一种糕点自动生产系统及方法与流程
1.本发明涉及糕点生产技术,尤其涉及一种糕点自动生产系统及方法。
背景技术:
2.糕点成型机适合印制各种糕点,特别是馅料较硬或较软的糕点,糕点成型机的电脑控制全自动合成包馅,机型轻巧,多用途,可制成球状、棒状三角形等多种几何形状,因此糕点成型机成了糕点生产商必不可少的设备。
3.中国专利cn 108353965 a公开了一种糕点成型机,包括机架、转盘和动力装置,所述动力装置与转盘连接一并设于机架上,所述转盘周向设有若干个杯托模具,所述机架在转盘外围依次设有取杯装置、分切装置、成型装置、下料装置、控制装置和至少一个检测装置,所述控制装置与动力装置、取杯装置、分切装置、成型装置、下料装置和检测装置连接并控制其动作。本糕点成型机具有智能、精确、安全、适用性广的特点。
4.但是该技术方案中,加工糕点花纹的模具采用固定式安装,在模具加工糕点上部的花纹时,模具按压成型上升的过程中,糕点原料会粘在模具内表面,不能够自动的将糕点原料进行自动清除,导致后期清理过程复杂,影响加工效率。
5.中国专利cn112772690a2公开了一种自动化糕点加工设备,包括:框架支撑机构、搬运机构、糕点压模机构、烤箱机构,框架支撑机构包括:箱架、支座和饼盘放置部分;所述箱架的下端面与支座的上端面固定连接;饼盘放置部分固定安装在箱架的内部;饼盘放置部分实现饼盘的存放以及搬运;所述搬运机构固定安装在箱架的上端面;糕点压模机构固定安装在箱架的上端面;糕点压模机构实现对糕点的压膜;烤箱机构固定安装在箱架的内部;烤箱机构实现对糕点的烤制,伺服电机驱动长丝杠,进而使丝杠块进行上下活动,从可以实现方形板上可以放很多糕点盘,也方便了搬运机构对糕点盘的搬运;拉动方形板上的把手,进而使方形板向外滑动,极大的方便了对需要加工的糕点盘进行放置。
6.但是该技术方案中,在糕点面团进料过程中不能够自动持续的挠油,导致潮湿的面团易粘在进料管内壁,从而出现面团进料管出现堵塞的后果,此外,现有的面团在挠油过程中不能够自动的停止,导致在面团进料过程中出现大量油液的浪费。
7.中国专利cn 111066838 a公开了一种糕点连续生产设备,包括挤面装置、运送装置、压凹装置、出馅装置、包馅装置以及揉搓装置,挤面装置包括输送组件及出面组件,运送装置包括运输组件a及承载组件,压凹装置包括运输组件b、压凹组件及控制组件a,包馅装置包括移动组件及限位组件,揉搓装置包括运输组件c、揉搓组件及控制组件b;但是该发明在进行面团的压凹过程中,不能使面团在模具的内部均匀分布,从而使成品糕点的馅料和面料分布不均匀,从而影响糕点的口感。
8.中国专利cn 106689252 b公开了一种糕点收拢装置,具体属于糕点收拢装置,包括机架、糕点模具、水平驱动机构,所述水平驱动机构包括第一电机、第一联轴器、水平螺杆和水平螺杆连接件;所述第一电机通过第一联轴器连接所述水平螺杆,所述水平螺杆上设有两段旋向相反的螺纹,两段所述螺纹上均设有所述水平螺杆连接件,所述水平螺杆连接
件上设有通孔,所述导向横杆穿过该通孔形成滑动导向结构,每个水平螺杆连接件上设有半圆筒形的糕点收拢套;所述糕点模具设置在两块所述糕点收拢套的正下方;但是该发明在收拢过程中,会存在将空气包进面料的现象,使含料面团在后续的烘焙中,令含料面团内部的空气被加热膨胀,从而使膨胀空气挤压破糕点表皮,同时糕点面团的闭合收拢过程中,会存在闭合褶皱现象,闭合褶皱处理不平的话,也会在烘焙的过程中,使面团膨胀裂开。
技术实现要素:
9.本发明的目的是针对现有技术的不足之处,提供一种糕点自动生产系统及方法,通过将挤压成型的模具设置成活动式,避免模具在上升过程中与糕点原料粘黏,便于清理,此外进一步优化糕点面团的进料过程,确保面团在进料的过程中能够自动的挠油,避免面团堵塞在进料管里,减少油液的浪费。
