一种方块粽子及其生产工艺的制作方法
1.本技术涉及粽子生产的领域,尤其是涉及一种方块粽子及其生产工艺。
背景技术:
2.粽子是一种由粽叶包过糯米后蒸制而成的食物,由于各地的饮食习惯的不同,粽子的形状有正三角形、正四角形、尖三角形和方形等不同种类。
3.方块粽子的创意来源是珠三角地区出现裹蒸粽及香港地区的方块米饭制品,但是此类产品由于其生产工艺问题,导致其产品的水分含量不能达到现行粽子行业标准sb/t 10377 要求。
技术实现要素:
4.为了提供一种符合粽子行业标准的方块粽子,本技术提供种方块粽子及其生产工艺。
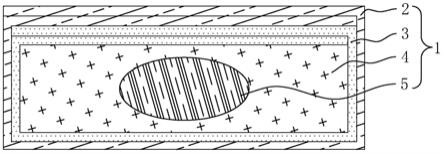
5.第一方面,本技术提供一种方块粽子,采用如下的技术方案:一种方块粽子,包括呈方块状的粽子本体,所述粽子本体的干燥失重质量分数≤55%、过氧化值(以脂肪计)质量分数≤0.15、砷含量≤0.5mg/kg、铅含量≤0.5mg/kg且黄曲霉毒素b1≤5ug/kg,所述粽子本体包括由外至内依次复合的荷叶层、箬叶层、糯米层和辅料层。
6.通过采用上述技术方案,本技术中通过限定粽子本体的形状为方块状,减少了常规粽子在运输销售环节出现的高比例破损现象,提高产品质量;且本技术中通过限定了荷叶层、箬叶层和糯米层的位置,使得本技术制备得到的方块粽结构更加稳定,且可进一步维持粽子本体干燥失重质量分数≤55,进而符合sb/t 10377 标准的方块粽子。
7.第二方面,本技术提供一种方块粽子的生产工艺,采用如下的技术方案:一种方块粽子的生产工艺的制备方法,包括以下步骤:s1,对包材进行预处理,并制备调味米料和咸味辅料,其中所述包材包括用于制成荷叶层的荷叶和用于制成箬叶层的箬叶;所述调味米料用于制成糯米层,且所述咸味辅料用于制成辅料层;s2,模量化包裹,将s1中预处理后的荷叶和箬叶依次铺设于方形模具后,加入s1中制得的调味米料,再加入s1中预处理后的咸味辅料,最后再补充s1中制得的调米料,使得s1中预处理后的辅料包裹于调味米料中,最后包裹扎线得到方形预处理粽;s3,真空包装;s4,灭菌处理后制备得到方块粽成品。
8.通过采用上述技术方案,本技术中将调味米料与咸味辅料混合并包装后直接灭菌处理,与传统粽子生产工艺相比,省去煮粽工艺,不存在蒸煮过程产生大量油脂类废水,同样吨位产品其蒸汽耗用量可以节省50%以上,深入贯彻国家节能减排政策。
9.可选的,所述s1的制备调味米料具体包括以下步骤:
s11,将糯米淘洗分选处理后先蒸煮处理;s12,将蒸煮处理后的糯米调味炒制后,制得预处理米料;s13,将预处理米料通过机械吹风至室温后,制备得到调味米料。
10.通过采用上述技术方案,本技术在炒制完成后进行机械吹风,使其冷却至常温,进一步蒸发水分,从而有利于得到燥失重质量分数≤55%的方块粽产品。
11.可选的,所述s1中调味米料由包括以下重量份原料制备而成:50000份的糯米、2000~2500份的酿造酱油、650~800份的食用盐、1000~1400份的白砂糖、200~250份的味精和8~10份的5
’‑
呈味核苷酸二钠;所述s1中咸味辅料由包括以下重量份原料制备而成:25000份的糯米、100~1100份的食用盐、750~800份的白砂糖、300~350份的味精和12~14份的5
’‑
呈味核苷酸二钠。
12.可选的,所述s1中用于制成荷叶层的荷叶和用于制成箬叶层的箬叶均进行蒸制软化处理。
