一种安全的面条机的制作方法
1.本实用新型涉及食品加工技术领域,具体而言,涉及一种安全的面条机。
背景技术:
2.我司申请号为201720061088.7的专利公开了一种安全的面条机,在电机轴孔内设置与加工组件配合的安全弹出机构,在模头组件未锁紧加工组件时,挤压螺杆能弹出脱离传动状态,后称专利1。其他申请人公开了一种面条机(申请号为201820180585.3),后称专利2。专利1和专利2的弹出机构中均包括弹簧以及顶针/弹出销,技术方案在于弹出机构位于电机轴孔内,顶针/弹出销用于限位的限位部和用于顶出加工组件的顶出段,电机轴孔内开设有可供顶针/弹出销一端穿过的通孔,通孔与容纳槽之间形成有顶针/弹出销弹出的台阶。并且,顶出段的长度远大于限位部,顶出段的直径小于限位部,由此顶出段为细长型。
3.但是,我司在研究的过程中发现,上述通孔的长度也就是台阶的径向长度与顶出段的比例关系,关系到顶出段能否更加有效的弹出加工组件以及顶出段在顶出加工组件时是否出现弯曲或断裂的问题,我司为进一步解决和优化此技术问题,提出了本技术。同时,专利1和专利2又没有考虑到如何设置台阶与顶针/弹出销的顶出段的配合,以降低顶出段的径向偏摆,高效弹出加工组件,以及如何防止顶出段在顶出时由于顶出力过大而弯曲或断裂的问题。
4.还有申请号为201420401262.4的专利公开了一种面条机,分离机构设置于搅拌杆和挤压螺杆之间,且分离机构为此贴或弹簧。该方案中安装分离机构的轴孔为一端开口,这样螺杆脱离搅拌杆需要将螺杆完全弹射出轴孔。由于搅拌杆与挤压螺杆的配合需要有一定的配合深度才能顺利传动,由此该方案的弹簧行程很长,容易导致弹簧伸长或压缩时会径向偏摆,一方面导致无法有效弹出挤压螺杆,而导致机械风险,另一方面会磨损轴孔内壁。另外,该种方案的弹簧未被密封,极易导致用户漏装挤压螺杆而误加面粉、水时,粘性面粉混合物进入到轴孔内并粘连在弹簧上,不仅难以清洗,而且影响弹簧的弹力。
技术实现要素:
5.本实用新型旨在至少解决上述技术问题之一,本实用新型提供一种安全的面条机,旨在模头组件中的任意部件漏装而无法轴向锁紧加工组件的基础上,有效降低推压加工组件的顶推件的径向偏摆,以使模头组件中的任意部件漏装时,顶推件能通过弹件更加有效的弹出加工组件以使加工组件脱离传动状态,从而保证用户的人身安全。
6.为达到上述目的,本实用新型采用如下技术方案:一种安全的面条机,包括设有电机的机座、加工腔、弹出部件以及安装弹出部件的容置腔,所述加工腔上连接有模头组件,所述加工腔内设置有能在模头组件的任意部件漏装时被所述弹出部件弹至非传动状态的加工组件,所述弹出部件包括弹件以及设有顶推段的顶推件,所述容置腔中设有挡件,所述顶推段穿设于所述挡件的通孔,所述挡件对所述顶推段形成径向限位,所述挡件的轴向长度与所述顶推段的轴向长度之比为l,0.4≤l≤1。
7.优选的,所述顶推件还包括防止所述顶推段从所述挡件的通孔弹出的限位部,所述容置腔的内壁与所述限位部径向抵接,所述顶推段与所述挡件的通孔内壁径向抵接。
8.优选的,还包括带动加工组件转动的阶梯形轴段,所述容置腔内形成有与所述阶梯形轴段插接配合的阶梯形轴孔。
9.优选的,所述阶梯形轴段包括第一轴段和第二轴段,所述阶梯形轴孔包括挡件的通孔以及与挡件的通孔连通的传动轴孔,所述第一轴段与所述挡件的通孔插接配合,所述第二轴段与所述传动轴孔插接配合。
