一种鱼竹轮成型装置的制作方法
1.本发明涉及食品生产设备技术领域,特别涉及一种鱼竹轮成型装置。
背景技术:
2.鱼竹轮是一种空心为圆柱状,直径2~4厘米,头尾浅黄色,中间棕色,有皱纹状表面,像被烧烤过一般的鱼糜制品,而且根据不同地域,使用的鱼糜和制作形式及味道亦尽不相同,因此也呈现出竹轮产品的丰富多样性。竹轮以其鲜嫩爽滑、鲜味十足、营养丰富,可煎、炸、煮等特性而越来越受消费者的欢迎。
3.目前,大多数鱼竹轮的成型方式是在料斗的下方采用5~7条尼龙辊按顺时针方向旋转,经过旋转带出鱼糜原料,挤出成片,再绕一根铁杆裹卷成型,然后将一根根成型的竹轮杆按顺序放在烤竹轮机的架子上烘烤后,再通过人工卸料的方式将鱼竹轮从铁杆上卸下,该生产方式费时费力、劳力需求量大,效率低下,且在鱼竹轮成型时,不能定量进行给料,导致鱼竹轮重量、大小规格不同,因此容易造成产品克重偏大,外形不一致,产品次品率过高等问题。
技术实现要素:
4.本发明所要解决的技术问题在于,提供一种鱼竹轮成型装置。
5.为达到上述目的,本发明公开了一种鱼竹轮成型装置,包括:
6.机架;
7.定量送料机构,所述定量送料机构包括模具滚轮、若干定量装置及与所述若干定量装置相对应的顶出机构,所述模具滚轮转动设置于所述机架一侧的上方,所述若干定量装置嵌设于所述模具滚轮的外周,所述若干顶出机构设置于所述模具滚轮内,所述顶出机构随模具滚轮转动间歇运动将所述若干定量装置内的鱼糜块顶出至所述成型卷料机构上;
8.成型卷料机构,所述成型卷料机构包括成型卷料辊及分别设置于所述成型卷料辊两侧的输送导链,所述成型卷料辊转动设置于所述机架内,所述输送导链张紧于所述成型卷料辊两侧;
9.钢条输送装置,所述钢条输送装置设置于所述模具滚轮和所述成型卷料辊之间的下方;
10.钢条压紧装置,所述钢条压紧装置沿钢条的输送方向转动设置于所述钢条支撑轮上方;
11.所述钢条输送装置将钢条输送至所述模具滚轮和所成型卷料辊相切处,通过所述输送导链承接自所述钢条输送装置掉落的钢条并带动所述钢条向前输送,同时钢条上黏附自所述定量装置顶出的鱼糜浆料,所述钢条压紧装置将钢条压紧于所述成型卷料辊上,并带动钢条与所述成型卷料辊做相反方向旋转,完成鱼竹轮成型动作。
12.进一步的,所述定量送料机构还包括送料支撑框架、一对撵料辊、一对凸轮机构,所述送料支撑框架设置于所述机架的上方,所述一对撵料辊并列设置于所述送料支撑框架
内的上部,所述一对撵料辊之间通过齿轮机构同步转动,所述齿轮机构与所述模具滚轮传动连接,所述模具滚轮设置于所述一对撵料辊的下方,所述一对凸轮分别设置于所述模具滚轮内两侧,所述模具滚轮通过第一旋转驱动装置驱动转动并联动所述一对撵料辊,同时带动所述顶出机构沿所述凸轮机构周期性转动;
13.所述一对撵料辊的上方设置有进料料斗。
14.进一步的,所述模具滚轮的两侧分别设置有第一工作凹腔、第二工作凹腔,所述模具滚轮的外周周向间隔设置有若干安装通槽,所述若干安装通槽与所述第一工作凹腔、所述第二工作凹腔相通,所述模具滚轮的中部固接有动力轴,所述一对凸轮机构分别设置于所述动力轴外周的两侧,所述一对凸轮机构分别位于所述第一工作凹腔、所述第二工作凹腔内;
15.所述定量装置包括成型模具、限位装置,所述成型模具设置于所述安装通槽内,所述限位装置设置于所述顶出机构下方,所述成型模具上间隔设置有若干成型孔洞;
16.所述顶出机构包括第一推板、第二推板、第一伸缩装置、第二伸缩装置,所述成型模具的底面上设置有第一凹位、第二凹位,所述第一推板、所述第二推板设置于所述第一凹位、所述第二凹位内,所述第一推板、所述第二推板的顶面设置有与所述若干成型孔洞相对应的若干推料块,所述第一伸缩装置、所述第二伸缩装置分别设置于所述第一推板、所述第二推板的底面;
17.所述第一伸缩装置包括固定座、活动座、压缩弹簧、滚动轴承,所述固定座设置于所述成型模具的底面,所述活动座设置于所述固定座的下方,所述压缩弹簧设置于所述固定座和所述活动座之间,所述滚动轴承设置于所述活动座的底面,所述滚动轴承绕凸轮机构旋转;
18.所述活动座顶面与所述第一推板之间通过联动杆相互连接。