10.为实现上述目的,本发明提供如下技术方案:一种糕点自动生产系统,其特征在于,包括:支架,进料单元,所述进料单元设于所述支架一侧;转接单元,所述转接单元设于所述进料单元一侧;包馅单元,所述包馅单元设于所述支架内,并与所述进料单元的输出端连通设置;传动单元,所述传动单元设于所述支架下方;以及成型单元,所述成型单元设于所述传动单元上方的一侧;所述进料单元包括:进料管,所述进料管连接在所述转接单元底部;存油机构,所述存油机构呈环状设于所述进料管外部;以及挠油机构,所述挠油机构设于所述存油机构内部;工作时,面团沿着进料单元内壁向下滑动过程中带动挠油机构转动,使得挠油机构转动将存油机构内部的油液带出与面团接触。
11.作为改进,所述包馅单元包括:支撑机构,所述支撑机构包括支撑架;动力机构,所述动力机构连接在支撑机构的一侧;以及触发机构,所述触发机构的顶部设有动力机构;往复机构,所述往复机构的内侧设有触发机构;传气机构,所述传气机构连接在触发机构的顶部;以及加工机构,所述加工机构连接在触发机构的底部;所述动力机构向下运动时,会使传气机构运动,从而使传气机构对加工机构内部进行抽气。
12.作为优选,所述动力机构包括:动力源,所述动力源连接在支撑架的顶面,所述动力源通过支架和储存仓连接;所述储存仓的内部设有推送杆,所述推送杆的表面设有螺纹片;
活动空杆,所述活动空杆连接在储存仓的底端。
13.作为改进,所述活动空杆的底部连接有打坑头,所述打坑头的外径和活动空杆的外径相同,所述打坑头的底部活动连接有半圆头,所述半圆头通过打坑头和收纳仓活动连接;所述打坑头和所述支架之间设有限位板,所述限位板的顶部均匀分布有弹柱,所述限位板通过连接细柱和触发机构连接。
14.作为改进,所述触发机构包括:套管,所述套管设置在限位板的底端,所述套管包括上下两部分,所述套管的中部开设有中空槽;底部所述套管的一侧设有进料口,所述套管的内径和活动空杆的外径相吻合,所述套管外侧的上下两部设有若干个触发曲杆;传动系统,传动系统连接在套管的外侧,上下所述套管由传动系统连接,所述传动系统的底部连接有旋转套筒,所述旋转套筒的一侧连接有闭合圆板,所述闭合圆板由内外两部分卡接。
15.作为改进,所述存油机构呈倾斜布置,其上下两侧均插有用于传输油液的联通机构。
16.作为改进,所述挠油机构设置为球状,挠油机构一侧连接有调节弹簧。
17.作为改进,所述成型单元包括:机架,其连接在所述支架底部上端,呈u型状,导向机构,所述导向机构连接在所述机架下端中间;成型模具,所述成型模具插接在所述导向机构内部;固定梁,所述固定梁连接在所述成型模具内部;以及成型板,其插接在所述成型模具内部。
18.作为改进,所述成型模具分为两段,下段设置为杯状,上段设置为圆柱状,且上段内部且位于成型板外部设有推力机构,上段外部套接有拉力机构,拉力机构上端与机架底端连接:所述成型板设置为“t”形状,成型板下端设有多个与固定梁上端孔相匹配的凸台;所述固定梁呈圆盘状,其上端内部设有多个均匀分布的孔。
19.此外,为实现上述目的,本发明还提供采用上述技术方案中所述的一种糕点自动生产系统用于生产糕点的方法,其特征在于,包括以下步骤:步骤一、将面粉原料揉成面团,然后通过转接单元导入到进料单元内部;步骤二、启动驱动机构,驱动机构带动推块沿着进料管做上下往复运动,将由转接单元进入进料单元的面团导入到进料管内部;步骤三、面团沿着进料管向下移动过程中通过与进料管内壁的挠油机构接触带动挠油机构转动,同时挠油机构被面团向外侧挤压,使得调节弹簧被压缩,油液被挠油机构带入与面团接触;步骤四、面团经过进料单元后进入包馅单元内部,此时,动力机构通过控制活动空杆来调节传气机构,使得传气机构对加工机构内部的空气进行抽取,随后动力源驱动推送杆旋转,使得储存仓内部的果料推送到打坑头内部,打坑头将果料导入到面团内部进行压实,控制包馅单元将面团包馅后,将面团传送到垫料机构上端;步骤五、垫料机构在链条的传送作用下将面团传送到导向机构下端时,升降杆带
动成型模具将垫料机构上端的面团进行挤压成型。