10.优选的,所述第一轴段与所述挡件的通孔的端面形状均为多边形或均为齿轮结构,所述第二轴段、传动轴孔的端面形状均为多边形或均为齿轮结构,所述顶推件的顶推行程不小于所述传动轴孔的轴向长度,所述第二轴段的轴向长度不小于第一轴段的轴向长度。
11.优选的,所述加工组件包括相互插接的挤压螺杆和搅拌杆,所述容置腔位于所述搅拌杆或挤压螺杆内,所述容置腔的内壁上固定设置所述挡件以使所述容置腔形成阶梯形轴孔;或者所述挡件与所述容置腔的内壁一体成型且凸设于所述内壁以使所述容置腔形成阶梯形轴孔。
12.优选的,所述顶推件还包括防止所述顶推段从所述挡件的通孔弹出的限位部,所述顶推段远离所述挡件的一端卡设有第一密封圈,当所述顶推段推出加工组件使加工组件处于非传动状态时,所述限位部与挡件相对夹持第一密封圈,以使所述弹件处于密封的安装腔内;当模头组件安装到位加工组件处于传动状态时,所述加工组件封堵住所述挡件的通孔。
13.优选的,所述弹件为弹簧,所述顶推件与所述弹簧配合的一端凸设有十字形卡位件,所述弹簧卡设于所述卡位件上。
14.优选的,所述容置腔尾部的通孔设有对弹件进行轴向限位的挡帽以及限位台阶,所述挡帽横向插入所述容置腔尾部的通孔至与所述限位台阶形成轴向抵接,以封堵住所述容置腔尾部的通孔。
15.优选的,所述挡帽与所述限位台阶之间设置有第二密封圈,所述挡帽的一端与所述弹件轴向抵接,另一端卡设有卡簧,所述卡簧与所述容置腔尾部的通孔内壁卡接实现对所述挡帽的固定。
16.本技术上述技术方案具有以下有益效果:
17.1.加工腔内设置有能在模头组件漏装时被所述弹出部件弹至非传动状态的加工组件,也就是说本技术的面条机仅在模头组件的部件未漏装且安装到位时,加工组件压缩弹出部件处于传动状态。在此基础上,为了在模头组件中的任意部件漏装时,所述弹出部件的顶推件能有效降低径向偏摆,而更有效的沿轴向顶推出加工组件,使得加工组件处于非传动状态。此时,即便启动面条机,加工组件也无法传动,从而保证了用户的使用安全性和人身安全。为此,本技术中设置弹出部件包括设有顶推段的顶推件,所述容置腔中设有挡件,所述顶推段穿设于所述挡件的通孔,挡件对所述顶推段形成径向限位,利用挡件对顶推段形成径向限位,以减小顶推段的径向偏摆,使顶推段推出时与被顶推的加工组件是处于同一轴线上。
18.同时,由于顶推段顶出加工组件时,顶推件超出挡件端面的部分越长,则顶推件超
出挡件端面的部分由于无径向限位的结构而更容易径向偏摆。为此,进一步设置挡件的轴向长度与所述顶推段的轴向长度之比为l,0.4≤l≤1。这样可保证,当l的范围在0.5至1之间时,顶推段超出挡件的部分最多为顶推段总长度的一半,顶推段的重心始终位于挡件上,即顶推件的重心始终位于挡件上,可有效降低顶推件的顶推段的偏摆,尤其顶推段超出挡件的部分的偏摆也有效降低;当l的范围在0.4至0.5之间时,一方面顶推段的重心与挡件靠的非常近,顶推段微小的径向偏摆不足以影响对加工组件的推出,另一方面在顶推件的顶推行程不变的前提下,还可减小顶推段的总长度,防止顶推件在运输过程中的断裂、损坏。偏摆减少的情况下,顶推件推出加工组件时就更稳定,所需要的顶出力也是最小的,也可防止顶推件出现弯曲或断裂的现象。
19.2.一方面,为了防止顶推件在推出加工组件时从挡件的通孔中整个滑脱出去,还在顶推件上设置防止所述顶推段从所述挡件的通孔弹出的限位部。另一方面,为防止限位部的径向偏摆使得顶推段轴向推压加工组件时出现卡壳的现象,还设置容置腔容纳所述限位部的内壁与所述限位部径向抵接,以使限位部几乎没有径向偏摆。同时,这种方案顶推件的限位部通过容置腔的内壁实现了径向抵接,与所述限位部相对设置于所述顶推件上的顶推段通过挡件的通孔内壁也实现了径向抵接。限位部和顶推段均得到径向限位,进一步降低了顶推件的径向限位的可靠性,有利于在模头组件漏装时轴向推出加工组件使加工组件达到非传动状态,从而保证用户的使用安全和人身安全。