19.进一步的,限位装置包括第一限位块、第二限位块、第一支撑连接块、第二支撑连接块,所述第一支撑连接块、所述第二支撑连接块分别设置于所述成型模具下方的两侧,所述第一支撑连接块的顶面设置有第一连接通槽,所述第一限位块设置于所述成型模具的底面和所述第一连接通槽之间;
20.第二支撑连接块的整体结构与第一支撑连接块一致,第二限位块与第二支撑连接块的连接结构与第一限位块一致。
21.进一步的,所述凸轮机构包括盘形凸轮、凸轮调节片、变径调节装置,所述盘形凸轮的中部穿设于所述动力轴的外周上,所述盘形凸轮的最高点与所述成型卷料机构相对,所述盘形凸轮的表面设置有调节凹位,所述调节凹位内的一侧与所述盘形凸轮的外侧壁相通,所述凸轮调节片转动设置于所述调节凹位内,所述凸轮调节片的一侧设置于所述调节凹位的缺口处,所述变径调节装置设置于所述送料支撑框架长度方向的侧面上,通过所述变径调节装置带动所述凸轮调节片在所述调节凹位做弧线运动,从而改变所述盘形凸轮的直径大小。
22.进一步的,所述变径调节装置包括固定连接板、调节片连接杆、刻度盘、调节把手,所述固定连接板设置于所述送料支撑框架长度方向侧壁的,所述固定连接板的中部与所述动力轴的外周转动连接,所述调节凹位与所述固定连接板之间通过一对连接杆相互连接,所述凸轮调节片的下部与所述调节凹位之间通过第一连接轴相互连接,所述凸轮调节片以
所述第一连接轴为中心在所述调节凹位内做弧线运动;
23.所述刻度盘与所述送料支撑框架长度方向侧壁上的一侧相对设置,所述调节把手倾斜设置于所述刻度盘和所述固定连接板之间,所述调节把手更高一端的表面设置有与所述刻度盘相对应的指针,所述刻度盘的表面下部设置有第一弧形槽,所述调节把手与所述第一弧形槽之间通过第二连接轴相互连接;
24.所述固定连接板前侧面上部设置有第二弧形槽,所述调节把手更底一端的表面设置有与所述第二弧形通槽相对应的第一条形通槽,所述调节片连接杆的一端与所述凸轮调节片的上部固接,所述调节片连接杆另一端的端部穿过所述第二弧形槽穿设于所述第一条形通槽内;
25.所述调节把手更底一端的后侧面和所述固定连接板的前侧面之间设置有调节连接片,所述的一侧固定设置于所述调节片连接杆另一端的外周,所述连接片的前侧面设置有第二条形通槽,所述调节把手更底一端的前侧面和所述固定连接板之间设置有第三连接轴,所述第三连接轴的一端穿过所述调节把手、所述第二条形通槽与所述固定连接板的前侧面螺纹连接。
26.进一步的,所述钢条输送装置包括一对上导向条形板、下导向板、分拨转轴、一对钢条输送卡轮,所述一对上导向条形板倾斜设置于所述送料支撑框架长度方向两侧的下部,所述下导向板倾斜设置于所述一对上导向条形板之间的下方,所述一对上导向条形板与所述下导向板之间形成供钢条通过的钢条输送通道;
27.所述分拨转轴转动设置于一对上导向条形板更高一端,所述分拨转轴上周向间隔设置有若干分拨叶片,所述分拨转轴通过第二旋转驱动装置驱动转动;
28.所述一对钢条输送卡轮转动设置于所述钢条输送通道的末端和成型卷料机构之间,所述钢条输送卡轮的外周周向间隔设置有若干容置凹槽。
29.进一步的,所述成型卷料机构还包括设置于所述成型卷料辊两侧的钢条支撑轮、导链轮,所述钢条支撑轮固定设置于所述成型卷料辊两端的传动轴上,所述导链轮分别固定设置于所述成型卷料辊两端的传动轴上,所述钢条支撑轮与所述成型卷料辊的侧面接近,所述输送导链张紧于所述导链轮上,所述成型卷料辊通过第四旋转驱动装置驱动转动,所述成型卷料辊的外周上周向设置有若干卷料凹槽,所述若干卷料凹槽与所述若干成型孔洞相对,所述卷料凹槽内贴覆有防滑胶条;
30.所述输送导链上周向设置有若干倒钩,所述若干倒钩间隔设置;
31.进一步的,所述成型卷料辊和所述模具滚轮相切处设置有刮料组件,所述刮料组件包括钢丝线、n形支撑架,所述n形支撑架倾斜设置于所述送料支撑框架与所述成型卷料辊相邻的一侧上,所述n形支撑架的开口处为所述n形支撑架更低一端,所述钢丝线设置于所述n形支撑架的开口处,所述钢丝线与所述模具滚轮的外周接近。
