固体食品和固体奶的制作方法
1.本发明涉及固体食品和固体奶。
背景技术:
2.作为固体食品,已知有将奶粉压缩成型而得到的固体奶(参照专利文献1和专利文献2)。对于该固体奶要求通过投入温水中而迅速溶解的溶解性、且要求适宜运输的性能、即在运输过程中、携带过程中不会产生破裂或崩塌的损坏这样的抗破裂性。
3.专利文献1中公开了一种食品(固体奶),其具备:具有平坦的区域的上表面、具有与上表面的平坦的区域平行的平坦的区域的下表面、及设置于上表面和下表面的任一者或两者上的凹坑部。
4.专利文献2中公开了一种固体奶的制造方法,其通过将气体分散于液态奶中进行喷雾干燥而形成奶粉,将得到的奶粉压缩成型而形成固体奶。专利文献2中记载了如下内容:通过市售的负荷传感器式片剂硬度计,用断裂端子以一定速度按压长方体状的固体奶,求出固体奶断裂时的载荷[n],将该载荷作为固体奶的硬度[n]。
[0005]
现有技术文献
[0006]
专利文献
[0007]
专利文献1:日本专利第5350799号公报
[0008]
专利文献2:日本专利第5688020号公报
技术实现要素:
[0009]
发明要解决的问题
[0010]
然而,在运输、店铺和家庭等处理固体食品和固体奶时,为了防止产品落下时损坏产品,要求改善适宜运输的性能。
[0011]
本发明是鉴于上述情况而完成的,目的在于提供能够防止在产品落下时产品损坏而改善适宜运输的性能的固体食品和固体奶。
[0012]
用于解决问题的方案
[0013]
本发明的固体食品是将粉末压缩成型而得到的固体状的固体食品,所述固体奶具备具有第1面及与前述第1面背靠背的第2面的主体,在前述主体上设置有至少1个从前述第1面到达前述第2面并贯通前述主体的孔,前述第1面、前述第2面及前述孔的内壁面是比前述主体的内部硬的外表面。
[0014]
本发明的固体奶是将奶粉压缩成型而得到的固体状的固体奶,所述固体食品具备具有第1面及与前述第1面背靠背的第2面的主体,在前述主体上设置有至少1个从前述第1面到达前述第2面并贯通前述主体的孔,前述第1面、前述第2面及前述孔的内壁面是比前述主体的内部硬的外表面。
[0015]
发明的效果
[0016]
根据本发明,设置至少1个贯通构成固体食品的主体的孔、并使孔的内壁面与主体
的第1面和第2面同样地为比主体的内部硬的外表面,由此能够防止在使产品落下时产品损坏而改善适宜运输的性能。
[0017]
根据本发明,设置至少1个贯通构成固体奶的主体的孔、并使孔的内壁面与主体的第1面和第2面同样地为比主体的内部硬的外表面,由此能够防止在使产品落下时产品损坏而改善适宜运输的性能。
附图说明
[0018]
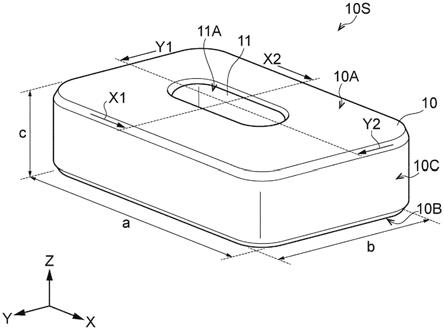
图1是实施方式的固体奶的立体图。
[0019]
图2是图1的固体奶的沿x1-x2方向的剖视图。
[0020]
图3是图1的固体奶的沿y1-y2方向的剖视图。
[0021]
图4是示出进行确认比固体奶的主体内部硬的外表面的刮取试验的结果的照片。
[0022]
图5是变形例1的固体奶的立体图。
[0023]
图6是图5的固体奶的x1-x2中的剖视图。
[0024]
图7是图5的固体奶的y1-y2中的剖视图。
[0025]
图8是变形例2的固体奶的立体图。
[0026]
图9是图8的固体奶的x1-x2中的剖视图。
[0027]
图10是图8的固体奶的y1-y2中的剖视图。
[0028]
图11是变形例3的固体奶的立体图。
[0029]
图12是图11的固体奶的x1-x2中的剖视图。
[0030]
图13是图11的固体奶的y1-y2中的剖视图。
[0031]
图14是比较例1的固体奶的立体图。
[0032]
图15是图14的固体奶的x1-x2中的剖视图。
[0033]
图16是图14的固体奶的y1-y2中的剖视图。
[0034]
图17是示出第2实施例的直至破裂的落下次数相对于每单位硬度的落下能量密度的图。
具体实施方式
[0035]
以下,对本发明的实施方式进行说明。然而,以下说明的方式仅仅是示例,在本领域技术人员显而易见的范围内可以适宜修改。
[0036]
<实施方式>
[0037]
(固体奶10s的构成)
[0038]
图1是本实施方式的固体奶10s的立体图。图2是图1的x1-x2中的与yz平面平行的剖视图。图3是图1的y1-y2中的与xz平面平行的剖视图。
[0039]
固体奶10s具有将奶粉压缩成型而得到的固体状的主体10。主体10具有:与xy平面平行且平坦的第1面10a、及与xy平面平行且平坦的第2面10b。第1面10a与第2面10b是背靠背的面。主体10的形状由压缩成型中使用的模具(压片机的臼)的形状而确定,但只要是具有一定的尺寸(大小、厚度、角度)的形状就没有特别限定。主体10的总体形状为圆柱状、椭圆柱状、立方体状、长方体状、板状、多棱柱状、多棱锥状或多面体状等。从成型的简便性、运输的便利性等的观点出发,优选圆柱状、椭圆柱状和长方体状。图1~图3所表示的固体奶
10s的主体10的总体形状是尺寸为a
×b×
c(参照图1)的长方体状,主体10具有与xz平面平行或与yz平面平行的侧面10c。
[0040]
上述的背靠背的面只要使一面与另一面的位置关系处于可贯通上述的孔的位置关系即可。在一例中,背靠背的面是彼此不直接连接、一面与另一面通过除这些以外的面而连接的位置关系,在另一例中,背靠背的面是一面与包括曲面在内的另一面直接连接的位置关系。背靠背的面并不一定是平行的位置关系。
[0041]
在主体10上设置有从第1面10a到达第2面10b而贯通主体10的孔11。孔11的数量为至少1个,图1示出具有1个孔11的情况。孔11的形状例如在与xy平面平行的截面中,为长圆形、圆角长方形、椭圆形、圆形、长方形、正方形、或其它多边形。图1所示的固体奶10s中,孔11的形状为长圆形。孔11的形状为如长方形、正方形那样具有角的形状时,可以是具有圆角的形状。孔11的大小可以从主体10的长方体状的形状的体积减去孔11的部分的容积而得到的体积为规定的值的方式进行选择。
[0042]
孔11的位置优选为从第1面10a的中央的位置观察时没有较大偏差的位置。例如优选:相对于第1面10a的中央的位置为点对称的配置、或相对于通过第1面10a的中央的与x轴平行的线或与y轴平行的线为线对称的配置。孔11为1个时,孔11设置于第1面10a的中央。孔11以第1面10a的中央部中长圆形的长度方向为与x轴平行的方向的方式配置。从第2面10b观察时也是同样的。孔11贯通主体10的方向是通过第1面10a和第2面10b的方向,是与例如z轴大致平行的方向。
[0043]
