧在一起,轴承座定位架53有凹进部分,凹进部分的直径等于轴承54的直径,从而将轴承54安装在轴承座定位架53。
[0007]
:加热筒架甲6和加热筒架乙8的结构与轴承座架52的结构是相同的,区别仅仅在于中心座架中心孔523的孔径,中心座架中心孔523的孔径大于轴承54的内圈孔径0.1到0.5mm,而加热筒架甲6和加热筒架乙8的中心孔的孔径大于0.1到0.5mm。
[0008]
料斗7主要由漏斗703、料斗固定孔701和料斗防溢出环702组成,漏斗703用来存储生料,生料从漏斗703经过料斗防溢出环702进入到主轴4的螺纹槽405,料斗固定孔701和料斗安装孔1304配套使用,利用紧固件将料斗7固定在加热筒13上,料斗防溢出环702位于漏斗703的下方。
[0009]
模头架9、模头安装座10、模头11和模头盖16组成模头的工作组件,模头架9、模头安装座10和模头盖16都有安装孔,利用紧固件将模头架9和模头安装座10锁紧,然后将模头安装进模头安装座10,最后将模头盖16锁紧在模头安装座10上;模头安装座10主要由模头安装座安装孔1001、模头安装座冷却水管1002、模头安装位1003、模头限位1004、冷却水口1005、模头安装座中心孔1006组成,模头安装座冷却水管1002分为进水管和出水管,冷却水从进水管进入,经过模头散热槽1103之后,再从出水管流出,如此循环冷却模头11,防止模头温度过高,产品粉丝有金属味,模头安装位1003是凹进位,凹进位的形状和模头11的形状是相同的,模头11安装进凹进位之后,这样,模头11就不会在凹进位中松动了,模头限位1004是防止模头脱出,冷却水口1005和模头安装座冷却水管1002是相通的,冷却水口1005与模头散热槽1103的进水口和出水口是相通的,模头安装座中心孔1006位于模头安装座的中心位置,模头安装座中心孔1006的中空部分在设计时不能阻碍出料口,否则,出料口不能正常出料;模头11主要由出料孔1101、锥形孔1102、模头散热槽1103组成,出料孔1101和锥形孔1102是同轴心的孔,生料经过主轴挤压之后,进入到锥形孔1102,锥形孔1102由于有锥度,逐步挤压,将生料挤压成形,进入到出料口,出料口是直孔,出料口的深度在1cm到2cm之间,出料口深度太浅,容易形成“鸡腿”,出料口深度太深,电动机功耗增加,加工效率下降,米粉和薯粉的出料口深度是不同的,需要在生产中调整参数,模头散热槽1103是对模头11进行冷却的冷却水管道,设计模头散热槽1103时需要注意的就是模头散热槽1103不能与出料孔1101、锥形孔1102相通。
[0010]
主轴散热水管甲12和主轴散热水管乙14分别是主轴散热水的进水管和出水管,主轴散热水管甲12和主轴散热水管乙14均由水管接头1201、水封1202、主轴接头1203组成,水管接头1201分别接散热水的进水管和出水管,主轴接头1203插入主轴中心孔401,主轴接头1203利用水封1202防止冷却水外溢出主轴中心孔401,需要说明的是,主轴散热水管甲12位
于主轴中心孔401和模头11之间,其水管接头1201部分是拧紧的,内胆相应部位有孔,这样,与现有的粉条加工机不同的是,主轴并没有直接抵紧模头,现有的粉条加工机主轴是直接抵紧模头的,生料通过主轴之后,水管接头1201对生料有阻止作用,也就是说,水管接头1201靠近模头11的部分,其生料的进料速度明显会慢于其他地方,也就是说,模头11靠近水管接头1201的部分,不宜设置出料孔1101、锥形孔1102。
[0011]
加热筒13主要由蒸汽管甲1301、加热筒安装孔1302、蒸汽管乙1303、料斗安装孔1304、料斗安装架1305、加热筒内螺纹1306组成,蒸汽管甲1301和蒸汽管乙1303分别是加热蒸汽的进气管和出气管,现有的加热筒进气管和出气管是中空机构,热效率比较低,本申请的加热筒13的内侧采用了加热筒内螺纹1306,内螺纹加热筒内螺纹1306的内侧直径大于内胆15的外径0.5mm到3mm,这样,蒸汽沿着加热筒内螺纹1306螺旋行前进加热内胆,提高热效率,加热筒安装孔1302是用来将加热筒安装在加热筒架甲6和加热筒架乙8上,料斗安装架1305上有料斗安装孔1304,料斗安装孔1304和料斗固定孔701配合,利用紧固件将料斗安装在加热筒13上。
