一种勺形糖成型机的制作方法
1.本发明涉及一种勺形糖成型机,具体说是一种勺形糖连续自动成型设备,属于糖果成型机械技术领域。
背景技术:
2.勺形糖为最近流行的一种休闲食品,主要用于咖啡等需要加糖的饮料在饮用时使用;用此类勺形糖对饮品进行搅拌,根据个人口味进行精确调整甜度。传统的勺状造型糖一般是利用手工制作而成的,在制作工程中,首先需要将糖热熔化,等其中的气泡消失后,将熔化的裁切好的糖条放入在事先准备好的模具中,定型后再从模具中取出来包装,即可进行销售。传统的手工作坊一般难以满足市场的需求,要想大量的生产,需要大批的作业人员。随着近年来人工费用的不断上涨,手工作业生产的成本越来越高,手工作坊生产此类勺形糖的利润空间越来越小,而且手工作业生产的产品形状难以准确控制,产品一致性较差;因此如何才能进行批量生产,产品一致性高,满足市场需要,是此类勺形糖加工生产面临的一个课题。
技术实现要素:
3.本发明所要解决的技术问题是,克服现有技术的缺点,提供一种勺形糖连续自动成型设备,通过连续制作的压辊成型结构和模具的配合,提高勺形糖产品的市场效率和产品一致性。
4.为了解决以上技术问题,本发明提供一种勺形糖成型机,包括糖坯输送机构、同步成型机构、转盘整形机构以及卸料输送机构,所述转盘整形机构为周向均匀布置勺形糖模具的转盘,所述转盘通过主轴驱动并安装在支架上,由动力机构带动主轴使转盘转动,所述转盘的勺形糖模具上沿周向设有压延硅胶滚轮,在所述勺形糖模具设有产品提升机构;所述糖坯输送机构布设在转盘整形机构的转盘切线方向,由糖料裁切机构将搓条的糖坯定长切断,通过传输带将切断的糖坯逐个传输至所述转盘整形机构的勺形糖模具内;所述同步成型机构设置在所述转盘一侧,所述同步成型机构具有与所述转盘同步的碾轮,通过凸轮同步传动装置带动所述碾轮对转盘勺形糖模具内的糖坯进行碾压成型,再由所述勺形糖模具内的产品提升机构将碾压成型的勺形糖逐级提升,由设置在勺形糖模具上的所述压延硅胶滚轮进行整形压延;所述卸料输送机构设置在所述转盘整形机构的另一侧与所述同步成型机构相对,所述卸料输送机构由拨料轮和刮板组成,所述拨料轮布置在产品提升机构处于最高点出时勺形糖模具的位置上方,所述刮板设置在所述拨料轮的外侧,所述刮板具有斜口将勺形糖导向至传输带;所述主轴内穿设二级轴,所述二级轴顶部安装的皮带轮经皮带与所述拨料轮相连,由所述二级轴带动所述拨料轮与转盘运动方向进行同向转动。
5.本发明进一步限定的技术方案是:前述的勺形糖成型机,所述同步成型机构包括凸轮单元、压辊单元以及转向传动单元,所述转向传动单元将来自所述动力机构水平方向动力转换为竖直方向动力驱动所述凸轮单元上的凸轮转轴,所述凸轮转轴上设有凸轮和第一传动齿轮,所述凸轮上方设有通过销轴定位且与所述凸轮匹配运动的摆臂,所述摆臂一端由拉杆连接所述压辊单元,摆臂的另一端设有从动轴承;所述压辊单元通过压辊销轴定位,所述压辊销轴上设有压辊臂、第二齿轮和压辊传动齿轮,所述压辊臂通过轴承安装在所述压辊销轴上,压辊臂的一端与所述摆臂上的拉杆相连,所述压辊臂的另一端安装带驱动链轮的碾轮,所述带驱动链轮的碾轮通过链条与所述压辊传动齿轮相连,所述压辊销轴上第二齿轮通过链条与所述第一传动齿轮相连;所述压辊臂安装碾轮的一端设有复位弹簧,所述复位弹簧与所述拉杆沿所述压辊销轴对称设置且作用力方向相同。
6.本发明通过同步成型机构实现模具连续运转与糖坯碾压成型同步完成,当携带糖坯的模具到达碾轮位置时,凸轮单元处于非受力状态,碾轮在复位弹簧的拉力下实现对模具内的糖坯进行成型,本发明的碾轮是在链轮的驱动下主动运转,且碾轮的转速与转盘运转的转速存在速度差,从而能够将碾轮设有的下压力施加到勺形糖模具内,利于糖坯的成型。当碾轮到达勺形糖模具的末端时,由于收到凸轮拉力的作用,碾轮在拉杆的作用下离开模具,成型的糖坯进入后续的压延硅胶滚轮进行整形压延。