20.本发明的有益效果在于:(1)本发明通过面团进入进料单元内部后,挤压存油机构中的挠油机构,使油液流出,对下落过程的面团进行自动、均匀挠油,避免面团堵塞在进料管里以及面团成型时便于脱模。
21.(2)本发明通过倾斜设置的存油机构配合弹性设置的挠油机构,按需对面团进行挠油,减少油液的浪费。
22.(3)本发明通过成型板下端的凸台向下沿着固定梁向下移动,将面团挤压成型,随后成型板向上移动,成型板表面粘黏的面团在固定梁的作用下被分离,避免模具上升过程与糕点原料粘黏,便于清理。
23.(4)本发明通过软条向下运动,使翘板打压气源单元,气源单元变形向鼓动仓内部打气,挤压的气体被气管传输到往复机构内部,而活动空杆向上运动时,软条带动翘板的摆动方向和活动空杆向下运动摆动时相反,进而使气源单元提升抽气,使鼓动仓通过气管向往复机构的内部抽气,从而使面团在捏合时,减少空气的干扰。
24.(5)本发明通过储存仓内部的果料被推送到打坑头的内部,当打坑头在活动空杆向下运动对闭合半模具内部面团进行压实时,外部程序会控制半圆头从收纳仓的内部伸出,便于打坑头对面团进行压实打坑,打坑过后时,活动空杆底部的半圆头会收缩进收纳仓的内部,从而便于打坑头在打坑过后可以及时填料。
25.(6)本发明通过旋转套筒带动闭合圆板向外侧移动时,会通过联动单元带动从动柱做同步旋转运动,进而使从动柱带动摆动单元撞击推动位移柱在位移槽的内部移动,使位移柱带动其底部的半模具进行闭合,从而便于进料口对闭合模具进行传输面团。
26.综上所述,本发明具有通过将挤压成型的模具设置成活动式,避免模具在上升过程中与糕点原料粘黏,便于清理,此外进一步优化糕点面团的进料过程,确保面团在进料的过程中能够自动的挠油,避免面团堵塞在进料管里,减少油液的浪费等优点。
附图说明
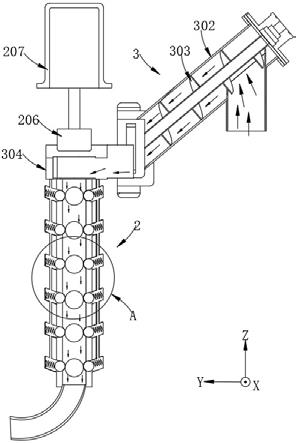
27.图1为本发明整体结构示意图;图2为本发明包馅单元正视图;图3为本发明储存仓与活动空杆的连接关系图;图4为本发明套管的内部结构图;图5为本发明套管与传动系统的连接关系图;图6为本发明在图2中b处的放大图;图7为本发明在图2中a处的放大图;图8为本发明打坑头与半模具的连接关系图;图9为本发明打坑头与半圆头的连接关系图;图10为本发明进料单元的整体结构图;图11为本发明进料单元与转接单元的整体结构示意图;图12为本发明在图11中a处的放大图;图13为本发明传动单元与成型单元的连接关系图;
图14为本发明成型单元剖视图;图15为本发明套架块与鼓动仓的连接关系图;图16为本发明在图15中d处的放大图。
28.图中;1、支架;2、进料单元;201、进料管;202、存油机构;203、挠油机构;204、调节弹簧;205、联通机构;206、推块;207、驱动机构;3、转接单元;301、存料箱;302、转料管;303、螺旋杆;4、包馅单元;401、支撑机构;4011、支撑架;402、动力机构;4021、动力源;4022、储存仓;40221、推送杆;4023、活动空杆;40231、打坑头,40232、半圆头;40233、收纳仓;4024、限位板;4025、弹柱;4026、细柱;403、触发机构;4031、套管;40311、中空槽;40312、进料口;4032、触发曲杆;4033、传动系统;40331、旋转套筒;40332、旋转杆;4033、联动单元;4034、从动柱;4035、摆动单元;4036、位移柱;4037、位移槽;405、传气机构;4051、套架块;4052、软条;4053、翘板;4054、气源单元;4055、鼓动仓;4056、气管;4061、半模具;403311、闭合圆板;404、往复机构;406、加工机构;5、传动单元;501、链条;502、垫料机构;503、转接条;504、驱动电机;6、成型单元;601、机架;602、导向机构;603、成型模具;604、固定梁;605、成型板;606、升降杆;607、拉力机构;608、推力机构。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、