[0012]
内胆就是一根不锈钢管,内胆的内径等于螺纹槽405的外径,清洗机器时,将内胆和主轴一起拉出来进行清洗,否则,螺纹槽405的凹进槽很难清洗干净。
[0013]
有益效果:粉条加工机通过在加热筒内部添加螺旋槽形状的蒸汽通道,提高了蒸汽利用效率,通过在主轴中心设置主轴中心孔,在主轴中心孔设置散热水相关部件和在模头位置设置散热水,从而减少粉条制品的金属位,另外,通过锥形挤压,降低粉条成形时的温度也有利于减少粉条的粘合。
附图说明
[0014]
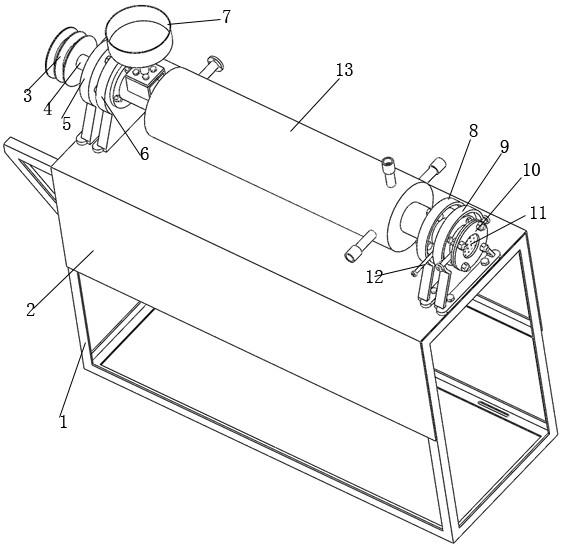
附图1是粉条加工机整体结构示意图;附图2是粉条加工机整体结构示意图;附图3是粉条加工机整体结构爆炸示意图;附图4是模头结构示意图;附图5是模头中的散热水槽分布剖面示意图;附图6是主轴散热水管结构示意图;附图7是主轴散热水管结构示意图;附图8是主轴结构示意图;附图9是加热筒结构示意图;附图10是加热筒内部的螺旋加热槽结构示意图;附图11是料斗结构示意图;附图12是模头安装座结构示意图;附图13是支架结构示意图;附图14是机身结构示意图;附图15是轴承座组件结构示意图;附图16是轴承座组件结构示意图;附图17是模头组件结构示意图。
[0015]
图中,1是支架,2是机身,3是皮带轮,4是主轴,5是轴承座,6是加热筒架甲,7是料
斗,8是加热筒架乙,9是模头架,10是模头安装座,11是模头,12是主轴散热水管甲,13是加热筒,14是主轴散热水管乙,15是内胆,16是模头盖,101是支架安装孔,102是机脚安装孔,201是轴承座孔,202是加热筒架孔甲,203是加热筒架孔乙,204是模头架孔,1101是出料孔,1102是锥形孔,1103是模头散热槽,1201是水管接头,1202是水封,1203是主轴接头,401是主轴中心孔,402是皮带轮安装位,403是轴承位,404是润滑油挡板,405是螺纹槽,1301是蒸汽管甲,1302是加热筒安装孔,1303是蒸汽管乙,1304是料斗安装孔,1305是料斗安装架,1306是加热筒内螺纹,701是料斗固定孔,702是料斗防溢出环,703是漏斗,1001是模头安装座安装孔,1002是模头安装座冷却水管,1003是模头安装位,1004是模头限位,1005是冷却水口,1006是模头安装座中心孔,51是螺杆螺帽,52是轴承座架,53是轴承座定位架,54是轴承,55是轴承盖,521是轴承座安装孔,522是轴承座架孔,523是轴承座架中心孔,531是轴承座定位架孔,551是轴承盖孔。
具体实施方式
[0016]
申请人参照附图予以说明本申请的具体实施方式。
[0017]
就粉条制品而言,影响口感的除了加工工艺外,也与粉条形状有关,有些人喜欢吃圆形粉条,有些人喜欢吃扁条状粉条,对于粉条直径或者宽度,不同的人也有不同的要求,另外,对于颜色,特别是薯粉条,颜色太浅的粉条卖相并不是很好,部分人担心颜色太浅的粉条要么加了漂白粉,要么品质不纯,薯粉条的颜色要深一些,但是,颜色太深的粉条口感也不是很好,可能是薯粉变质引起的颜色变深,手工粉条由于是利用加热锅加热,而开水的温度始终只有100度左右,因此,手工粉条加工,颜色基本上由原材料决定,机制粉条温度控制不好,就会造成温度过高引起的颜色变深问题,特别是采用高压蒸汽加热,容易引起颜色变深,此外,关于金属味问题,申请人经过分析和测试,漏瓢同样是金属制品,为什么老是有人说机制粉丝有金属味,而人工加工的粉丝则没有金属味,应该与加工温度有关,漏瓢加工中,生料就是在常温下,只有形成的粉丝经过加热锅加热才会有高温,粉丝在加热锅中是利用热水加热,与金属接触的机会少,机制粉丝其加工机的主轴和生料接触的距离比较长,并且主轴本身温度比较高,通过分析,金属加热之后,金属味有明显的增加,这些金属味渗进粉条,从而导致粉条也有金属味,申请人利用变频器将电动机转速变低,经过食用对比,粉条温度在50度左右时,就会有明显的金属味,但是,味觉本身很难有定量的参数,并且不同的人味觉感觉差别也比较大,但是,利用变频器调速,机器加工效率成问题,由于主轴和生料接触距离问题,导致利用变频器加工,跟漏瓢的效率差不多。