32.进一步的,所述钢条压紧装置包括第一转动轴、第二转动轴、第一压紧模块、第二压紧模块,所述第一转动轴转动设置于机架的一侧,所述第一转动轴通过第五旋转驱动装置驱动转动,所述第二转动轴转动设置于成型卷料辊的上方,第二转动轴的两端与机架的顶面之间设置有张紧调节装置;
33.第一压紧模块包括压紧皮带、第一皮带张紧轮、第二皮带张紧轮、第三皮带张紧轮,所述第一皮带张紧轮固定设置于所述第一转动轴外周的一侧,所述第二皮带张紧轮固
定设置于所述第二转动轴外周的一侧,所述第三皮带张紧轮固定设置于所述送料支撑框架长度方向一侧的下部,所述第一皮带张紧轮、第二皮带张紧轮、第三皮带张紧轮均与所述钢条支撑轮相对,所述压紧皮带张紧于所述第一皮带张紧轮、第二皮带张紧轮、第三皮带张紧轮上;
34.张紧调节装置包括调节杆、调节座,所述调节座固定设置于所述机架的顶面上,所述调节座上垂直设置有调节通槽,所述第二转动轴一端的端部设置有轴承座,所述轴承座的一侧设置有与所述调节通槽相对应的滑块,,所述滑块滑动设置于所述调节通槽内,所述调节杆的一端与所述滑块转动连接,所述调节杆的外周上部与所述调节座的顶部螺纹连接。
35.相比于现有技术,本发明的有益效果在于:
36.1、改变原需要依靠人工辅助制作鱼竹轮的落后生产方式,节省辅助生产人员和提高生产效率。
37.2、通过成型模具实现定量给料。
38.3、通过盘形凸轮的轮廓变化,带动伸缩装置顶动推料块逐步顶起成型孔洞内的鱼糜块,并在达到指定位置时,将鱼糜块完全顶出,实现自动出料。
39.4、通过在成型卷料辊上设置卷料凹槽,以及在卷料凹槽内贴覆防滑橡胶条,可以增强卷料凹槽与钢条上的鱼糜的摩擦力,使鱼竹轮的卷起成型效果更好。
40.5、通过钢条压紧装置将钢条压紧于钢条撑轮上,使钢条在转动过程中能保持位置固定,不会发生偏移。
41.6,通过设置钢条输送装置设置钢条在本装置内上的全自动输送,保证生产效率。
附图说明
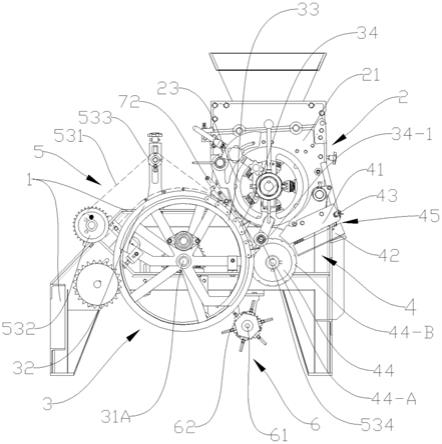
42.图1为本发明整体结构侧面示意图;
43.图2为本发明整体结构立体示意图;
44.图3为本发明定量送料机构的整体结构侧面示意图;
45.图4为本发明定量送料机构的整体结构立体示意图;
46.图5为本发明模具滚轮的立体示意图;
47.图6为本发明若干定量装置的竖直截面剖视图;
48.图7为本发明若干定量装置的整体结构立体示意图;
49.图8为本发明凸轮机构在送料支撑框架上的立体示意图;
50.图9为本发明凸轮机构的整体结构立体示意图;
51.图10为本发明分拨转轴的侧面示意图;
52.图11为本发明成型卷料机构的俯视图;
53.图12为图2的a部放大示意图;
54.图13为本发明刮料组件的整体结构立体示意图。
具体实施方式
55.为使本发明的目的、技术方案和优点更加清楚,下面将结合图1-图13的附图对本发明作进一步地详细描述。
56.参照图1、图2所示,一种鱼竹轮成型装置,包括机架1、定量送料机构2、成型卷料机构3、钢条输送装置4、钢条压紧装置5、表面余料清理装置6,定量送料机构2设置于机架1内一侧的上部,成型卷料机构3设置于机架1内另一侧,定量送料机构2和成型卷料机构3上下错开设置,钢条输送装置4设置于定量送料机构2的下方,钢条压紧装置5设置于成型卷料机构3上方,表面余料清理装置6设置于成型卷料机构3一侧的下部。
57.再结合图3、图4所示,定量送料机构2包括送料支撑框架21、一对撵料辊 22、模具滚轮23、若干定量装置24、一对凸轮机构25、第一旋转驱动装置26,送料支撑框架21固接于机架1的顶面,一对撵料辊22并列设置于送料支撑框架 21内的上部,模具滚轮23转动设置于送料支撑框架21内的中部,位于一对撵料辊22的下方,若干定量装置24周向间隔设置于模具滚轮23的外周。一对撵料辊22与模具滚轮23之间通过链条链轮传动连接。第一旋转驱动装置26驱动模具滚轮23转动并联动一对撵料辊22同步相向转动。
58.一对撵料辊22之间通过齿轮机构传动连接,齿轮机构与一对撵料辊22的连接结构为现有公知技术,此处不再阐述。