7.前述的勺形糖成型机,所述产品提升机构包括成型凸轮、升模单元以及退模单元,所述成型凸轮布设在所述转盘勺形糖模具下方的支架上,所述成型凸轮的起点为所述碾轮压糖成型点,所述成型凸轮的终点为勺形糖出料点;所述升模单元包括冲杆座、冲杆、滚子接头、限位销以及滑槽杆,所述冲杆座安装在勺形糖模具下方的转盘上,所述冲杆套接在在所述冲杆座内,所述冲杆的顶端固定安装勺形糖模具的下模,所述冲杆下端安装所述滚子接头,在所述滚子接头上通过所述限位销安装行走轴承,所述行走轴承在所述成型凸轮上沿轴向转动,所述限位销轴一端延伸在所述滑槽杆的滑槽内,所述限位销轴的另一端安装横滚轴承;所述退模单元包括退模挡板和归位挡板,所述退模挡板设置在成型凸轮出糖点的外侧,所述横滚轴承与所述退模挡板接触后,将所述升模单元下落使所述勺形糖模具的下模下落,在勺形糖出料后所述升模单元接触所述成型凸轮前,所述横滚轴承前进方向的侧面设置所述归位挡板,以确认所述勺形糖模具的下模处于模具内的最低点。
8.本发明的成型凸轮在所述转盘下折弯成与转盘弧度匹配的圆弧状,所述成型凸轮展开后呈长条状结构,其高度从起点逐渐升高,到达设计成型上顶点后保持高度一段后,所述长条状结构的高度迅速下降后到达回落脱模点后再逐渐升高到达出糖点后保持高度,直至成型凸轮的终点。
9.在产品提升机构内,成型后的糖坯在成型凸轮和升模单元配合下在模具内逐渐提升高度,以适应压延硅胶滚轮的逐级压延,提升过程不需要任何外力驱动,仅仅依靠成型凸轮高度的变化来实现,在提升的后端依靠凸轮高度的突跃带动升模单元的震动,达到将勺形糖与模具分离的目的。在该机构中还设有退模单元,保证了升模单元在高速运转过程中,模具能够准确到达其所在位置,实现生产连续准确运转,减少残次品。
10.前述的勺形糖成型机,在所述转盘上方设有成型架,所述成型架上间隔布设所述压延硅胶滚轮,所述压延硅胶滚轮包括成型摇臂、硅胶轮、延压弹簧以及成型连接座,所述成型连接座安装在所述成型架的下方,所述成型摇臂一端通过销轴连接在所述成型连接座
上,所述成型摇臂另一端通过延压弹簧与所述成型架相连,所述硅胶轮安装在所述成型摇臂上,所述硅胶轮行走轨迹与勺形糖模具行走轨迹重合。在转盘上设置的多个压延硅胶滚轮,使勺形糖能够在转盘转动时逐渐成型,通过硅胶轮的延伸性,使其能够在外压力的作用下进入模具内对勺形糖进行整形延压,多级延压以确保产品形状一致性。
11.前述的勺形糖成型机,所述碾轮前后均设有所述压延硅胶滚轮,所述碾轮前后设置所述压延硅胶滚轮间距小于两倍勺形糖长度。这样就可以使得碾轮进入模具内进行碾压成型时,前端的压延硅胶滚轮压住勺形糖的一端,当模具即将离开模具时,后端的压延硅胶滚轮压住勺形糖的末端,保证勺形糖始终均匀受力,避免产品因受力不均造成变形或产品破碎。
12.前述的勺形糖成型机,所述动力机构由电机驱动的蜗轮蜗杆减速机构成,所述蜗轮蜗杆减速机驱动齿轮带动所述主轴转动,所述二级轴由所述蜗轮蜗杆减速机驱动链轮链条运转。本发明结构的动力机构均由一个动力单元输出,通过齿轮和链轮的传动,实现整套设备的同步运转,设备传动线路清晰,大大降低了设备的故障率,方便设备检修和维护。
13.前述的勺形糖成型机,所述转盘勺形糖模具装入糖坯处设有入位拨盘,所述入位拨盘外延设有至少三个入位拨齿,所述入位拨盘由动力机构驱动与所述转盘同向运转。当设备的转盘在高速运转时,糖坯不能保证均能准确的落入模具内,这样通过入位拨盘的拨齿协助,就能时没有准确进入模具内的糖坯进入模具内,提高设备运转的可靠性,减少设备的空转率。