13.通过采用上述技术方案,通过软化处理,可减少粽叶及荷叶中水分带入,降低成品中水分超标风险,进而提高了本技术产品的质量。
14.可选的,所述s3的真空包装具体为:将s2中制得的方形预处理粽冷却至40℃以下后,于真空度为-0.1mpa的条件下,将冷却后的方形预处理粽真空封装于耐高温透明塑料真空袋内。
15.通过采用上述技术方案,本技术中采用了由模具定型制得的方形预处理粽进行真空包装,可以改善粽子破坏真空包装袋的可能性,从而提高了后续真空包装的效率。
16.可选的,所述s4灭菌处理具体包括以下步骤:s41,将s3中真空包装后的方形预处理粽于15min内升温至121℃;s42,于121℃保温处理35~50min;s43,将s42中杀菌后的产品于15min内降温至室温后制备得到方块粽成品。
17.通过采用上述技术方案,由于不同规格方块粽子其体积不一,灭菌过程中的中心温度达到121℃时间不一样,且热传递速度也不同,本技术通过对s52中保温处理时间进行限定,从而控制质量不同的粽子在灭菌过程中,中心温度均达到121℃,进而对粽子进行充分杀菌。
18.可选的,当s3中真空包装后的方形预处理粽的质量为200~280g时,步骤s42中需保温处理35min;当s3中真空包装后的方形预处理粽的质量为281~320g时,步骤s42中需保温处理40min;当s3中真空包装后的方形预处理粽的质量为320~400g时,步骤s42中需保温处理45min;当s3中真空包装后的方形预处理粽的质量为400~500g时,步骤s42中需保温处理50min。
19.通过采用上述技术方案,通过限定不同质量粽子,在s42中保温处理时间,使得不同质量中心温度均可达到121℃时间,进而可对产品进行充分灭菌处理。
20.可选的,所述s2中方形模具包括呈长方形的模具主体,且模具主体上表面开设有用于放置荷叶和箬叶的放置凹槽,所述模具主体下表面固定连接有固定块体,且所述模具主体的所述放置凹槽内设置有食品级塑料膜,且所述食品级塑料膜设置于所述模具主体内的部分于所述放置凹槽内部相贴合,且所述食品级塑料膜远离所述放置凹槽槽底的一端伸出所述放置凹槽,所述模具主体滑动套设有卡接框体,所述食品级塑料膜出所述放置凹槽
的一端设置于所述卡接框体和所述固定块体相向一侧,且所述固定块体与所述卡接框体可拆卸连接。
21.通过采用上述技术方案,本技术中通过与模具主体内设置食品级塑料膜,一方面降低了产品升高过程中对方形模具的污染,且另一方面,本技术通过设置可拆卸连接的固定块体与卡接框体,对食品级塑料包装膜位置进行了限定,进而提高了食品级塑料包装膜与模具主体间的稳定性。
22.可选的,所述s2预处理后的辅料包裹于调味米料中后,将调味米料包裹于箬叶中后通过压合装置压合成型;接着箬叶包裹于荷叶内后通过压合装置进一步压合成型,最后包裹扎线得到方形预处理粽。
23.通过采用上述技术方案,本技术中通过压合装置进行两次压合,从而有利于方形预处理粽的定型,提高不同方形预处理粽形状的精确性,从而由于后续的真空打包作业。
24.综上所述,本技术包括以下至少一种有益技术效果:1.本技术中通过限定粽子本体的形状为方块状且限定了荷叶层、箬叶层和糯米层的位置,使得本技术制备得到的方块粽结构更加稳定,且可进一步维持粽子本体干燥失重质量分数≤55,进而符合sb/t 10377 标准的方块粽子;2.本技术的制备方法,生产效率高。
附图说明