“ꢀ
顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
31.实施例一如图1所示,一种糕点自动生产系统,包括:支架1,进料单元2,所述进料单元2设于所述支架1一侧;转接单元3,所述转接单元3设于所述进料单元2一侧;传动单元5,所述传动单元5设于所述支架1下方;以及成型单元6,所述成型单元6设于所述传动单元5上方的一侧;所述进料单元2包括:进料管201,所述进料管201连接在所述转接单元3底部;存油机构202,所述存油机构202呈环状设于所述进料管201外部;以及
挠油机构203,所述挠油机构203设于所述存油机构202内部;工作时,面团沿着进料单元2内壁向下滑动过程中带动挠油机构203转动,使得挠油机构203转动将存油机构202内部的油液带出与面团接触。
32.作为改进,如图2
‑
9所示,所述包馅单元4包括:支撑机构401,所述支撑机构401包括支撑架4011;动力机构402,所述动力机构402连接在支撑机构401的一侧;以及触发机构403,所述触发机构403的顶部设有动力机构402;往复机构404,所述往复机构404的内侧设有触发机构403;传气机构405,所述传气机构405连接在触发机构403的顶部;以及加工机构406,所述加工机构406连接在触发机构403的底部;所述动力机构402向下运动时,会使传气机构405运动,从而使传气机构405对加工机构406内部进行抽气。
33.作为优选的,所述传气机构405包括套架块4051,所述套架块4051通过中部开设的通孔和活动空杆4023连接,所述套架块4051的外侧设有软条4052,所述软条4052通过翘板4053和气源单元4054连接,所述气源单元4054通过鼓动仓4055和气管4056连接,其中气源单元4054优选为橡胶材料构成。
34.其中,通过将套架块4051固定到活动空杆4023的表面,当活动空杆4023向下运动时,会带动软条4052向下运动,从而使翘板4053摆动,进而使翘板4053打压气源单元4054,使气源单元4054变形向鼓动仓4055内部打气,挤压的气体被气管4056传输到往复机构404内部,而活动空杆4023向上运动时,软条4052带动翘板4053的摆动方向和活动空杆4023向下运动摆动时相反,进而使气源单元4054提升抽气,使鼓动仓4055通过气管4056向往复机构404的内部抽气,进而便于往复机构404可以使加工机构406内部的空气被抽取,从而使面团在捏合时,减少空气的干扰。
35.作为优选,所述动力机构402包括:动力源4021,所述动力源4021连接在支撑架4011的顶面,所述动力源4021通过支架1和储存仓4022连接;所述储存仓4022的内部设有推送杆40221,所述推送杆40221的表面设有螺纹片;活动空杆4023,所述活动空杆4023连接在储存仓4022的底端。作为改进,所述活动空杆4023的底部连接有打坑头40231,所述打坑头40231的外径和活动空杆4023的外径相同,所述打坑头40231的底部活动连接有半圆头40232,所述半圆头40232通过打坑头40231和收纳仓40233活动连接;所述打坑头40231和所述支架1之间设有限位板4024,所述限位板4024的顶部均匀分布有弹柱4025,所述限位板4024通过连接细柱4026和触发机构403连接。
36.其中,通过动力源4021驱动推送杆40221旋转,进而使储存仓4022内部的果料被推送到打坑头40231的内部,进而当打坑头40231在活动空杆4023向下运动对闭合半模具4061内部面团进行压实时,外部程序会控制半圆头40232从收纳仓40233的内部伸出,从而便于打坑头40231对面团进行压实打坑,打坑过后时,活动空杆4023底部的半圆头40232会收缩进收纳仓40233的内部,从而便于打坑头40231在打坑过后可以及时填料。