14.前述的勺形糖成型机,所述转盘勺形糖模具勺形糖出料后的模具上设有铲糖板,所述铲糖板通过安装座固定设置在所述勺形糖模具表面,本发明的铲糖板采用纯铜材质,这样既能保护模具的表面不受磨损,还能保证铲除糖屑的效果。能够及时清除勺形糖卸料后残留在模具周围的糖屑,防止残留的糖屑影响后续勺形糖成型效果。
15.进一步的,前述的勺形糖成型机,所述转盘整形机构的勺形糖模具内设有预加热装置。设备在运转前,先通过预加热装置对模具整体进行预热,能够有效避免设备在运转初期因整体设备温度低,糖坯进入模具后快速降温,无法使糖坯成型的缺点,提高设备的生产效率,减少勺形糖的次品率。
16.本发明的有益效果是:本发明通过结构的改进,克服了传统手工制作勺形糖产品外形不一致,生产效率低下的问题。通过在转盘上均匀布设的模具,结合同步成型机构和整形机构的作用,能够实现勺形糖的连续稳定生产,大大降低人工劳动强度。此外由于本技术方案结构设计新颖,传动动力依靠一套动力系统即可满足整套设备的运转需求,简化了设备的动力控制系统和状态检测系统,纯机械结构设计,方便后续的检修维护,提升了设备的可靠性。
附图说明
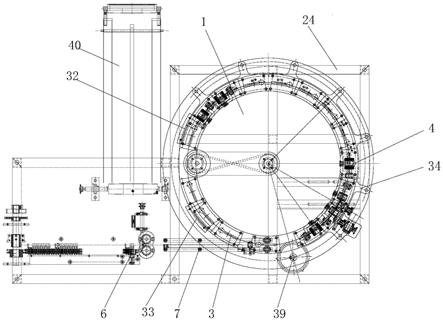
17.图1为本发明结构示意图。
18.图2为本发明结构侧面剖视图。
19.图3为本发明转盘整形机构俯视图。
20.图4为本发明卸料输送机构示意图。
21.图5为本发明成型凸轮布置示意图。
22.图6为本发明成型凸轮展开示意图。
23.图7为本发明同步成型机构示意图。
24.图8为图7的侧面剖视图。
25.图9为本发明产品提升机构结构示意图。
26.图10为本发明成型架结构示意图。
27.图11为本发明压延硅胶滚轮结构示意图。
28.图12为图11剖面示意图。
29.图13为本发明勺形糖模具的下模示意图。
30.图14为本发明下模剖视图。
具体实施方式
31.本实施例提供的一种勺形糖成型机,结构如图1-14所示,包括糖坯输送机构、同步成型机构、转盘整形机构以及卸料输送机构,转盘整形机构为周向均匀布置勺形糖模具3的转盘1,转盘通过主轴2驱动并安装在支架24上,由动力机构驱动带动主轴使转盘1转动,转盘的勺形糖模具3上沿周向设有压延硅胶滚轮4,在勺形糖模具3内设有产品提升机构;动力机构由电机驱动的蜗轮蜗杆减速机5构成,蜗轮蜗杆减速机5驱动齿轮带动主轴2转动,转盘整形机构的勺形糖模具3内设有预加热装置;糖坯输送机构布设在转盘整形机构的转盘切线方向,由糖料裁切机构6将搓条的糖坯定长切断,通过坯料传输带7将切断的糖坯逐个传输至转盘整形机构的勺形糖模具3内;同步成型机构设置在转盘一侧,同步成型机构具有与转盘同步的碾轮8,通过凸轮同步传动装置带动碾轮对转盘勺形糖模具3内的糖坯进行碾压成型,再由勺形糖模具内的产品提升机构将碾压成型的勺形糖逐级提升,由设置在勺形糖模具上的压延硅胶滚轮4进行整形压延;卸料输送机构设置在转盘整形机构的另一侧与同步成型机构相对,卸料输送机构由拨料轮9和刮板10组成,拨料轮9布置在产品提升机构处于最高点出时勺形糖模具的位置上方,刮板10设置在拨料轮9的外侧,刮板具有斜口将勺形糖导向至传输带40;主轴2内穿设二级轴11,二级轴11顶部安装的皮带轮经皮带41与拨料轮9相连,由二级轴11带动拨料轮9与转盘运动方向进行同向转动,二级轴11由蜗轮蜗杆减速机5驱动链轮链条运转。