本实施方式的固体奶10s中,第1面10a、第2面10b和孔11的内壁面11a是比主体10的内部硬的外表面。孔11的内壁面11a构成设置于第1面10a与第2面10b之间的筒状的柱。主体10的侧面10c也是同样地比主体10的内部硬的外表面。成为外表面的硬度的指标的主体10的内部例如是未设置孔11的部分的距第1面10a的距离与距第2面10b的距离相等的位置,且距孔11的内壁面11a的距离与距侧面10c的距离相等的位置。此处,孔11的内壁面11a和侧面10c是彼此相对的面。本实施方式的固体奶10s的外表面未设置涂层等,但如下所述由于对奶粉压缩成型物实施了硬化处理,因此成为比主体10的内部硬的层。确认主体10的外表面为比内部硬的层的方法例如可以通过如下方式进行。图4是进行用于确认为比固体奶的主体内部硬的外表面的刮取试验的结果的照片。在刮取试验中,将固体奶的主体10切断成包括任意的位置、优选未设置孔11的部分的距第1面10a的距离与距第2面10b的距离相等的位置、且距孔11的内壁面11a的距离与距侧面10c的距离相等的位置的截面。在露出的截面中,利用任意的刮取治具刮取主体10的内部的柔软部分。此处,通过保持恒定地刮取力,从而仅刮取柔软部分而残留相对较硬的部分。其结果,如图4所示,可以成为主体10的内部的柔软部分被去除、主体10的硬外表面得以保留的状态。如此,主体10的外表面成为比主体10的内部硬的层。即,主体10的外表面为比主体10的内部硬的层是指:剥离薄层所需的力在主体10的表面附近相对大于在主体10的内部。
[0044]
表面是形成物质外侧的面。表层是包括表面在内的表面附近的层。本实施方式中,固体奶10s的外表面是指包括表面在内的表面附近的层、即表层。
[0045]
由第1面10a和侧面10c构成的主体10的角部与由第2面10b和侧面10c构成的主体10的角部被倒角而成为锥形状的斜面。同样地,由第1面10a和孔11的内壁面11a构成的孔11的边缘的角部与由第2面10b和内壁面11a构成的孔11的边缘的角部被倒角而成为锥形状的
斜面。上述的主体10的角部和孔11的边缘处的锥形状的斜面均为比主体的内部硬的外表面。另外,由侧面10c中的与yz平面平行的面和与xz平面平行的面构成的角部可以是圆形的形状。由于角部为被倒角或圆形,因此能够抑制运输时等过程中固体奶10s破裂的状况。
[0046]
例如与xy平面平行的截面中孔11为圆形或大致圆形时的孔11的直径、或孔11为长圆等细长的形状时的短轴或短边方向的孔11的开口宽度为1.5mm以上,优选为2.0mm以上,进一步优选为3.0mm以上。孔11的直径或开口宽度的上限是固体奶10s的第1面10a和第2面10b在长边方向上的长边的一半长度(a/2),短边方向上的短边的一半长度(b/2)。孔11所贯通的方向与第1面10a及第2面10b的法线所成的角度在0
°
以上且30
°
以下的范围内,优选与第1面10a及第2面10b的法线所成的角度在0
°
以上且10
°
以下的范围内。与第1面10a及第2面10b的法线所成的角度为0
°
的方向是指:第1面10a和第2面10b的法线方向、即与第1面10a和第2面10b垂直的方向。设置于由第1面10a和孔11的内壁面11a构成的孔11的边缘的角部及由第2面10b和内壁面11a构成的孔11的边缘的角部的锥形状的斜面的角度相对于第1面10a和第2面10b在15
°
至75
°
的范围内,优选相对于第1面10a和第2面10b在30
°
至60
°
的范围内。例如与xy平面平行的截面中的孔11的形状可以是圆形、大致圆形、及八边形、七边形、六边形、五边形、四边形、三角形等多边形,也可以是心形、星形、铲型、三叶草型等任意的形状。
[0047]
形成于固体奶10s上的孔11的数量为至少1个,图1所示的固体奶的孔11的数量为1个。孔11的数量优选为1~6个。更优选为2~6个,孔11的数量可以适宜使用6个的构成。
[0048]
固体奶10s的成分与成为原料的奶粉的成分基本相同。固体奶10s的成分例如为脂肪、蛋白质、糖质、矿物质、维生素和水分等。
[0049]
奶粉是由包含乳成分(例如牛奶的成分)的液体状的乳类(液态奶)制造而成的。乳成分例如为原料乳(全脂乳)、脱脂乳和奶油等。液态奶的水分含有率例如为40重量%~95重量%。奶粉的水分含有率例如为1重量%~4重量%。奶粉可以添加后述的营养成分。只要适于制造固体奶10s,奶粉就可以是全脂奶粉、脱脂奶粉或奶油粉末。奶粉的脂肪含有率例如优选为5重量%~70重量%。
[0050]
成为上述的奶粉的原料的乳成分源自例如原料乳。具体而言,是源自牛(荷兰奶牛、泽西牛种等)、山羊、绵羊和水牛等的原料乳。也可以是上述的原料乳中包含有脂肪成分、但一部分或全部脂肪成分通过离心分离等而被去除了的调节了脂肪含有率的乳。
[0051]
进而,成为上述的奶粉的原料的乳成分是例如源自植物的植物性乳。具体而言,源自豆奶、米浆、椰奶、杏仁奶、麻仁奶、花生奶等植物来源的物质。也可以是上述的植物性乳中包含有脂肪成分、但一部分或全部脂肪成分通过离心分离等而被去除了的调节了脂肪含有率的乳。
[0052]
成为上述奶粉的原料的营养成分例如为脂肪、蛋白质、糖质、矿物质和维生素等。可以添加这些当中的一种或两种以上。
[0053]
可成为上述的奶粉的原料的蛋白质例如是乳蛋白和乳蛋白级分、动物蛋白、植物蛋白、通过酶等将这些蛋白质分解成各种链长的肽和氨基酸等。可以添加这些当中的一种或两种以上。乳蛋白例如为酪蛋白、乳清蛋白(α-乳清蛋白、β-乳球蛋白等)、例如乳清蛋白浓缩物(wpc)和乳清蛋白分离物(wpi)等。动物蛋白例如为鸡蛋蛋白。植物蛋白例如为大豆蛋白质和小麦蛋白。氨基酸例如为牛磺酸、胱氨酸、半胱氨酸、精氨酸和谷氨酰胺等。
[0054]
可成为上述的奶粉的原料的脂肪(油脂)为动物油脂、植物油脂、这些的分离油、氢
化油和酯交换油。可以添加这些当中的一种或两种以上。动物油脂例如为乳脂、猪油、牛油和鱼油等。植物油脂例如为大豆油、菜籽油、玉米油、椰子油、棕榈油、棕榈仁油、红花油、棉籽油、亚麻仁油和mct(medium chain triglyceride,中链脂肪酸甘油三酯)油等。
[0055]
可成为上述的奶粉的原料的糖质例如为低聚糖、单糖类、多糖类和人工甜味剂等。可以添加这些当中的一种或两种以上。低聚糖例如为乳糖、蔗糖、麦芽糖、低聚半乳糖、低聚果糖、乳酮糖等。单糖类例如为葡萄糖、果糖和半乳糖等。多糖类例如为淀粉、可溶性多糖类和糊精等。需要说明的是,可以替代糖质的人工甜味剂使用非糖质的人工甜味剂、或在糖质的人工甜味剂的基础上还使用非糖质的人工甜味剂。
[0056]
可成为上述的奶粉的原料的矿物质类例如为钠、钾、钙、镁、铁、铜、和锌等。可以添加这些当中的一种或两种以上。需要说明的是,可以替代矿物质类的钠、钾、钙、镁、铁、铜、和锌使用磷和氯中的一者或两者,或在矿物质类的钠、钾、钙、镁、铁、铜、和锌的基础上还使用磷和氯中的一者或两者。
[0057]