37.作为改进,如图6所示,所述触发机构403包括:套管4031,所述套管4031设置在限位板4024的底端,所述套管4031包括上下两部分,所述套管4031的中部开设有中空槽40311;底部所述套管4031的一侧设有进料口40312,所述套管4031的内径和活动空杆4023
的外径相吻合,所述套管4031外侧的上下两部设有若干个触发曲杆4032;传动系统4033,传动系统4033连接在套管4031的外侧,上下所述套管4031由传动系统4033连接,所述传动系统4033的底部连接有旋转套筒40331,所述旋转套筒40331的一侧连接有闭合圆板403311,所述闭合圆板403311由内外两部分卡接。
38.作为优选的,所述旋转套筒40331的底面沿套管4031的高度方向分布有旋转杆40332;所述旋转杆40332的外侧通过联动单元4033和从动柱4034连接,所述从动柱4034的表面连接有摆动单元4035,所述从动柱4034的一侧设有位移柱4036,所述位移柱4036的底部设有位移槽4037,联动单元4033优选为皮带传动,摆动单元4035优选为凸轮摆动。
39.其中,当活动空杆4023向下运动时,打坑头40231会挤压套管4031内部的触发曲杆4032,使上下触发曲杆4032带动旋转套筒40331旋转,且上下触发曲杆4032带动旋转套筒40331的旋转方向相反,进而使旋转套筒40331会带动闭合圆板403311向外侧移动,进而使打坑头40231可以穿过套管4031,从而使活动空杆4023外侧的密封圈对套管4031进行密封,从而便于减少抽气时,外部空气的进入;而旋转套筒40331带动闭合圆板403311向外侧移动时,会通过联动单元4033带动从动柱4034做同步旋转运动,进而使从动柱4034带动摆动单元4035撞击推动位移柱4036在位移槽4037的内部移动,使位移柱4036带动其底部的半模具4061进行闭合,从而便于进料口40312对闭合模具进行传输面团。
40.作为改进,所述存油机构202的呈倾斜布置,其上下两侧均插有用于传输油液的联通机构205。
41.进一步的,所述挠油机构203设置为球状,挠油机构203一侧连接有调节弹簧204。
42.需要说明的是,将存油机构202呈倾斜布置可确保在给面团供油的过程中,油液在重力的作用下自动的向下进给,防止存油机构202内部的油液排放不彻底,当面团沿着进料管201向下移动的过程中,面团带动球状的挠油机构203滚动,使得存油机构203内部的油液在挠油机构203的带动下与面团混合。
43.作为改进,所述传动单元5包括:链条501,所述链条501连接在所述支架1底部;以及垫料机构502,所述垫料机构502连接在所述链条501内部;所述垫料机构502上端呈圆盘状。
44.需要说明的是,垫料机构502在工作过程中通过与成型模具603相互配合,使得垫料机构502上端的面团被挤压成型,在工作时,驱动电机504通过转接条503带动链条501转动,链条501带动垫料机构502转动,使得垫料机构502将面团带动到成型单元6处进行轮流成型。
45.作为改进,如图14所示,所述成型单元6包括:机架601,其连接在所述支架1底部上端,呈u型状,导向机构602,所述导向机构602连接在所述机架601下端中间;成型模具603,所述成型模具603插接在所述导向机构602内部;固定梁604,所述固定梁604连接在所述成型模具603内部;以及成型板605,其插接在所述成型模具603内部。
46.进一步的,所述固定梁604呈圆盘状,其上端内部设有多个均匀分布的孔。
47.更进一步的,所述成型板605设置为“t”形状,成型板605下端设有多个与固定梁604上端孔相匹配的凸台。