59.参照图2所示,一对撵料辊22的上方设置有进料斗27,进料斗27的底部与送料支撑框架21的顶部固接。
60.参照图3、图5所示,模具滚轮23的两侧分别向内设置有第一工作凹腔231、第二工作凹腔232。模具滚轮23的外周周向间隔设置有若干安装通槽233,若干安装通槽233内的底面与第一工作凹腔231、第二工作凹腔232相通。若干定量装置24分别设置于若干安装通槽233内。
61.本实施例若干安装通槽233的数量与若干定量装置24相对应。
62.再结合图3、图4所示,模具滚轮23内穿设有动力轴234,动力轴234外周的中部与模具滚轮23固接,动力轴234两端的端部穿过送料支撑框架21设置于机架1的上方,动力轴234两端的端部与机架1顶面长度方向的两侧之间通过轴承座相互连接。一对凸轮机构25分别设置于动力轴234外周的两侧,且分别位于第一工作凹腔231、第二工作凹腔232内。
63.参照图3、图6、图7所示,定量装置24包括成型模具241、顶出机构242、限位装置243,成型模具241固接于安装通槽233内,顶出机构242设置于成型模具241下方和凸轮机构25之间,限位装置243设置于顶出机构242下方。
64.本实施例成型模具241的顶面呈与模具滚轮23外周相对应的弧形。
65.成型模具241上设置有若干成型孔洞241-1,若干成型孔洞241-1沿成型模具241的长度方向间隔设置于成型模具241上。本实施例成型孔洞241-1的数量为6个,成型孔洞241-1的形状为正方形。
66.顶出机构242包括第一推板242-1、第二推板242-2、第一伸缩装置242-3、第二伸缩装置242-4。成型模具241的底面上设置有第一凹位241-2、第二凹位 241-3,第一凹位241-2、第二凹位241-3分别沿成型模具241的长度方向间隔设置。第一推板242-1、第二推板242-2的顶面分别设置有与若干成型孔洞241-1 相对应的若干推料块242-5,若干推料块242-5的底面分别与第一推板242-1、第二推板242-2的顶面固接。第一伸缩装置242-3、第二伸缩装置242-4分别设置于第一推板242-1、第二推板242-2底面的中部,通过第一伸缩装置242-3、第二伸缩装置242-4带动第一推板242-1、第二推板242-2在第一凹位241-2、第二凹位 241-3内上下运动,从而使若干推料块242-5进入/远离若干
成型孔洞241-1。
67.第一伸缩装置242-3包括固定座242-31、活动座242-32、压缩弹簧242-33、滚动轴承242-34,固定座242-31的顶面与成型模具241的底面固接,活动座242-32 设置于固定座242-31的下方,压缩弹簧242-33固接于固定座242-31和活动座 242-32之间。滚动轴承242-34固接于活动座242-32的底面,滚动轴承242-34绕凸轮机构25旋转。
68.活动座242-32顶面中心固接有联动杆242-32-1,联动杆242-32-1的顶端穿过固定座242-31与第一推板242-1的底面固接。
69.本实施例第二伸缩装置242-4的整体结构与第一伸缩装置242-3一致,此处不再阐述。
70.参照图7所示,限位装置243包括第一限位块243-1、第二限位块243-2、第一支撑连接块243-3、第二支撑连接块243-4,第一支撑连接块243-3、第二支撑连接块243-4分别对称设置于成型模具241的下方,第一支撑连接块243-3、第二支撑连接块243-4的顶面分别与成型模具241底面的两侧固接。
71.第一支撑连接块243-3的顶面设置有第一连接通槽243-3-1,第一限位块243-1 设置于成型模具241的底面和第一连接通槽243-3-1之间,第一限位块243-1与第一连接通槽243-3-1固接。
72.第一限位块243-12的一侧设置于第一凹位241-2的下方。第一限位块243-1 的顶面与成型模具241的底面相平齐。
73.第二支撑连接块243-4的整体结构与第一支撑连接块243-3一致,此处不在阐述。
74.第二限位块243-2与第二支撑连接块243-4的连接结构与第一限位块243-1 一致,此处不再阐述。