25.图1是本技术实施例中方块粽子的整体结构示意图;图2是本技术实施例中方形模具的整体结构示意图;图3是本技术实施例中方形模具的爆炸示意图;图4是本技术实施例中压合装置的整体结构示意图;图5是本技术实施例中用于体现压合装置的第一压合机构位置的结构意图。
26.附图标记:1、粽子本体;2、荷叶层;3、箬叶层;4、糯米层;5、辅料层;6、模具主体;7、固定块体;8、卡接框体;9、放置凹槽;10、食品级塑料膜;11、工作台;12、传送带;13、第一压合机构;14、第二压合机构;15、第一限位块;16、第二限位块;17、支撑架;18、传送开口;19、驱动气缸;20、连接块;21、压合块;22、限位凹槽。
具体实施方式
27.以下结合附图1-5和实施例对本技术作进一步详细说明。
28.参照图1,一种方块粽子,包括粽子本体1,且由外至内依次包裹的荷叶层2、箬叶层3、糯米层4和辅料层5。
29.参照图2和图3,一种方形模具包括呈长方形的模具主体6、焊接于模具主体6下表面的固定块体7和滑动套设于模具主体6外的卡接框体8,模具主体6上表面开设有放置凹槽9,放置凹槽9内设置有食品级塑料膜10(可选购于佛山市溢通包装制品有限公司所售卖的食品级的bopp三维热合膜),放置凹槽9内壁喷洒有水,使得食品级塑料膜10食品级塑料膜10与放置凹槽9内壁紧贴,且食品级塑料膜10内侧可依次铺设荷叶和箬叶,且食品级塑料膜10上端伸出放置凹槽9且设置于卡接框体8和所述固定块体7相向一侧,且固定块体7与卡接框体8通过螺栓可拆卸连接,从而实现食品级塑料膜10与模具主体6间的锁紧。
30.参照图4和图5,一种压合装置包括工作台11、安装于工作台11上且用于传送方形模具的传送带12、安装于工作台11上的第一压合机构13和第二压合机构14,传送带12的传送方向与工作台11的长度方向平行设置,且第一压合机构13和第二压合机构14沿工作台11的长度方向依次设置。每一传送方形模具沿传动带宽度方向的两侧均设置有第一限位块15,且每一第一限位块15均固定安装于传送带12上表面。此外,每一方形模具沿其长度方向的一侧设置有第二限位块16,第二限位块16抵接于相应方形模具侧壁,且每一第二限位块16设置于相应两块第一限位块15相向一侧设置,且第二限位块16也固定安装于传送带12表面。
31.参照图4和图5,第一压合机构13包括固定安装于工作台11上表面的支撑架17,支撑架17朝向传送带12一侧开设有供方形模具传送的传送开口18,且传送开口18沿传送带12传送方向的两侧均与外界连通。支撑架17远离传送带12一侧固定安装有驱动气缸19,且驱动气缸19的活塞杆朝向传送带12设置,且驱动气缸19的活塞杆滑动贯穿支撑架17上表面且设置于传送开口18处,传送开口18内设置有一块连接块20和两块用于压合包裹有调味米料的箬叶的压合块21,连接块20固定连接于驱动气缸19的活塞杆朝向传送带12一侧,且连接块20靠近传送带12一侧开设有限位凹槽22,两个压合块21的上端均通过螺栓可拆卸连接于限位凹槽22内,且两个压合块21沿传送带12宽度方向依次设置。
32.参照图4和图5,第二压合机构14的结构与第一压合机构13相似,且第二压合机构14与第一压合机构13的不同之处在于,第二压合机构14中的压合块21朝向传送带12一侧的面积大于第一压合机构13的压合块21朝向传送带12一侧的面积,且第二压合机构14中的压合块21用于压合包裹有箬叶的荷叶。