固体奶10s上存在多个将作为固体奶10s的原料的奶粉压缩成型时所产生的孔隙(例如细孔)。这些多个孔隙优选均匀地分散(分布)在固体奶10s中,由此,能将固体奶10s均匀地溶解,能够提高固体奶10s的溶解性。此处,孔隙越大(越宽),水等溶剂越容易侵入,因此能使固体奶10s迅速溶解。另一方面,孔隙过大时,有时固体奶10s的硬度变弱或固体奶10s的表面变得粗糙。各孔隙的尺寸(大小)例如为10μm~500μm。需要说明的是,各孔隙的尺寸(大小)、多数的孔隙的分布例如可以通过使用扫描型电子显微镜并观察固体奶10s的表面和截面等公知的手段进行测定。通过这样的测定而能够确定固体奶10s的孔隙率。
[0058]
固体奶10s的孔隙率例如为30%~60%。孔隙率越大,溶解性越高,但硬度(强度)越弱。另外,孔隙率越小,溶解性越差。固体奶10s的孔隙率不限定于30%~60%的范围内,可根据其用途等进行适宜调整。
[0059]
固体奶10s需要在水等溶剂中具有一定程度的溶解性。对于溶解性,例如在以成为规定的浓度的方式准备作为溶质的固体奶10s和作为溶剂的水时,可以通过固体奶10s完全溶解所需的时间、或在规定时间内的未溶解残留量进行评价。
[0060]
固体奶10s优选具有规定范围的硬度。硬度可以利用公知的方法测定。本说明书中,使用负荷传感器式片剂硬度计测量硬度。以形成长方体状的固体奶10s的第2面为底面的方式载置于负荷传感器式片剂硬度计上,使用侧面10c的与xz平面平行的1面和与yz平面平行的1面进行固定,从侧面10c的与xz平面平行的未固定的另一侧面用硬度计的断裂端子沿第1面10a短轴方向(图1的y轴方向)朝向yz平面成为断裂面的方向以恒定速度进行按压,将固体奶10s断裂时的载荷[n]作为固体奶10s的硬度(片剂硬度)[n]。例如使用冈田精工株式会社制的负荷传感器式片剂硬度计(便携式测试仪pc-30)。硬度计中内置的断裂端子具有与固体奶10s接触的接触面。断裂端子所具有的接触面是1mm
×
24mm的长方形,该长方形的长边配置成朝向平行于z轴的方向。该断裂端子所具有的接触面以至少部分地按压固体奶10s的测定点的方式构成。将断裂端子按压固体奶10s的速度设为0.5mm/秒。上述的硬度的测定不限定于固体奶10s,也能适用于测定后述的奶粉压缩成型物(未硬化的固体奶10s)的硬度的情况。关于如上那样所测定的硬度,为了极力避免在运输固体奶10s时等固体奶10s发生破碎的状况,固体奶10s的硬度优选为20n以上,更优选为40n以上。另一方面,固体奶10s的硬度过高时,固体奶10s的溶解性变差,因此固体奶10s的硬度优选为100n以下,更
优选为70n以下。
[0061]
此处使用的硬度是具有[n(牛顿)]的单位的力的物理量。硬度随着固体奶试样的断裂面积增加而增大。此处,“断裂”是指对固体奶10s等试样施加静态垂直荷载时破损,将出现该破损时产生的截面积称为“断裂面积”。即,硬度[n]是依赖于固体奶试样的尺寸的物理量。作为不依赖于固体奶试样的尺寸的物理量,有断裂应力[n/m2]。断裂应力是在断裂时每单位断裂截面积施加的力,不依赖于固体奶试样的尺寸,是即使在尺寸不同的固体奶试样之间也能够比较施加于固体奶试样的力学作用的指标。例如为固体奶10s时,理想的断裂面积由成为固体奶的最小断裂面积的尺寸b
×
c表示,成为断裂应力=硬度/断裂面积。本说明书中,有时简单地使用硬度[n]进行说明,但这些可以表示为硬度除以断裂面积而得到的断裂应力[n/m2]。例如,固体奶10s的总体形状的尺寸为31mm(a)
×
24mm(b)
×
12.5mm(c)的长方体状时,理想的断裂面积为300mm2(24mm(b)
×
12.5mm(c))。上述的20n以上且100n以下这一固体奶10s的优选的硬度范围对应于硬度除以断裂面积(300mm2)而得到的0.067n/mm2以上且0.33n/mm2以下这一优选的断裂应力范围。
[0062]
上述的固体奶10s的优选的断裂应力的范围若考虑到断裂面积的范围为0.067n/mm2以上且0.739n/mm2以下。
[0063]
(固体奶10s的制造方法)
[0064]
接着对固体奶10s的制造方法进行说明。首先,制造成为固体奶10s的原料的奶粉。在奶粉的制造工序中,通过例如液态奶制备工序、液态奶清澈化工序、杀菌工序、均质化工序、浓缩工序、气体分散工序和喷雾干燥工序而制造奶粉。
[0065]
液态奶制备工序是制备上述成分的液态奶的工序。
[0066]
液态奶清澈化工序是用于去除液态奶中包含的微细的异物的工序。为了去除该异物,可以使用例如离心分离机、过滤器等。
[0067]
杀菌工序是用于使液态奶的水、乳成分等中包含的细菌等微生物灭亡的工序。根据液态奶的种类,被认为实际包含的微生物会发生变化,因此杀菌条件(杀菌温度、保持时间)根据微生物进行适宜设定。
[0068]
均质化工序是用于将液态奶均质化的工序。具体而言,减小液态奶中包含的脂肪球等固体成分的粒径,使它们均匀地分散于液态奶中。为了减小液态奶的固体成分的粒径,例如边对液态奶加压边使之通过狭窄的间隙即可。
[0069]
浓缩工序是在后述的喷雾干燥工序之前用于将液态奶浓缩的工序。液态奶的浓缩例如使用真空蒸发罐、旋转蒸发仪即可。浓缩条件在不使液态奶的成分过度变质的范围内进行适宜设定。由此,可以由液态奶得到浓缩乳。接着,本实施方式中,优选将气体分散于经浓缩的液态奶(浓缩乳)中并进行喷雾干燥。此时,作为浓缩乳的水分含有率,例如可列举出35重量%~60重量%,优选为40重量%~60重量%,更优选为40重量%~55重量%。使用这样的浓缩乳分散气体时,通过降低液态奶(浓缩乳)的密度使体积变大,对如此体积变大的状态的浓缩乳进行喷雾干燥,由此在制造固体奶时,能够得到具有优选特质的奶粉。需要说明的是,液态奶的水分少时、成为喷雾干燥工序的对象的液态奶的处理量少时,可以省略本工序。
[0070]
气体分散工序是用于将规定的气体分散于液态奶(浓缩乳)中的工序。此时,作为规定的气体,例如可列举出以液态奶的体积的1
×
10-2
倍以上且7倍以下的体积使其分散,优
选为液态奶的体积的1
×
10-2
倍以上且5倍以下的体积,更优选为液态奶的体积的1
×
10-2
倍以上且4倍以下,最优选为1
×
10-2
倍以上且3倍以下。
[0071]
为了将规定的气体分散于液态奶中,优选施加规定的气体。对规定的气体加压的压力只要在能够有效地将该气体分散于液态奶中的范围内就没有特别限定,作为规定的气体的气压,例如可列举出1.5个大气压以上且10个大气压以下,优选为2个大气压以上且5个大气压以下。由于液态奶在以下的喷雾干燥工序中被喷雾,因此会沿着规定的流路而流动,在该气体分散工序中,通过使加压的规定气体在该流路中流动,而将该气体分散(混合)于液态奶中。通过如此操作,从而能使规定的气体容易且可靠地分散于作为浓缩乳的液态奶中。
[0072]