[0018]“鸡腿”的形成与解决思路,粉条加工过程中,几根粉条粘在一起,就是“鸡腿”,在高温情况下,淀粉本身就是一种粘性很好的粘合剂,浆糊的主要成分就是淀粉,因此,解决的思路基本原则就是降低淀粉的粘性,降低模头11的加工温度能够有效降低淀粉粘性,还有一个方法就是采用隔离剂,廉价又符合食品安全要求的隔离剂就是水,传统的漏瓢加工方法就是采用水做隔离剂,本申请采用的是气雾法,利用模头散热槽1003,虽然模头散热槽1003不与出料孔1101、锥形孔1102直接相通,但是由于温度差的存在,会导致粉条表面产生少量的水蒸气,从而减少粉条粘合,降低“鸡腿”的发生,另外,由于粉条加工机采用的是热加工工艺,并且采用的是挤压法,因此,鸡腿的产生概率很小。
[0019]
关于动力问题,粉条加工机采用电动机作为动力,由于电动机作为动力为公知常
识,不再详述。
[0020]
粉条加工机主要由支架1、机身2、皮带轮3、主轴4、轴承座5、加热筒架甲6、料斗7、加热筒架乙8、模头架9、模头安装座10、模头11、主轴散热水管甲12、加热筒13、主轴散热水管乙14、内胆15组成。
[0021]
支架1是粉条加工机的基础构造,支架1上面有支架安装孔101和机脚安装孔102,机脚安装孔102用来将粉条加工机固定在工作台上或者地面上,支架安装孔102分别与轴承座孔201和模头架孔204对应,用来安装轴承座5和模头架9。
[0022]
机身2是在支架1上面焊接或者利用紧固件紧固的钢板组合而成,机身2上有轴承座孔201,加热筒架孔甲202,加热筒架孔乙203,模头架孔204,加热筒架孔甲202和加热筒架孔乙203分别与加热筒架甲6和加热筒架乙8的安装孔对应,从而将加热筒架甲6和加热筒架乙8安装在机身2上。
[0023]
主轴4是一根中空的带有螺旋槽的轴,主轴4主要由主轴中心孔401、皮带轮安装位402、轴承位403、润滑油挡板404、螺纹槽405组成,主轴中心孔401是一个通孔,位于主轴中心线位置,主轴中心孔的作用是冷却主轴,皮带轮安装位402用来安装皮带轮3,电动机的动力传递到皮带轮3之后,皮带轮3带动主轴4旋转,轴承位403用来安装轴承54,粉条加工机主轴只有一端有轴承,润滑油挡板404位于轴承位403的后端,润滑油挡板的作用是防止主轴4在旋转时,轴承54上的润滑油沿着主轴前进,从而进入到生料中,粉条加工机采用固态润滑脂时,由于主轴本身温度比较高,这样,固态润滑脂容易变干,导致润滑效果差,因此,一般采用的是固态润滑脂之后,滴注少量的液态润滑油,螺纹槽405分布在主轴4表面,螺纹槽405的作用是将生料逐步挤向模头位置。
[0024]
轴承座5主要由螺杆螺帽51、轴承座架52、轴承座定位架53、轴承54、轴承盖55组成,轴承座架52的下部有轴承座安装孔521,利用紧固件将轴承座5安装在机身2上,轴承座架孔522、轴承座定位架孔531、轴承盖孔551是互相对应的,利用螺杆螺帽51将轴承座架52、轴承座定位架53、轴承盖55锁紧在一起,轴承座定位架53有凹进部分,凹进部分的直径等于轴承54的直径,从而将轴承54安装在轴承座定位架53。
[0025]
加热筒架甲6和加热筒架乙8的结构与轴承座架52的结构是相同的,区别仅仅在于中心座架中心孔523的孔径,中心座架中心孔523的孔径大于轴承54的内圈孔径0.1到0.5mm,而加热筒架甲6和加热筒架乙8的中心孔的孔径大于0.1到0.5mm。
[0026]
料斗7主要由漏斗703、料斗固定孔701和料斗防溢出环702组成,漏斗703用来存储生料,生料从漏斗703经过料斗防溢出环702进入到主轴4的螺纹槽405,料斗固定孔701和料斗安装孔1304配套使用,利用紧固件将料斗7固定在加热筒13上,料斗防溢出环702位于漏斗703的下方,漏斗防溢出环是为了防止生料溢出。
[0027]
模头架9、模头安装座10、模头11和模头盖16组成模头的工作组件,模头架9、模头安装座10和模头盖16都有安装孔,利用紧固件将模头架9和模头安装座10锁紧,然后将模头安装进模头安装座10,最后将模头盖16锁紧在模头安装座10上。