33.一种方块粽子的生产工艺,包括以下步骤:s1,对包材进行预处理,并制备调味米料和咸味辅料,其中调味米料由以下步骤加工而成:s111,将糯米分选去除黄米和杂质,然后淘洗去除霉米,后先蒸煮处理;s112,将50kg蒸煮处理后的糯米加入味料由2250g的酿造酱油、725g的食用盐、1200g的白砂糖、225g的味精和9g的5
’‑
呈味核苷酸炒制,制得预处理米料;s113,将预处理米料通过机械吹风至室温后,制备得到所述糯米层4所用的调味米料;其中咸味辅料由以下步骤加工而成:s121,将25kg新鲜的或解冻后温度不高于15℃的猪肉,切割成小块,约16g/块左右;s122,将切割成小块的猪肉用1050g的食用盐、775g的白砂糖、325g的味精和5
’‑
呈味核苷酸二钠通过馅料成型机腌制搅拌入味;其中包材进行预处理具体为:将荷叶和箬叶通过蒸制软化处理;s2,模量化包裹,将s1中预处理后的荷叶和箬叶依次铺设于方形模具的放置凹槽9内,加入s1中制得的调味米料,再加入s1中预处理后的咸味辅料,最后再补充s1中制得的调米料,使得s1中预处理后的辅料包裹于调味米料中,即实现辅料层5包覆于糯米层4内。设置于传送带12宽度方向两侧的操作工均将放好箬叶、荷叶、调味米料和咸味辅料的方形模具放置于传送带12上,使得传送带12沿其宽度方向上设置有两个方形模具,相应第一限位块
15和第二限位块16对相应的方形模具进行限位。操作工将相应方形模具内的调味米料包裹于箬叶中,接着两个方形模具同时传送至第一压合机构13处后,传送带12暂停传送,第一压合机构13的驱动气缸19通过连接块20带动两个压合块21向靠近传送带12方向移动,使得第一压合机构13的两个压合块21分别伸入相应放置凹槽9内,从而同步对两个方形模具内包裹有调味米料的箬叶进行压合,即实现糯米层4包覆于箬叶层3内,接着第一压合机构13的驱动气缸19反向驱动两个压合块21向靠近传送带12方向移动,传送带12继续带动两个方形模具移动至第二压合机构14处,传送带12暂停传送,第二压合机构14的驱动气缸19通过连接块20带动两个压合块21向靠近传送带12方向移动,使得第二压合机构14的两个压合块21分别伸入相应放置凹槽9内,从而同步对两个方形模具内包裹有箬叶的荷叶进行压合,即实现箬叶层3包覆于荷叶层2内,接着第二压合机构14的驱动气缸19反向驱动两个压合块21向靠近传送带12方向移动,传送带12继续带动两个方形模具,操作工将方形模具内荷叶及其内部的物料进行扎线,从而得到质量为330g的方形预处理粽;s3,真空包装,将s2中制得的方形预处理粽经过输送带冷却,输送带长18米的输送带转速调为300转,用排风扇冷却至无热蒸气散发,冷却至40℃以下后;用82℃以上热水喷淋消毒不锈钢操作台面,将真空包装机调节至真空度为-0.1mpa,将冷却后的方形预处理粽真空封装于耐高温透明塑料真空袋内;s4,灭菌处理具体包括以下步骤:s41,将s3中真空包装后的方形预处理粽装入灭菌框后,推入灭菌锅内,于15min内升温至121℃;s42,于121℃保温处理45min;s43,将s42中杀菌后的产品于15min内降温至室温后,制备得到方块粽成品,制备得到的方块粽成品其水分≤55%,蛋白质(含肉类)≥2%,脂肪(含肉类)≤17.5%,过氧化值(含肉类)≤0.25g/100g, 砷≤0.5 mg/kg,铅≤0.5 mg/kg,黄曲霉素b1≤0.5 ug/kg,其符合sbt 10377—2004 粽子的标准。
34.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1