如此,通过经过气体分散工序而使液态奶(浓缩乳)的密度变低,表观体积(松散)变大。需要说明的是,液态奶的密度可以以液态奶的重量除以液体状态和泡状态的液态奶整体的体积而得到的值的形式求出。另外,可以利用依据jis法的体积密度测定(颜料:依据jisk5101)等方法并使用测定密度的装置进行测定。
[0073]
因此,上述的流路中会有规定的气体处于分散状态的液态奶流动。此处,优选的是,在该流路中液态奶的体积流量被控制为恒定。
[0074]
本实施方式中,作为规定的气体可以使用二氧化碳(碳酸气体)。在该流路中,作为二氧化碳的体积流量相对于液态奶的体积流量的比率(以下也将该百分率称为“co2混合比率[%]”),例如可列举出1%以上且700%以下,优选2%以上且300%以下、更优选3%以上且100%以下,最优选为5%以上且45%以下。如此,通过将二氧化碳的体积流量相对于液态奶的体积流量控制为恒定,从而能够提高由其制造的奶粉的均匀性。但是,co2混合比率过大时,液态奶在流路中流动的比例变低,奶粉的制造效率恶化。因此,co2混合比率的上限优选为700%。另外,施加二氧化碳的压力只要在能够有效地将二氧化碳分散于液态奶中的范围内就没有特别限定,作为二氧化碳的气压,例如可列举出1.5个大气压以上且10个大气压以下,优选为2个大气压以上且5个大气压以下。需要说明的是,通过将二氧化碳和液态奶在密闭系统中连续地(在线)混合,从而能够可靠地防止细菌等的混入,能够提高奶粉的卫生状态(或维持高的清洁度)。
[0075]
本实施方式中,气体分散工序中使用的规定气体为二氧化碳气体。可以替代二氧化碳气体或与二氧化碳气体一起使用选自由空气、氮气(n2)和氧气(o2)组成的组中的1种或2种以上的气体,也可以使用稀有气体(例如氩气(ar)、氦气(he))。如此,由于可以将各种气体作为选项,因此通过使用能够容易获得的气体,从而能够容易地进行气体分散工序。在气体分散工序中,使用氮气、稀有气体等非活性气体时,没有与液态奶的营养成分等发生反应的担心,因此与使用空气、氧气相比,使液态奶劣化的可能性小,故而优选。此时,作为该气体的体积流量相对于液态奶的体积流量的比率,例如可列举出1%以上且700%以下,优选1%以上且500%以下、更优选1%以上且400%以下,最优选为1%以上且300%以下。例如,bell等人(r.w.bell,f.p.hanrahan,b.h.webb:“foam spraymethods of readily dispersible nonfat dry milk”,j.dairy sci,46(12)1963.pp1352-1356)指出:为了得到脱脂奶粉而吹入无脂肪乳的约18.7倍体积的空气。本实施方式中,通过在上述的范围分散气体,从而能够得到具有用于制造固体奶而优选的特性的奶粉。但是,为了确保由于在气体分散工序中将规定的气体分散于液态奶中而使液态奶的密度降低,作为规定的气体,优选
使用容易分散于液态奶中的气体、容易溶解于液态奶中的气体。因此,优选使用在水中的溶解度(水溶性)高的气体,优选在20℃下、在1cm3水中的溶解度为0.1cm3以上的气体。需要说明的是,二氧化碳不限定于气体,可以是干冰,也可以是干冰与气体的混合物。即,在气体分散工序中,只要能将规定的气体分散于液态奶中,就也可以使用固体。在气体分散工序中,通过使用干冰,从而能够将二氧化碳迅速地分散于冷却状态的液态奶中,其结果,能够得到具有用于制造固体奶而优选的特性的奶粉。
[0076]
喷雾干燥工序是用于使液态奶中的水分蒸发而得到奶粉(粉末)的工序。该喷雾干燥工序中得到的奶粉是经过气体分散工序和喷雾干燥工序而得到的奶粉。与未经气体分散工序而得到的奶粉相比,该奶粉体积变大。前者的体积优选为后者的1.01倍以上且10倍以下,可以是1.02倍以上且10倍以下,也可以是1.03倍以上且9倍以下。
[0077]
喷雾干燥工序中,在气体分散工序中规定的气体被分散于液态奶中,液态奶的密度变小的状态下直接将液态奶喷雾干燥。具体而言,与分散气体之前的液态奶相比,在分散气体后的液态奶的体积为1.05倍以上且3倍以下、优选为1.1倍以上且2倍以下的状态下进行喷雾干燥是适宜的。即,对于喷雾干燥工序,在气体分散工序结束后进行喷雾干燥。但是,气体分散工序刚结束后,液态奶并非为均匀的状态。因此,在气体分散工序结束后0.1秒以上且5秒以下、优选在0.5秒以上且3秒以下进行喷雾干燥工序。即,只要气体分散工序和喷雾干燥工序是连续的即可。通过如此操作,而能够液态奶被连续地投入气体分散装置中并使气体分散,分散有气体的液态奶被连续地供给至喷雾干燥装置,持续进行喷雾干燥。
[0078]
为了使水分蒸发,使用喷雾干燥机(spray dryer)即可。此处,喷雾干燥机具有:用于使液态奶流动的流路、为了使液态奶沿着流路流动而对液态奶进行加压的加压泵、比与流路的开口部所连接的流路更宽广的干燥室、及设置于流路的开口部的喷雾装置(喷嘴、雾化器等)。此外,关于喷雾干燥机,利用加压泵使液态奶以成为上述的体积流量的方式沿着流路向干燥室输送,在流路的开口部的附近,利用喷雾装置将浓缩乳扩散至干燥室内,通过干燥室内的高温(例如热风)使处于液滴(微粒化)状态的液态奶干燥。即,通过在干燥室中将液态奶干燥,从而可去除水分,其结果,浓缩乳成为粉末状的固体、即奶粉。需要说明的是,通过适宜设定干燥室中的干燥条件,从而调整奶粉的水分量等使奶粉不易聚集。另外,通过使用喷雾装置,使液滴的每单位体积的表面积增加,改善干燥效率的同时调整奶粉的粒径等。
[0079]
通过经过上述那样的工序,从而能够制造适于制造固体奶的奶粉。
[0080]
将如上述那样得到的奶粉压缩成型而形成奶粉压缩成型物。接着,对得到的奶粉压缩成型物进行包括加湿处理和干燥处理在内的硬化处理。通过以上而能够制造固体奶10s。
[0081]
在将奶粉压缩成型的工序中,使用压缩装置。压缩装置例如为压片机、压缩试验装置等加压成型机。压片机具备成为放入奶粉(粉末)的模具的臼、及能朝臼进行击打的冲头。将奶粉放入臼(模具)中击打冲头,则能够对奶粉施加压缩压力而得到奶粉压缩成型物。本实施方式中例如压片机的下冲头具有对应于孔11的凸部,上冲头具有对应于凸部的凹部,形成了凸部能插入凹部的形状。通过使用这样的冲头进行压缩成型,从而能够在奶粉压缩成型物上形成孔11。需要说明的是,在压缩成型工序中,优选连续地进行奶粉的压缩作业。
[0082]
在将奶粉压缩成型的工序中,环境的温度没有特别限定,例如也可以是室温。具体
而言,环境的温度例如为5℃~35℃。环境的湿度例如为0%rh~60%rh。压缩压力例如为1mpa~30mpa、优选为1mpa~20mpa。特别是在将奶粉固体化时,通过将压缩压力调整在1mpa~30mpa的范围内,将孔隙率控制在30%~60%的范围内,且将奶粉压缩成型物(硬化前)的硬度控制在4n~19n的范围内是优选的。由此,能够制造兼备溶解性和便利性(容易处理性)的实用性高的固体奶10s。需要说明的是,奶粉压缩成型物具有至少在后续的加湿工序、干燥工序中不变形那样的硬度(例如4n以上)。例如,奶粉压缩成型物(硬化前)的总体形状的尺寸与固体奶10s相同为31mm(a)