[0028]
模头安装座10主要由模头安装座安装孔1001、模头安装座冷却水管1002、模头安装位1003、模头限位1004、冷却水口1005、模头安装座中心孔1006组成,模头安装座冷却水管1002分为进水管和出水管,冷却水从进水管进入,经过模头散热槽1103之后,再从出水管流出,如此循环冷却模头11,防止模头温度过高,产品粉丝有金属味,模头安装位1003是凹
进位,凹进位的形状和模头11的形状是相同的,模头11安装进凹进位之后,这样,模头11就不会在凹进位中松动了,模头限位1004是防止模头脱出,冷却水口1005和模头安装座冷却水管1002是相通的,冷却水口1005与模头散热槽1103的进水口和出水口是相通的,模头安装座中心孔1006位于模头安装座的中心位置,模头安装座中心孔1006的中空部分在设计时不能阻碍出料口,否则,出料口不能正常出料。
[0029]
模头11主要由出料孔1101、锥形孔1102、模头散热槽1103组成,出料孔1101和锥形孔1102是同轴心的孔,生料经过主轴挤压之后,进入到锥形孔1102,锥形孔1102由于有锥度,逐步挤压,将生料挤压成形,进入到出料口,出料口是直孔,出料口的深度在1cm到2cm之间,出料口深度太浅,容易形成“鸡腿”,出料口深度太深,电动机功耗增加,加工效率下降,米粉和薯粉的出料口深度是不同的,需要在生产中调整参数,模头散热槽1103是对模头11进行冷却的冷却水管道,设计模头散热槽1103时需要注意的就是模头散热槽1103不能与出料孔1101、锥形孔1102相通,否则,散热水很难达到食品级的质量标准,从而造成粉丝质量不合格。
[0030]
主轴散热水管甲12和主轴散热水管乙14分别是主轴散热水的进水管和出水管,主轴散热水管甲12和主轴散热水管乙14均由水管接头1201、水封1202、主轴接头1203组成,水管接头1201分别接散热水的进水管和出水管,主轴接头1203插入主轴中心孔401,主轴接头1203利用水封1202防止冷却水外溢出主轴中心孔401,需要说明的是,主轴散热水管甲12位于主轴中心孔401和模头11之间,其水管接头1201部分是拧紧的,内胆相应部位有孔,这样,与现有的粉条加工机不同的是,主轴并没有直接抵紧模头,现有的粉条加工机主轴是直接抵紧模头的,生料通过主轴之后,水管接头1201对生料有阻止作用,也就是说,水管接头1201靠近模头11的部分,其生料的进料速度明显会慢于其他地方,也就是说,模头11靠近水管接头1201的部分,不宜设置出料孔1101、锥形孔1102。
[0031]
加热筒13主要由蒸汽管甲1301、加热筒安装孔1302、蒸汽管乙1303、料斗安装孔1304、料斗安装架1305、加热筒内螺纹1306组成,蒸汽管甲1301和蒸汽管乙1303分别是加热蒸汽的进气管和出气管,现有的加热筒进气管和出气管是中空机构,热效率比较低,本申请的加热筒13的内侧采用了加热筒内螺纹1306,内螺纹加热筒内螺纹1306的内侧直径大于内胆15的外径0.5mm到3mm,这样,蒸汽沿着加热筒内螺纹1306螺旋行前进加热内胆,提高热效率,加热筒安装孔1302是用来将加热筒安装在加热筒架甲6和加热筒架乙8上,料斗安装架1305上有料斗安装孔1304,料斗安装孔1304和料斗固定孔701配合,利用紧固件将料斗安装在加热筒13上。
[0032]
内胆就是一根不锈钢管,内胆的内径等于螺纹槽405的外径,清洗机器时,将内胆和主轴一起拉出来进行清洗,否则,螺纹槽405的凹进槽很难清洗干净,说明一点,就是内胆外径和加热筒内螺纹的内径需要有配合间隙,而内胆内径和主轴之间由于有生料存在,因此,内胆和主轴的粘性要远高于内胆和加热筒,拉出清洗不存在内胆和加热筒内螺纹的粘合问题,这也是为什么内胆采用不锈钢的原因。
[0033]
粉条加工机是一种低速加工机械,转速在15到40转/分,因此,粉条加工机主轴只有一侧有轴承54。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1