20.3.为了实现加工组件的有效传动,保证传动的稳定性,设置本方案的面条机包括带动加工组件转动的阶梯形轴段,容置腔内形成有与所述阶梯形轴段插接配合的阶梯形轴孔。使得在其中一个轴段传动失效时,剩余的轴段依然能够实现传动,降低传动失效的风险。
21.4.阶梯形轴段包括第一轴段和第二轴段,阶梯形轴孔包括挡件的通孔以及与挡件的通孔连通的传动轴孔,通过设置第一轴段与挡件的通孔插接配合,第二轴段与传动轴孔插接配合,即第一轴段的径向尺寸小于第二轴段,以使第二轴段受力过大时,可通过第一轴段与挡件的通孔内壁配合泄力,从而防止整个阶梯形轴段的表面压溃。
22.5.通过设置第一轴段与所述挡件的通孔的端面形状均为多边形或均为齿轮结构,使得第一轴段插入挡件的通孔实现传动,设置第二轴段、传动轴孔的端面形状均为多边形或均为齿轮结构,使得第二轴段插入传动轴孔实现传动。且通过设置顶推件的顶推行程不小于所述传动轴孔的轴向长度,使得在模头组件中的任意部件漏装而无法轴向锁紧加工组件时,所述弹出部件的顶推件最少只需顶推传动轴孔的长度即可把加工组件推出容置腔,而使加工组件处于非传动状态。从而大大缩小了弹件的弹射行程,也缩短了顶推件的推压行程,使得弹件弹射顶推件的轴向稳定性,也提高了顶推件轴向推压加工组件的稳定性,更有效的保证加工组件的轴向推出。同时,还设置第二轴段的轴向长度不小于第一轴段的轴向长度,以使径向尺寸较小的第一轴段与挡件配合时不出现压溃的现象,保证传动的稳定性。
23.6.本方案加工组件包括相互插接的挤压螺杆和搅拌杆,所述容置腔位于所述搅拌杆或挤压螺杆内。为了防止顶推件的顶推件轴向推出加工组件时,挡件被顶推件带动而一同沿轴向移动而导致挡件对弹出部件的限位失效,设置容置腔的内壁上固定设置所述挡件以使所述容置腔形成阶梯形轴孔,或者挡件与所述容置腔的内壁一体成型且凸设于所述内
壁以使所述容置腔形成阶梯形轴孔。前者的固定连接方式由于容置腔与挡件是两个分体的部件通过粘合、胶粘或扣位等固定方式连接在一起,有利于容置腔、挡件的成型。后者一体成型,则无需分体的部件,只需向容置腔内部凸设即可,有利于降低制造成本、简化装配工艺。
24.7.由于容纳弹件的部位进水后,水渍很难排出去,长时间会导致容纳弹件的部位发臭,影响用户体验感。若弹件为金属类别的弹簧或磁铁,容易导致金属性的弹件生锈,降低弹射力。另外,如果制面时没有防水结构的设置,面粉和/或水进入到容纳弹件的部位,并粘连在弹件上,会严重降低弹件的弹力或斥力,从而影响对加工组件的弹出效果。为此,本方案设置顶推件还包括防止顶推段从所述挡件的通孔弹出的限位部,顶推段远离所述挡件的一端卡设有第一密封圈。此方案下:当顶推段推出加工组件使加工组件处于非传动状态时,所述限位部与挡件相对夹持第一密封圈,以使所述弹件处于密封的安装腔内,面粉和/或水无法从挡件与顶推段之间的缝隙中渗漏进来,提升对弹件的密封保护;当模头组件安装到位加工组件处于传动状态时,加工组件封堵住挡件的通孔,由于挡件的通孔被加工组件封堵住,使得面粉和/或水无法从党建的通孔处进入到弹件处,从而提升对弹件的密封保护。