×
24mm(b)
×
12.5mm(c)的长方体状时,上述的4n以上且19n以下这样的奶粉压缩成型物(硬化前)的优选的硬度范围对应于硬度除以断裂面积(300mm2)而得到的0.013n/mm2以上且0.063n/mm2以下这一优选的断裂应力范围。
[0083]
加湿处理是对进行压缩成型的工序中得到的奶粉压缩成型物进行加湿处理的工序。对奶粉压缩成型物进行加湿时,奶粉压缩成型物的表面产生粘性(黏腻)。其结果,奶粉压缩成型物的表面附近的一部分粉末颗粒变为液态、凝胶状,并变得相互交联。此外,在该状态下进行干燥时,能使奶粉压缩成型物的表面附近的强度高于内部的强度。通过调整置于高湿度的环境下的时间(加湿时间),来调整交联的程度(扩展程度),由此,能够将加湿工序前的奶粉压缩成型物(未硬化的固体奶10s)的硬度(例如4n~19n)提高至作为固体奶10s所需的目标硬度(例如40n)。但是,能够通过调整加湿时间而提高的硬度的范围(宽度)是有限的。即,由于对压缩成型后的奶粉压缩成型物进行加湿,所以在带式输送机等上运输时,若奶粉压缩成型物的硬度不充足,则无法保持固体奶10s的形状。另外,在压缩成型时奶粉压缩成型物的硬度过高时,只能得到孔隙率小、缺乏溶解性的固体奶10s。因此,为了使加湿工序前的奶粉压缩成型物(未硬化的固体奶10s)的硬度变得足够高,且充分保持固体奶10s的溶解性,优选进行压缩成型。
[0084]
在加湿处理中,奶粉压缩成型物的加湿方法没有特别限定,例如有如下方法:将奶粉压缩成型物置于高湿度的环境下的方法、对奶粉压缩成型物直接喷雾水等的方法、和对奶粉压缩成型物吹送蒸气的方法等。为了对奶粉压缩成型物进行加湿,使用加湿装手段,作为这样的加湿手段,例如有高湿度室、喷雾和蒸汽等。
[0085]
将奶粉压缩成型物置于高湿度的环境下时,环境的湿度例如在60%rh~100%rh的范围内。此外,加湿时间例如为5秒~1小时,高湿度环境下的温度例如为30℃~100℃。
[0086]
可以适宜调整加湿处理中向奶粉压缩成型物中加入的水分量(以下也称为“加湿量”)。加湿量优选压缩成型工序后的奶粉压缩成型物的质量的0.5重量%~3重量%。加湿量小于0.5重量%时,无法对固体奶10s赋予足够的硬度(片剂硬度)而不优选。另外,加湿量大于3重量%时,奶粉压缩成型物过度地变为液态、凝胶状而溶解,由压缩成型的形状发生变形、或在运输过程中附着于带式输送机等装置上,因此是不优选的。
[0087]
干燥处理是用于将通过加湿处理而加湿的奶粉压缩成型物干燥的工序。由此,奶粉压缩成型物的表面粘性(黏腻)消失,变得容易处理固体奶10s。即,加湿处理和干燥处理相当于提高压缩成型后的奶粉压缩成型物的硬度并赋予作为固体奶10s所期望的特性、品质的工序。
[0088]
干燥处理中,奶粉压缩成型物的干燥方法没有特别限定,可以采用能够将经过加湿处理的奶粉压缩成型物干燥的公知的方法。例如有如下方法:置于低湿度/高温度条件下的方法、接触干燥空气/高温干燥空气的方法等。
[0089]
置于低湿度/高温度的条件下时,湿度例如为0%rh~30%rh。如此,优选将湿度尽可能设定得较低。此时,温度例如为20℃~150℃。干燥时间例如为0.2分钟~2小时。
[0090]
然而,固体奶10s中包含的水分多时,保存性变差,风味的劣化、外观的变色容易加剧。因此,优选的是:在干燥工序中,通过控制干燥温度、干燥时间等条件,将固体奶10s的水分含有率控制(调整)至用作原料的奶粉的水分含有率的前后1%以内。
[0091]
如此制造的固体奶10s通常溶解于温水中而被用于饮用。具体而言,将温水注入能盖盖子的容器等中后,投入所需个数的固体奶10s、或投入固体奶10s后注入温水。然后,优选通过轻轻摇动容器,而使固体奶10s迅速溶解,在合适的温度的状态下饮用。另外,优选将1个~多个固体奶10s(更优选为1个固体奶10s)溶解于温水中,以成为1次饮用所需的份量的液态奶的方式,可以将固体奶10s的体积例如制成1cm3~50cm3。需要说明的是,通过变更压缩成型工序中使用的奶粉的份量,从而能够调整固体奶10s的体积。
[0092]
(固体奶10s的作用/效果)
[0093]
本实施方式的固体奶10s的构成如下:设置有至少1个贯通构成固体奶10s的主体10的孔11,孔11的内壁面与主体10的第1面10a、第2面10b和侧面10c同样地是比主体的内部硬的外表面。由此,能够防止在使产品落下时产品损坏而改善适宜运输的性能。
[0094]
<变形例1>
[0095]
图5是本变形例的固体奶20s的立体图。图6是图5的x1-x2中的与yz平面平行的剖视图。图7是图5的y1-y2中的与xz平面平行的剖视图。图1~图3所示的固体奶10s中,虽然是设置有1个贯通主体10的孔11的构成,但孔的数量也可以为2个以上。本变形例中,是设置有2个孔21的构成。
[0096]
固体奶20s具有将奶粉压缩成型而得到的固体状的主体20。主体20具有与xy平面平行且平坦的第1面20a、及与xy平面平行且平坦的第2面20b。第1面20a与第2面20b是背靠背的面。主体20的总体形状为长方体状,主体20具有与xz平面平行或与yz平面平行的侧面20c。
[0097]
主体20上设置有2个从第1面20a到达第2面20b并贯通主体20的孔21。2个孔21的形状在与xy平面平行的截面中为长圆形,是相同的形状。2个孔21的大小可以以主体20的长方体状的形状的体积减去2个孔21的部分的总计的体积而得到的体积成为规定的值的方式进行选择。
[0098]
2个孔21的位置是从第1面20a的中央位置观察时没有较大偏差的位置。2个孔21夹持第1面20a的中央部在与x轴平行的方向排列,且配置成孔21的各自的长度方向为与y轴平行的方向。这是2个孔21相对于第1面20a的中央为点对称、或相对于通过第1面20a的中央的与x轴平行的线或与y轴平行的线为线对称的配置。2个孔21的间隔过窄时有可能无法保持该部分的强度,因此确保在规定值以上。从第2面20b观察时也是同样的。孔21贯通主体20的方向是通过第1面20a和第2面20b的方向,是与例如z轴大致平行的方向。
[0099]
第1面20a、第2面20b、侧面20c和孔21的内壁面21a是比主体20的内部硬的外表面。孔21的内壁面21a构成设置于第1面20a与第2面20b之间的筒状的柱。主体20的角部与孔21的边缘被倒角,形成了比主体20的内部硬的外表面。
[0100]
除上述之外,是与实施方式的固体奶10s同样的构成。
[0101]
本变形例的固体奶20s的构成如下:设置有2个贯通构成固体奶20s的主体20的孔