32.本实施例的同步成型机构包括凸轮单元、压辊单元以及转向传动单元,转向传动单元将来自动力机构水平方向动力转换为竖直方向动力驱动凸轮单元上的凸轮转轴12,凸轮转轴12上设有凸轮13和第一传动齿轮14,凸轮13上方设有通过销轴定位且与凸轮匹配运动的摆臂15,摆臂15一端由拉杆16连接压辊单元,摆臂15的另一端设有从动轴承17;压辊单元通过压辊销轴18定位,压辊销轴18上设有压辊臂19、第二齿轮20和压辊传动齿轮21,压辊臂19通过轴承安装在压辊销轴18上,压辊臂19的一端与摆臂上的拉杆16相连,压辊臂19的另一端安装带驱动链轮的碾轮8,带驱动链轮的碾轮8通过链条与压辊传动齿轮21相连,压辊销轴18上第二齿轮20通过链条与第一传动齿轮14相连;压辊臂安装碾轮的一端设有复位弹簧22,复位弹簧22与拉杆16沿压辊销轴对称设置且作用力方向相同。
33.产品提升机构包括成型凸轮23、升模单元以及退模单元,成型凸轮23布设在转盘勺形糖模具下方的支架24上,成型凸轮23的起点为碾轮压糖成型点,成型凸轮的终点为勺形糖出料点;升模单元包括冲杆座25、冲杆26、滚子接头27、限位销28以及滑槽杆29,冲杆座25安装在勺形糖模具下方的转盘上,冲杆26套接在在冲杆座25内,冲杆26的顶端固定安装勺形糖模具的下模30,冲杆下端安装滚子接头27,在滚子接头27上通过限位销28安装行走轴承,行走轴承在成型凸轮23上沿轴向转动,限位销轴28一端延伸在滑槽杆29的滑槽内,限位销轴28的另一端安装横滚轴承31;退模单元包括退模挡板32和归位挡板33,退模挡板设置在成型凸轮出糖点的外侧,横滚轴承与退模挡板接触后,将升模单元下落使勺形糖模具的下模下落,在勺形糖出料后升模单元接触成型凸轮前,横滚轴承31前进方向的侧面设置归位挡板,以确认勺形糖模具的下模处于模具内的最低点。
34.本实施例在转盘上方设有成型架34,成型架上间隔布设压延硅胶滚轮4,压延硅胶滚轮4包括成型摇臂35、硅胶轮36、延压弹簧37以及成型连接座38,成型连接座38安装在成型架34的下方,成型摇臂35一端通过销轴连接在成型连接座38上,成型摇臂另一端通过延压弹簧37与成型架相连,硅胶轮36安装在成型摇臂上,硅胶轮行走轨迹与勺形糖模具3行走轨迹重合;碾轮8前后均设有压延硅胶滚轮4,碾轮前后设置压延硅胶滚轮间距小于两倍勺形糖长度。
35.本实施例转盘勺形糖模具装入糖坯处设有入位拨盘39,入位拨盘外延设有至少三个入位拨齿,入位拨盘由动力机构驱动与转盘同向运转。转盘勺形糖模具勺形糖出料后的模具上设有铲糖板,铲糖板通过安装座固定设置在勺形糖模具表面。
36.本实施例的成型凸轮在转盘下折弯成与转盘弧度匹配的圆弧状,成型凸轮展开后呈长条状结构,如图5所示,圆弧状的起点为坐标轴335
°
处,其高度从335
°
的起点逐渐升高,到达120
°
处设计成型上顶点后保持高度一段后到达位于150
°
的下模回落脱模点,此时长条状结构的高度迅速下降后到达154
°
处回落脱模点后再逐渐升高到达165
°
出糖点后保持高度,直至到达195
°
成型凸轮的终点。
37.本实施例的工作过程,首先糖坯输送机构布设在转盘整形机构的转盘切线方向,由糖料裁切机构将搓条的糖坯定长切断,通过传输带将切断的糖坯逐个传输至转盘整形机构的勺形糖模具内;糖坯落入勺形糖模具内,并由入位拨盘拨动确保糖坯进入模具的凹槽内,随着模具转盘转动到同步成型机构的工位,通过同步碾轮对糖坯进行碾压成型,在成型过程中由位于碾轮两端的压延硅胶滚轮对糖坯进行限位,防止碾压成型过程中糖坯翘起,影响最终成型效果,糖坯在碾轮的作用下在模具内初步成型;随后同步成型机构的碾轮抬起,模具内的糖坯进入转盘整形机构,通过压延硅胶滚轮和产品提升机构的逐级作用,将糖坯进行进一步的整形,整形后的勺形糖进入卸料输送机构由拨料盘将成品送入传输带,即完成整个勺形糖的成型制作过程。
38.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1