75.当第一压缩弹簧242-33、第二压缩弹簧242-33复位时,第一推板242-1的底面与第一限位块243-1的顶面接触设置,第二推板242-2的底面与第二限位块 243-2的顶面接触设置。通过第一限位块243-1、第二限位块243-2防止第一推板 242-1、第二推板242-2复位时出现位移量偏差,导致成型孔洞241-1内每次的填充量均发生改变。
76.参照图3、图8所示,凸轮机构25包括盘形凸轮251、凸轮调节片252、变径调节装置253,凸轮调节片252的外轮廓呈弧形。盘形凸轮251的中部穿设于动力轴234的外周上,盘形凸轮251的最高点与成型卷料机构3相对。盘形凸轮 251的表面设置有调节凹位251-1,调节凹位251-1内的一侧与盘形凸轮251的外侧壁相通,调节凹位251-1的缺口与盘形凸轮251的最高点相对。凸轮调节片252 转动设置于调节凹位251-1内,凸轮调节片252的一侧设置于调节凹位251-1的缺口处,通过设置凸轮调节片252使盘形凸轮251成直径可变化的凸轮。滚动轴承242-34的外周沿盘形凸轮251和凸轮调节片252的外周进行周期性运动。
77.变径调节装置253设置于送料支撑框架21长度方向的侧面上,通过变径调节装置253带动凸轮调节片252的上部在调节凹位251-1做弧线运动,从而改变盘形凸轮251的直径大小。
78.参照图8、图9所示,变径调节装置253包括固定连接板253-1、调节片连接杆253-2、刻度盘253-3、调节把手253-4,固定连接板253-1固接于送料支撑框架21长度方向侧壁的中部,固定连接板253-1的中部与动力轴234的外周之间通过轴承座相互连接。盘形凸
轮251与固定连接板253-1之间通过一对连接杆 251-a相互连接,连接杆251-a的一端固接于调节凹位251-1表面的另一侧,连接杆251-a的另一端穿过固定连接板253-1的后侧面,连接杆251-a另一端的外周与固定连接板253-1的前侧面之间通过螺母可拆卸式连接。
79.凸轮调节片252的下部与调节凹位251-1之间通过第一连接轴252-1相互连接,凸轮调节片252的下部与调节凹位251-1的缺口处下部接近。第一连接轴252-1 的一端穿过凸轮调节片252与调节凹位251-1的表面螺纹连接。凸轮调节片252 以第一连接轴252-1为中心在调节凹位251-1内做弧线运动。
80.刻度盘253-3与送料支撑框架21长度方向侧壁上的一侧相对设置,刻度盘 253-3与成型卷料机构3相邻,刻度盘253-3后侧面的两侧与送料支撑框架21长度方向的侧壁固接。调节把手253-4倾斜设置于刻度盘253-3后侧面和固定连接板253-1的前侧面之间。调节把手253-4更高的一端接近成型卷料机构3,调节把手253-4更低的一端位于固定连接板253-1前侧面的上部。调节把手253-4更高一端的表面固接有与刻度盘253-3相对应的指针253-41。
81.刻度盘253-3的表面下部设置有第一弧形槽253-31,调节把手253-4更高一端的表面与第一弧形槽253-31之间通过第二连接轴253-42相互连接,第二连接轴253-42的末端外周与调节把手253-4之间螺纹旋设有螺母(图中未示出)。
82.固定连接板253-1前侧面上部设置有第二弧形通槽253-11。调节把手253-4 更底一端的表面设置有与第二弧形通槽253-11相对应的第一条形通槽253-43。
83.调节片连接杆253-2的一端与凸轮调节片252的上部固接,调节片连接杆 253-2另一端的端部穿过第二弧形通槽253-11穿设于第一条形通槽253-43内。
84.调节把手253-4更底一端的后侧面和固定连接板253-1的前侧面之间设置有调节连接片253-5,调节连接片253-5的外轮廓呈l形。调节连接片253-5的竖直端固接于调节片连接杆253-2另一端的外周,调节连接片253-5水平端的前侧面设置有第二条形通槽253-51。调节把手253-4更底一端的前侧面和固定连接板 253-1之间设置有第三连接轴253-44,第三连接轴253-44的一端穿过调节把手 253-4、第二条形通槽253-51与固定连接板253-1的前侧面螺纹连接。