21,孔21的内壁面21a与主体20的第1面20a、第2面20b和侧面20c同样地是比主体20的内部硬的外表面。由此,能够防止在使产品落下时产品损坏而改善适宜运输的性能。
[0102]
<变形例2>
[0103]
图8是本变形例的固体奶30s的立体图。图9是图8的x1-x2中的与yz平面平行的剖视图。图10是图8的y1-y2中的与xz平面平行的剖视图。本变形例中,是设置有4个孔31的构成。
[0104]
固体奶30s具备具有彼此背靠背的第1面30a和第2面30b、及侧面30c的长方体状的主体30。在主体30上设置有4个从第1面30a到达第2面30b且贯通主体30的圆形的孔31。4个孔31的大小可以以主体30的长方体状的形状的体积减去4个孔31的部分的总计的体积而得到的体积成为规定的值的方式进行选择。4个孔31的位置是从第1面30a的中央部观察为点对称、或相对于通过第1面30a的中央的与x轴平行的线或与y轴平行的线为线对称的配置。
[0105]
第1面30a、第2面30b、侧面30c和孔31的内壁面31a是比主体30的内部硬的外表面。孔31的内壁面31a构成设置于第1面30a与第2面30b之间的筒状的柱。主体30的角部与孔31的边缘被倒角,形成了比主体30的内部硬的外表面。
[0106]
本变形例的固体奶30s的构成如下:设置有4个贯通构成固体奶30s的主体30的孔31,孔31的内壁面31a与主体30的第1面30a、第2面30b和侧面30c同样地是比主体30的内部硬的外表面。由此,能够防止在使产品落下时产品损坏而改善适宜运输的性能。
[0107]
<变形例3>
[0108]
图11是本变形例的固体奶40s的立体图。图12是图11的x1-x2中的与yz平面平行的剖视图。图13是图11的y1-y2中的与xz平面平行的剖视图。本变形例中,是设置有6个孔41的构成。
[0109]
固体奶40s具备具有彼此背靠背的第1面40a和第2面40b、及侧面40c的长方体状的主体40。在主体40上设置有6个从第1面40a到达第2面40b且贯通主体40的圆形的孔41。6个孔41的大小可以以主体40的长方体状的形状的体积减去6个孔41的部分的总计的体积而得到的体积成为规定的值的方式进行选择。6个孔41的位置是从第1面40a的中央部观察为点对称、或相对于通过第1面40a的中央的与x轴平行的线或与y轴平行的线为线对称的配置。
[0110]
第1面40a、第2面40b、侧面40c和孔41的内壁面41a是比主体40的内部硬的外表面。孔41的内壁面41a构成设置于第1面40a与第2面40b之间的筒状的柱。主体40的角部与孔41的边缘被倒角,形成了比主体40的内部硬的外表面。
[0111]
本变形例的固体奶40s的构成如下:设置有6个贯通构成固体奶40s的主体40的孔41,孔41的内壁面41a与主体40的第1面40a、第2面40b和侧面40c同样地是比主体40的内部硬的外表面。由此,能够防止在使产品落下时产品损坏而改善适宜运输的性能。
[0112]
<应用例>
[0113]
固体奶是固体食品的一例。上述的实施方式和变形例1~3是将奶粉压缩成型而得到的固体奶,但也可以用于将粉末压缩成型而形成的固体食品。例如,可以应用于以乳清蛋白、大豆蛋白和胶原蛋白肽等蛋白粉、氨基酸粉末、和mct油等含油脂的粉末等作为原料进行压缩成型而得到的固体食品。在原料的粉末中适宜添加乳糖或其它糖质,如上述的实施方式和变形例1~4所示,压缩成型为具有贯通主体的孔的形状,之后实施硬化处理,加工成固体食品。这样的固体食品是具有比内部硬的外表面的构成。由此,能够防止在产品落下时
产品损坏而改善适宜运输的性能。另外,原料的粉末中除了乳糖或其它糖质之外也可以添加脂肪、蛋白质、矿物质和维生素等营养成分、食品添加物。
[0114]
进而,上述的食品粉末的蛋白粉也可以是乳酪蛋白、肉粉、鱼粉、蛋粉、小麦蛋白、小麦蛋白分解物等。这些蛋白粉可以单独使用,也可以使用两种以上。
[0115]
进而,上述的食品粉末的乳清蛋白(whey protein)是乳中除酪蛋白外的蛋白质的总称。可以分类为乳清蛋白。乳清蛋白由乳球蛋白、乳白蛋白、乳铁蛋白等多种成分构成。将牛奶等乳原料调节成酸性时,沉淀的蛋白质为酪蛋白、不沉淀的蛋白质为乳清蛋白。作为包含乳清蛋白的粉末原料,例如可列举出wpc(乳清蛋白浓缩物、蛋白质含量为75~85质量%)、wpi(乳清蛋白分离物、蛋白质含量为85质量%以上)。这些可以单独使用,也可以使用两种以上。
[0116]
进而,上述的食品粉末的大豆蛋白(soy protein)为大豆中包含的蛋白质即可,也可以是从大豆中提取而成者。另外,也可以使用由原料大豆精制而成者。作为精制方法,没有特别限定,可以使用现有公知的方法。作为这样的大豆蛋白,可以使用作为饮食品用原材料、医疗用原材料、营养增强剂食品而市售的粉末。这些可以单独使用,也可以使用两种以上。
[0117]
进而,作为上述的食品粉末的氨基酸粉末中包含的氨基酸,没有特别限定,例如可以使用精氨酸、赖氨酸、鸟氨酸、苯丙氨酸、酪氨酸、缬氨酸、蛋氨酸、亮氨酸、异亮氨酸、色氨酸、组氨酸、脯氨酸、半胱氨酸、谷氨酸、天冬酰胺、天冬氨酸、丝氨酸、谷氨酰胺、瓜氨酸、肌酸、甲基赖氨酸、乙酰赖氨酸、羟基赖氨酸、羟基脯氨酸、甘氨酸、丙氨酸、苏氨酸、胱氨酸等。这些可以单独使用,也可以使用两种以上。
[0118]
另外,上述的食品粉末的氨基酸粉末中包含的氨基酸可以是天然物和合成物的任意者,可以使用单一氨基酸或多种氨基酸的混合物。另外,作为氨基酸,不仅可以使用游离氨基酸,还可以使用钠盐、盐酸盐和乙酸盐等盐以及肉碱和鸟氨酸等衍生物。
[0119]
本说明书中“氨基酸”包括α-氨基酸、β-氨基酸和γ-氨基酸。另外,氨基酸可以是l-体和d-体中的任一种。
[0120]
进而,上述的食品粉末的含油脂的粉末中包含的油脂除了上述的mct油之外还为动物油脂、植物油脂、它们的分离油、氢化油和酯交换油。可以添加这些当中的一种或两种以上。动物油脂例如为乳脂、猪油、牛油和鱼油等。植物油脂例如为大豆油、菜籽油、玉米油、椰子油、棕榈油、棕榈仁油、红花油、棉籽油、亚麻仁油和mct(medium chain triglyceride,中链脂肪酸甘油三酯)油等。
[0121]
进而,除了上述的乳糖之外,上述的食品粉末的糖质例如为低聚糖、单糖类、多糖类和人工甜味剂等。可以添加这些当中的一种或两种以上。低聚糖例如为乳糖、蔗糖、麦芽糖、低聚半乳糖、低聚果糖、乳酮糖等。单糖类例如为葡萄糖、果糖和半乳糖等。多糖类例如为淀粉、可溶性多糖类和糊精等。
[0122]
进而,作为上述的食品粉末的食品添加物的一例,可以示例出甜味剂。作为该甜味剂,可以使用通常用于食品和药物的任意的甜味剂,可以是天然的甜味剂和合成甜味剂中的任一者。甜味剂没有特别限定,例如包括葡萄糖、果糖、麦芽糖、蔗糖、低聚糖、砂糖、粒状糖、槭糖浆、蜂蜜、糖蜜、海藻糖、帕拉金糖、麦芽糖醇、木糖醇、山梨糖醇、甘油、阿斯巴甜代糖、爱德万甜、纽甜、三氯蔗糖、安赛蜜钾和糖精等。