48.其中,所述成型模具603分为两段,下段设置为杯状,上段设置为圆柱状,且上段内部且位于成型板605外部设有推力机构608,上段外部套接有拉力机构607,拉力机构607上端与机架601底端连接。
49.需要说明的是,当链条501通过垫料机构502将面团带动到成型模具603正下方时,升降杆606在驱动件的作用下带动成型板605向下移动,使得成型板605下端的凸台通过固定梁604内部的孔,同时成型板605通过向下挤压固定梁604,固定梁604带动成型模具603向下移动,将垫料机构603上端的面团挤压成型,随后驱动件通过升降杆606带动成型板605向上移动,使得成型板605下端的凸台脱离固定梁604内部的孔,此时糕点上端的花纹图案已经被成型板605下端的凸台印制完成,成型板605表面粘黏的面团在固定梁604作用下被分离,随着成型板605进一步向上移动,成型板605带动成型模具603向上移动,使得成型模具603与垫料机构502分离,糕点加工完成。
50.作为优选,所述支架1内部设置有包馅单元4,包馅单元4内部一侧与所述进料管201底部连接,包馅单元4下端与所述传动单元5对接。
51.在本实施例中,面团在存料箱301内部被旋转的螺旋杆303带到推块206下方,推块206将面团推入到进料单元2内部,将存油机构202呈倾斜布置可确保在给面团供油的过程中,油液在重力的作用下自动的向下进给,防止存油机构202内部的油液排放不彻底,当面团沿着进料管201向下移动的过程中,面团带动球状的挠油机构203滚动,使得存油机构203内部的油液在挠油机构203的带动下与面团混合,从而达到了面团在进料过程中能够自动的挠油,避免面团堵塞在进料管里,减少油液的浪费的效果;此外,当链条501通过垫料机构502将面团带动到成型模具603正下方时,升降杆606在驱动件的作用下带动成型板605向下移动,使得成型板605下端的凸台通过固定梁604内部的孔,同时成型板605通过向下挤压固定梁604,固定梁604带动成型模具603向下移动,将垫料机构603上端的面团挤压成型,随后驱动件通过升降杆606带动成型板605向上移动,使得成型板605下端的凸台脱离固定梁604内部的孔,此时糕点上端的花纹图案已经被成型板605下端的凸台印制完成,成型板605表面粘黏的面团在固定梁604作用下被分离,随着成型板605进一步向上移动,成型板605带动成型模具603向上移动,使得成型模具603与垫料机构502分离,糕点加工完成,从而达到了通过将挤压成型的模具设置成活动式,避免模具在上升过程中与糕点原料粘黏,便于清理的效果。
52.实施例二为采用上述实施例一技术方案中所述的一种糕点自动生产系统用于生产糕点的方法,包括以下步骤,步骤一、将面粉原料揉成面团,然后通过转接单元3导入到进料单元2内部;步骤二、启动驱动机构207,驱动机构207带动推块206沿着进料管201做上下往复运动,将由转接单元3进入进料单元2的面团导入到进料管201内部;步骤三、面团沿着进料管201向下移动过程中通过与进料管201内壁的挠油机构203接触带动挠油机构203转动,同时挠油机构203被面团向外侧挤压,使得调节弹簧被压
缩,油液被挠油机构203带入与面团接触;步骤四、面团经过进料单元2后进入包馅单元4内部,此时,动力机构402通过控制活动空杆4023来调节传气机构405,使得传气机构405对加工机构406内部的空气进行抽取,随后动力源4021驱动推送杆40221旋转,使得储存仓4022内部的果料推送到打坑头40231内部,打坑头40231将果料导入到面团内部进行压实,控制包馅单元4将面团包馅后,将面团传送到垫料机构502上端;步骤五、垫料机构502在链条501的传送作用下将面团传送到导向机构602下端时,升降杆606带动成型模具603将垫料机构502上端的面团进行挤压成型。
53.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1