85.工作时,拨动调节把手253-4使第二连接轴253-42沿第一弧形槽253-31运动,同时第一条形通槽253-43、第二条条形通槽分别沿调节片连接杆253-2另一端的端部、第三连接轴253-44运动,带动调节片连接杆253-2沿第二弧形通槽 253-11运动,使凸轮调节片252以第一连接轴252-1为中心在调节凹位251-1内做弧线运动,从而改变盘形凸轮251的直径大小,使绕其行走的滚动轴承242-34 做圆周运动范围就更大,则推料块242-5将鱼糜块顶出的幅度就更大,有利于鱼糜块脱离成型孔洞241-1。
86.相比于将整个凸轮固接于动力轴234上,本实施例的凸轮机构25的整体结构为可拆装形式,便于组装拆卸节省时间,保证生产效率。
87.参照图1所示,钢条输送装置4包括一对上导向条形板41、下导向板42、分拨转轴43、一对钢条输送卡轮44。
88.一对上导向条形板41对称固接于送料支撑框架21长度方向两侧的下部,上导向条形板41倾斜设置,上导向条形板41更低的一端与成型卷料机构3相对。
89.下导向板42的外轮廓呈u形。下导向板42倾斜设置于一对上导向条形板 41之间的下方,下导向板42更低的一端与成型卷料机构3相对。下导向板42 和一对上导向条形板41之间间隙设置,从而形成供钢条通过的钢条输送通道45。
90.分拨转轴43转动设置于一对上导向条形板41更高一端,分拨转轴43通过第二旋转驱动装置驱动转动。
91.再结合图10所示,分拨转轴43上设置有若干分拨叶片431,若干分拨叶片 431周向固接于分拨转轴43上,分拨转轴43转动,通过分拨叶片431保证若干钢条以每次一条的数量有序进入干钢条输送通道45。
92.一对钢条输送卡轮44分别对称转动设置于机架1内,且与钢条输送通道45 的末端接近,一对钢条输送卡轮44通过钢条输送转动轴44-a设置于机架1内,钢条输送卡轮44的中部与钢条输送转动轴44-a固接,钢条输送转动轴44-a的一端与机架1内的侧壁通过轴承相互连接,钢条输送转动轴44-a的另一端穿过机架1通过第三旋转驱动装置驱动转动。
93.钢条输送卡轮44的外周周向间隔设置有若干容置凹槽44-b。容置凹槽44-b 的宽度大于钢条的直径。若干容置凹槽44-b随钢条输送卡轮44的旋转,依次承接从钢条输送通道45上掉下的钢条,同时输送至成型卷料机构3上.实现钢条在本装置运行过程中的全自动输送,保证稳定生产效率同时减少人工的干预。
94.参照图1、图2、图11所示,成型卷料机构3包括成型卷料辊31、分别设置于成型卷料辊31两侧的钢条支撑轮32、导链轮33、输送导链34。
95.成型卷料辊31转动设置于机架1内,成型卷料辊31两端的传动轴外周通过轴承座与机架1相互连接,成型卷料辊31一侧的上部与模具滚轮23一侧的下部接近设置,两个钢条支撑轮32分别固接于成型卷料辊31两端传动轴31a的外周上,两个导链轮33分别固接于成型卷料辊31两端传动轴31a的外周上,钢条支撑轮32与成型卷料辊31的侧面接近,一对输送导链34分别张紧于一对导链轮33上。
96.本实施例中成型卷料辊31为逆时针方向旋转,模具滚轮23为顺时针旋转。
97.成型卷料辊31通过第四旋转驱动装置驱动转动。
98.优选的,钢条支撑轮32的直径大于成型卷料辊31的直径。
99.成型卷料辊31的外周上周向设置有若干卷料凹槽311,若干卷料凹槽311 沿成型卷料辊31的长度方向间隔设置。若干卷料凹槽311分别与若干成型孔洞相对。优选的,若干卷料凹槽311的数量与若干成型孔洞一致。
100.优选的卷料凹槽311内贴覆有防滑橡胶条311-1,可有效增强卷料凹槽311 与鱼糜浆料的摩擦力,使鱼糜浆料更好的卷起成型,形成鱼竹轮。
101.输送导链34的上方周向间隔设置有若干倒钩34-1,若干倒钩34-1与输送导链34固接。倒钩34-1用于进一步钩住承接钢条输送卡轮44上掉落的钢条,通过导链轮33配合输送导链34将钢条输送至成型卷料辊31处,同时通过钢条压紧装置5将钢条压紧于钢条支撑轮32的外周上,随成型卷料辊31的转动向前输送。