[0123]
进而,作为上述的食品粉末的食品添加物的一例,可以示例出酸味剂。酸味剂没有特别限定,例如包括乙酸、柠檬酸、无水柠檬酸、己二酸、琥珀酸、乳酸、苹果酸、磷酸、葡糖酸、酒石酸和它们的盐等。酸味剂能够抑制(遮蔽)由氨基酸的种类不同所产生的苦味。
[0124]
进而,作为上述的食品粉末的营养成分,可以包含脂肪、蛋白质、矿物质和维生素等所有成分。
[0125]
作为脂肪,例如为动物油脂、植物油脂、它们的分离油、氢化油和酯交换油等。可以添加这些当中的一种或两种以上。动物油脂例如为乳脂、猪油、牛油和鱼油等。植物油脂例如为大豆油、菜籽油、玉米油、椰子油、棕榈油、棕榈仁油、红花油、棉籽油、亚麻仁油和mct(medium chain triglyceride,中链脂肪酸甘油三酯)油等。
[0126]
作为蛋白质,例如为乳蛋白和乳蛋白级分、动物蛋白、植物蛋白、通过酶等将这些蛋白质降解成各种链长的肽和氨基酸等。可以添加这些当中的一种或两种以上。乳蛋白例如为酪蛋白、乳清蛋白(α-乳清蛋白、β-乳球蛋白等)、乳清蛋白浓缩物(wpc)和乳清蛋白分离物(wpi)等。动物蛋白例如为鸡蛋蛋白(蛋粉)、肉粉、鱼粉等。植物蛋白例如为大豆蛋白和小麦蛋白等。肽例如为胶原蛋白肽等。氨基酸例如为牛磺酸、胱氨酸、半胱氨酸、精氨酸和谷氨酰胺等。可以添加这些当中的一种或两种以上。
[0127]
作为矿物质,为铁、钠、钾、钙、镁、磷、氯、锌、铁、铜和硒等。可以添加这些当中的一种或两种以上。
[0128]
作为维生素,为维生素a、维生素d、维生素e、维生素k、维生素b1、维生素b2、维生素b6、维生素b12、维生素c、烟酸、叶酸、泛酸和生物素等。可以添加这些当中的一种或两种以上。
[0129]
另外,作为其它食品原材料,例如为可可粉(cocoa powder)、生可可粉(cacao powder)、巧克力粉末、包含乳酸菌/双歧杆菌等有用微生物的微生物粉末、将在乳中加入微生物使其发酵而得到的培养物制成粉末的乳发酵成分粉末、将干酪制成粉末的干酪粉末、将功能性食品制成粉末的功能性食品粉末、将综合营养食制成粉末的综合营养食粉末等。可以添加这些当中的一种或两种以上。
[0130]
本发明的固体食品可以是日常摄取的食品、健康食品、健康辅助食品、保健功能食品、特定保健用食品、营养功能食品、营养增强剂、功能性标示食品等形态。
[0131]
<第1实施例>
[0132]
(实施例1的制作)
[0133]
制作与图1~图3所示的实施方式的形状相同的固体奶试样作为实施例1。固体奶的主体的大小是x轴方向的边a为31mm、y轴方向的边b为24mm、z轴方向的边c为12.5mm。去除了孔11部分的体积约为8250mm3。以成为该大小的方式调整压片机的臼冲头的大小和压缩压力,将奶粉5.4g压缩成型而形成奶粉压缩成型物。对得到的奶粉压缩成型物实施加湿温度80℃的加湿处理,进而实施干燥温度80℃的干燥处理,作为实施了硬化处理的固体奶。适宜调整加湿处理时间,以使硬化处理后的固体奶试样的硬度为55n。对于干燥时间,调整时间以使加湿时的重量增加部分可以完全干燥。
[0134]
(实施例2的制作)
[0135]
孔21的数量为2个,除此以外与实施例1同样地制作与图5~图7所示的变形例1的形状相同的固体奶试样作为实施例2。硬化处理后的固体奶试样的硬度为55n。
[0136]
(实施例3的制作)
[0137]
孔31的数量为4个,除此以外与实施例1同样地制作与图8~图10所示的变形例2的形状相同的固体奶试样作为实施例3。硬化处理后的固体奶试样的硬度为55n。
[0138]
(实施例4的制作)
[0139]
孔41的数量为6个,除此以外与实施例1同样地制作与图11~图13所示的变形例3的形状相同的固体奶试样作为实施例4。硬化处理后的固体奶试样的硬度为55n。
[0140]
(比较例1的制作)
[0141]
未设置孔,除此以外与实施例1同样地制作固体奶试样作为比较例1。图14是比较例1的固体奶100s的立体图。图15是图14的x1-x2中的与yz平面平行的剖视图。图16是图14的y1-y2中的与xz平面平行的剖视图。固体奶100s具备具有彼此背靠背的第1面100a和第2面100b、及侧面100c的长方体状的主体100。比较例1中,为了与实施例1为同等的体积,将z轴方向的边c设为11.75mm。其它边的长度与实施例1同样。硬化处理后的固体奶试样的硬度为55n。
[0142]
(使用了落下试验机的适宜运输的性能的评价)
[0143]
为了进行基于形状的适宜运输的性能的评价,实施了将如上所述制作的实施例1~4和比较例1的固体奶试样从150mm的高度落下多次的试验。落下试验中的落下面使用shinyei testing machinery co.,ltd.的包装货物落下试验机dts-50的落下面。该落下面的材质依据jis规格z0202包装货物落下试验方法。由于该机器无法实施从150mm的高度的落下试验,因此仅利用了落下面。此处,上述机器的落下面为水平的面。将固体奶试样的第2面作为底面放置在与落下面垂直且距离落下面150mm的高度,夹持在固体奶试样的侧面的2个点或3个点进行固定。使固定的点同时与固体奶试样分离并自由落下。实施例1~4和比较例1的各固体奶试样的自由落下时的落下姿势以第2面与落下面平行的方式实施。
[0144]
jis中的落下面的定义如下所述。(a)构成落下面的构件的质量期望为供试品的质量的50倍以上。(b)在表面上的任意2个点的水平差为2mm以下。(c)在表面上的任意点,以98n{10kgf}/100mm2的静载荷不发生0.1mm以上的变形。(d)供试品具有能完全落下那样足够的大小。(e)落下面由混泥土、石头、钢板等坚固的材料构建。
[0145]
对于破裂的判断,由于落下时的破损,而试样的重量相对于固体奶试样的初始重量减少9%以上且成为破损的面扩散到4个面的状态时定义为“破裂”。作为落下试验的评价方法,使其从150mm的高度落下面落下,以低于10次的施行次数发生破裂的情况记为0分,以10次以上的施行次数发生破裂的情况记为1分,示于表1的强度评价一栏中。将结果汇总示于表1,针对实施例1~4和比较例1的孔数示出强度评价。
[0146]
[表1]
[0147]
孔数强度评价0011214161
[0148]
如上表所示,确认了:与未设置孔的比较例1相比,设置有孔的实施例1~4的硬度
相同且落下试验时的破裂耐性得到改善、适宜运输的性能提高。可认为这是由于:孔的部分也受到基于加湿干燥法的表面硬化的影响,孔的内壁面构成圆筒状的柱,改善了固体奶的强度。
[0149]
(溶解性试验)
[0150]