102.参照图1、图12、图13所示,成型卷料辊31和模具滚轮23相切处设置有刮料组件7,刮料组件7包括钢丝线71、n形支撑架72,n形支撑架72固接于送料支撑框架21与成型卷料辊31相邻的一侧上,n形支撑架72的开口处与成型模具241的顶面相对,钢丝线71沿n形支撑架72的长度方向固接于n形支撑架72的开口处。通过钢丝线71刮落顶出机构242顶出的鱼糜
块,使鱼糜块从成型孔洞241-1处掉落至卷料凹槽311内。
103.参照图2所示,钢条压紧装置5包括第一转动轴51、第二转动轴52、第一压紧模块53、第二压紧模块54。
104.第一转动轴51转动设置于机架1的一侧上,第一转动轴51外周的两侧与机架1的一侧之间通过轴承座相互连接。第一转动轴51通过第五旋转驱动装置驱动转动。
105.第二转动轴52转动设置于成型卷料辊31的上方,第二转动轴52的两端与机架1的顶面之间设置有张紧调节装置55。
106.再结合图1所示第一压紧模块53包括压紧皮带531、第一皮带张紧轮532、第二皮带张紧轮533、第三皮带张紧轮534。第一皮带张紧轮532固接于第一转动轴51外周的一侧,且与成型卷料辊31一侧的钢条支撑轮32相对。第二皮带张紧轮533固接于第二转动轴52外周的一侧上,且与成型卷料辊31一侧的钢条支撑轮32上下相对。第三皮带张紧轮534固接于送料支撑框架21长度方向一侧的下部,且与成型卷料辊31一侧的钢条支撑轮32相对。
107.压紧皮带531张紧于第一皮带张紧轮532、第二皮带张紧轮533、第三皮带张紧轮534。压紧皮带531的表面与位于钢条支撑轮32上的钢条接触设置。
108.本实施例第二压紧模块54的整体结构与第一压紧模块53的整体结构一致此,处不再阐述。
109.再结合图12所示,张紧调节装置55包括调节杆551、调节座552,调节座 552固接于机架1的顶面上,调节座552上垂直设置有调节通槽552-1,第二转动轴52一端的端部设置有轴承座,轴承座的一侧设置有与调节通槽552-1相对应的滑块52a-1,本实施例滑块52a-1的外轮廓呈凸形。滑块52a-1沿调节通槽 552-1上下滑动,调节杆551的一端与滑块52a-1通过轴承转动连接,调节杆551 的外周上部与调节座552的顶部螺纹连接。
110.调节杆551转动时在螺纹驱动下升降,第二转动轴52随之升降,从而改变压紧皮带531表面的张紧力,保证其与钢条良好接触。
111.参照图1所示,表面余料清理装置6包括清理转动轴61、若干毛刷轮62,清理转动轴61转动设置于机架1内的下部,清理转动轴61与成型卷料辊31下部的一侧接近,若干毛刷轮62沿清理转动轴61的轴向间隔设置于清理转动轴 61上,若干毛刷轮62分别与若干卷料凹槽311相对。清理转动轴61通过第六旋转驱动装置驱动转动。通过旋转的毛刷轮62,刷掉卷料凹槽311内表面残留的鱼糜浆料。
112.优选的毛刷轮62的数量及其相互的间隔距离与卷料凹槽311一致。
113.本实施例中所提及的旋转驱动装置均为电机、电机驱动齿轮机构、电机驱动链条机构等驱动轴类零件旋转的驱动装置。
114.设备工作时,启动第一旋转驱动装置26、第四驱动装置,第一旋转驱动装置26驱动一对撵料辊22、模具滚轮23同步持续转动,第四旋转驱动装置驱动成型卷料辊31持续转动,操作人员将鱼糜浆料倒入进料斗27中。
115.模具滚轮23旋转时带动滚动轴承242-34沿盘形凸轮251、凸轮调节片252 的外周运动,当成型模具241经过一对撵料辊22之间的下方时滚动轴承242-34 处于盘形凸轮251原点,弹簧失去外力复位,推料块242-5远离成型孔洞241-1。通过一对撵料辊22将鱼糜浆料集中撵入成型模具241上的若干成型孔洞241-1 中,撵料辊22通过与模具滚轮23的相向转动,将成型模具241表面多余的鱼糜浆料刮除,使成型模具241可以成型若干块正方体形
状的鱼糜块。
116.同时,由于盘形凸轮251是非对称圆形,滚动轴承242-34随模具滚轮23同步转动,逐步与盘形凸轮251偏凸起的一侧(凸轮最高点)接触,逐渐顶起滚动轴承242-34,在压缩弹簧242-33的作用下,推料块242-5会受推力向上顶起,将成型孔洞241-1内成型的正方体的鱼糜块逐渐顶出。
117.在模具滚轮23转动的同时,钢条通过分拨转轴43和钢条输送通道45的导引逐根掉入钢条输送卡轮44的容置凹槽44-b内,第三旋转驱动装置驱动钢条输送卡轮44以逆时针方向转动,当钢条输送卡轮44通过转动使钢条与输送导链 34相邻时,容置凹槽44-b内的钢条会受重力作用从容置凹槽44-b内掉出,掉出的钢条刚好被输送导链34的倒钩34-1卡住,进一步将钢条承接输送。
118.当输送导链34将钢条输送至模具滚轮23和成型卷料辊31的相交处时,操作人员将套紧于张紧轮的压紧皮带531的松边拉起,压在钢条外周的两端,使钢条紧紧压在钢条撑轮上,由于钢条撑轮直径略大于成型卷料辊31,因此钢条微悬于成型卷料辊31上。此时,成型模具241通过模具滚轮23的转动运转至面向模具滚轮23和成型卷料辊31的相交处,盘形凸轮251的偏凸起一侧的顶点刚好与滚动轴承242-34滚动接触,通过滚动轴承242-34将推料块242-5完全顶起,使第一推板242-1、第二推板242-2推动若干推料块242-5将鱼糜块推至行程的最高点,将鱼糜从成型孔洞241-1中完全顶出,利用刮料组件7的钢丝线71,将被顶出的鱼糜进行切割,使鱼糜块掉落至钢条上,钢条下方对应成型卷料辊31的卷料凹槽311,钢条通过压紧皮带531的带动下呈顺时针方向旋转,而成型卷料辊31以逆时针方向转动,鱼糜块受到钢条和成型卷料辊31相反方向转动的作用力下,以及卷料凹槽311内防滑橡胶条311-1与鱼糜块接触产生的反向摩擦力,逐渐将鱼糜块卷成一定长度和厚度(卷料凹槽311的宽度和深度)的圆柱状鱼竹轮,并紧紧包裹住钢条,之后再通过输送导链34的带动,将串好鱼竹轮的钢条输送至下一道工序。
119.第六旋转驱动装置驱动毛刷轮62刷掉成型卷料凹槽311表面残留的鱼糜浆料,使成型卷料辊31可以重新辅助卷起成型鱼竹轮串,如此循环进行全自动的鱼竹轮生产工作。
120.相比于现有技术,本装置具有以下优点:
121.1、设计成型模具241,入料时可以将鱼糜浆料根据成型孔洞241-1的固定规格进行填充,同时配合两根撵料辊22的转动刮除模具表面的多余鱼浆,从而实现定量控制。
122.2、通过设计及安装压缩弹簧242-33和滚动轴承242-34,形成推板的伸缩装置,带动推料块242-5将成型孔洞241-1内的物料顶出,其接触面积较小,受力集中,同时利用弹簧具备弹性的特性,在伸缩装置顶起时推板时,推板受力均匀,不会因应力集中而使推板被顶坏变形,且弹簧在外力作用下发生形变,当滚动轴承242-34逐步转动回盘形凸轮251原点时,失去外力后,弹簧逐渐恢复原状,从而使推板块完成复位。
123.3、设计凸轮机构25,利用盘形凸轮251轮廓的变化逐步使滚动轴承242-34 推动伸缩装置向上顶起,从而使模具滚轮23的滚动面在转动至一定角度时,推料块242-5将成型孔洞241-1内的鱼糜块完全推出,完成自动出料作业。
124.4、设计安装成型卷料辊31,成型卷料辊31的滚动面按固定间距设置若干卷料凹槽311,卷料凹槽311与钢条相配合,通过卷料凹槽311辅助成型鱼竹轮,卷料凹槽311贴覆防滑橡胶条311-1,可有效增强卷料凹槽311与鱼糜浆料的摩擦力,使鱼糜浆料更好的卷起成
型,形成圆柱状的鱼竹轮。
125.5、加装张紧轮和压紧皮带531,利用皮带的弹力,将竹轮钢条压紧与钢条撑轮上,使钢条保持稳定,不会发生位置偏移,同时利用皮带表面的摩擦力,可以带动钢条一同向皮带运行的方向旋转,实现同步运转,进一步促使鱼糜块在钢条上形成圆柱状的鱼竹轮。
126.当然上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围,凡根据本发明主要技术方案的精神实质所做的修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1