为了进行基于形状的溶解性的评价,如上所述,对制作的实施例1~4和比较例1的固体奶试样进行了溶解性试验。首先,在搅拌篮子中放入1个固体奶试样。搅拌篮子是内径30mm、高度36mm的有底筒状的带有盖子的容器,具有侧部、底部、盖子部。侧部、底部、盖子部由18目(筛孔1.01mm)的不锈钢制的网形成。在搅拌篮子的侧部的内表面均等地设置有4个叶片。4个叶片分别是厚度1.5mm、宽度4mm、长度为34mm的板,以与搅拌篮子的中心轴平行的方式配置长度方向,设置成从侧部的内表面向中心突出。将搅拌篮子浸渍在收纳于300ml烧杯内的200ml的温水(50
±
1℃)中,在使固体奶试样完全水没的状态下使该搅拌篮子以转速0.5m/s(圆周速度)旋转。将搅拌篮子保持在距离烧杯底部内表面5mm的高度。通过导电率每隔一定时间测定了固体奶试样从开始溶解到完全溶解的溶出过程。由试验结果确认了实施例1~4的溶解性高于比较例1。实施例1~4中,实施例4(孔的数量为6个)显示出最高的溶解性。实施例1~4具有比比较例1高的溶解性,进而实施例4显示出最高的溶解性,可认为这是由于固体奶的表面积越大、溶解性越提高。
[0151]
<第2实施例>
[0152]
(实施例5~8和比较例2的制作)
[0153]
制作了相对于实施例1不同仅在于将硬化处理后的固体奶试样的硬度设为20~90n的固体奶试样,作为实施例5。制作了相对于实施例2不同仅在于将硬度设为20~90n的实施例6。制作了相对于实施例3不同仅在于将硬度设为20~90n的实施例7。制作了相对于实施例4不同仅在于将硬度设为20~90n的实施例8。另外,制作了相对于比较例1不同仅在于将硬度设为20~90n的比较例2。各固体奶试样的硬度的调整以硬化处理后成为期望的硬度的方式调整加湿处理时间来进行。
[0154]
为了进行基于形状的适宜运输的性能的评价,对如上所述制作的实施例5~8和比较例2的固体奶试样实施了从50mm~300mm的各高度落下多次的试验。落下面是第1实施例相同的构成。
[0155]
对各固体奶试样重复进行上述的落下试验,调查了各固体奶试样的直至破裂的落下次数(试样直至“破裂”所施加的落下试验的次数)。计算出从50mm~300mm的各高度将固体奶试样落下并冲击落下面时所施加的落下能量的密度(试样的重量
×
重力加速度
×
高度/断裂面积)[j/m2]除以硬度[n]而得到的每单位硬度的落下能量密度[j/m2/n],示于图17的纵轴。另外,将上述中得到的直至破裂的落下次数示于图17的横轴(此处断裂面积为各试样的yz平面的截面积(b
×
c))。图17是示出直至破裂的落下次数相对于每单位硬度的落下能量密度的图。图17中,a表示实施例5的结果,b表示实施例6,c表示实施例7,d表示实施例8,e表示比较例2。
[0156]
图17中,a、b、c、d、e均为每单位硬度的落下能量密度越小、直至破裂的落下次数越大的向下倾斜的图。这是由于每单位硬度的落下能量密度越小越不易破裂,直至破裂的落下次数增加。另外,即使在落下的高度低等每单位断裂应力的落下能量密度小的情况下,通过增加落下次数也确认发生了破裂。另外,a、b、c、d、e中,由e表示的比较例2的结果位于最
下侧或左侧,显示出以相同的每单位硬度的落下能量密度落下时以较少的落下次数发生破裂。另外,实施例5~8的固体奶试样显示出:以相同的每单位硬度的落下能量密度落下时,直至破裂所施加的落下次数多于比较例2的固体奶试样。确认了:与未设置孔的比较例2的固体奶试样相比,设置有孔的实施例5~8的固体奶试样直至破裂的落下次数多,破裂耐性提高,适宜运输的性能得到了改善。另外,a、b、c、d中,d位于最上侧或右侧,与孔的数量为1个、2个或4个的情况相比,孔的数量为6个时直至破裂的落下次数多,破裂耐性提高,适宜运输的性能得到了。
[0157]
需要说明的是,本公开可以是以下那样的构成。若具有以下的构成,则能够防止在产品落下时产品损坏而改善适宜运输的性能。
[0158]
(1)一种固体食品,其为将粉末压缩成型而得到的固体状的固体食品,所述固体食品具备具有第1面及与前述第1面背靠背的第2面的主体,在前述主体上设置有至少1个从前述第1面到达前述第2面并贯通前述主体的孔,前述第1面、前述第2面及前述孔的内壁面是比前述主体的内部硬的外表面。
[0159]
(2)根据前述(1)所述的固体食品,其中,前述孔的内壁面构成设置于前述第1面与前述第2面之间的筒状的柱。
[0160]
(3)根据前述(1)或(2)所述的固体食品,其中,前述主体的侧面是比前述主体的内部硬的前述外表面。
[0161]
(4)根据前述(1)~(3)中任一项所述的固体食品,其中,前述孔的数量为1~6个的任一者。
[0162]
(5)一种固体奶,其为将奶粉压缩成型而得到的固体状的固体奶,所述固体奶具备具有第1面及与前述第1面背靠背的第2面的主体,在前述主体上设置有至少1个从前述第1面到达前述第2面并贯通前述主体的孔,前述第1面、前述第2面及前述孔的内壁面是比前述主体的内部硬的外表面。
[0163]
(6)根据前述(5)所述的固体奶,其中,前述孔的内壁面构成设置于前述第1面与前述第2面之间的筒状的柱。
[0164]
(7)根据前述(5)或(6)所述的固体奶,其中,前述主体的侧面是比前述主体的内部硬的前述外表面。
[0165]
(8)根据前述(5)~(7)中任一项所述的固体奶,其中,前述孔的数量为1~6个的任一者。
[0166]
(9)根据前述(5)~(7)中任一项所述的固体奶,其中,前述孔的数量为6个。
[0167]
(10)一种固体状的固体食品,所述固体状的固体食品是以成为如下构成的方式将粉末压缩成型、并对得到的粉末压缩成型物进行硬化处理而形成的:所述固体食品具备具有第1面及与前述第1面背靠背的第2面的主体,在前述主体上设置有至少1个从前述第1面到达前述第2面且贯通前述主体的孔,前述第1面、前述第2面及前述孔的内壁面是比前述主体的内部硬的外表面。
[0168]
(11)一种固体状的固体奶,所述固体状的固体奶是以如下构成方式将奶粉压缩成型、并对得到的奶粉压缩成型物进行硬化处理而形成的:所述固体奶具备具有第1面及与前述第1面背靠背的第2面的主体,在前述主体设置至少1个从前述第1面到达前述第2面且贯通前述主体的孔,前述第1面、前述第2面及前述孔的内壁面是比前述主体的内部硬的外表
面。
[0169]
附图标记说明
[0170]
10、20、30、40 主体
[0171]
10a、20a、30a、40a 第1面
[0172]
10b、20b、30b、40b 第2面
[0173]
10c、20c、30c、40c 侧面
[0174]
10s、20s、30s、40s 固体奶
[0175]
11、21、31、41 孔
[0176]
11a、21a、31a、41a 内壁面
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1