25.8.为了实现对弹簧的径向限位和轴向限位,设置顶推件与所述弹簧配合的一端凸设有十字形卡位件,所述弹簧卡设于所述卡位件上。十字形的卡位件的结构简单,且考虑到了弹性件圆周上的每隔90度的点,使得弹簧与卡位件卡合时受力均匀、平稳。卡合后的弹簧难以从顶推件上脱离,从而保证弹簧的轴向稳定性。另外,卡合后的弹簧难以径向晃动,从而有效防止弹簧弹射顶推件时偏离顶推件的中心轴线。
26.9.若不对弹件的尾部进行限位,弹件容易从容置腔尾部的通孔穿出,导致装配失效,更不能在模头组件的任意部件漏装时弹出加工组件使得加工组件处于非传动状态。因此,本方案在容置腔尾部的通孔处设置对弹件进行轴向限位的限位件,以防止弹件从尾部的通孔处穿出。同时,为进一步保证弹件的密封防护效果,还设置挡帽横向插入所述容置腔尾部的通孔至与所述限位台阶形成轴向抵接,以封堵住所述容置腔尾部的通孔。
27.10.通过在挡帽与限位台阶之间设置第二密封圈使得容置腔的尾部被封堵的更加严实。同时,通过挡帽的一端与所述弹件轴向抵接,另一端卡设有卡簧,卡簧与通孔的内壁卡接实现对所述挡帽的固定,使得挡帽的位置固定且不会随着转动而松脱,进一步提升对弹件的轴向限定。
附图说明
28.以下结合附图对本实用新型作进一步详细说明:
29.图1为本实用新型一种实施例中所述面条机的结构示意图。
30.图2为本实用新型一种实施例中模头组件安装到位时所述加工腔及加工组件的剖视图。
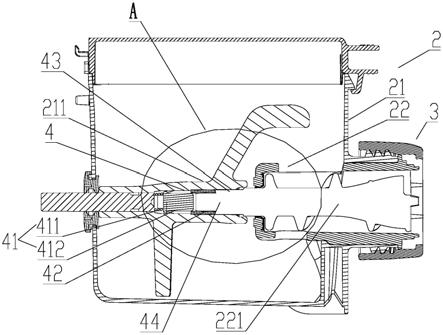
31.图3为图2中所示区域a的局部放大图。
32.图4为本实用新型一种实施例中模头组件漏装时所述加工腔及加工组件的剖视图。
33.图5为图4中所示区域b的局部放大图。
34.图6为本实用新型一种实施例中所述搅拌杆、弹出部件、第一密封圈、挡件的爆炸图。
35.图7为本实用新型一种实施例中所述顶推件的主视图。
36.图8为本实用新型一种实施例中所述顶推件的立体结构示意图。
37.图9为本实用新型一种实施例中所述挤压螺杆的结构示意图。
38.图10为本实用新型一种实施例中另一种模头组件安装到位时所述加工腔及加工组件的剖视图。
39.图11为图10中所示区域c的局部放大图。
40.图中部件名称对应的标号如下:
41.1、机座;11、电机;2、加工腔;21、搅拌腔;211、搅拌杆;22、挤面腔;221、挤压螺杆;3、模头组件;31、模片;32、端盖;33、模头支架;4、容置腔;41、弹出部件;411、弹件;412、顶推件;4121、顶推段;4122、限位部;4123、卡位件;42、挡件;43、阶梯形轴孔;431、挡件的通孔;432、传动轴孔;44、阶梯形轴段;441、第一轴段;442、第二轴段;45、密封圈;451、第一密封圈;452、第二密封圈;46;卡槽;47、挡帽;48、卡簧;49、限位台阶;5、模头盖。
具体实施方式
42.以下结合附图及具体实施例,对本实用新型作进一步的详细说明。需要理解的是,实施例仅代表可能的变化,除非明确要求,否则单独的部件和功能是可选的,本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,为使本实用新型实施例的目的、技术方案和优点更加清楚明白,下文中将结合附图对本实用新型的实施例进行详细说明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
43.以下结合附图及具体实施例,对本实用新型作进一步的详细说明。
44.本实用新型提供一种面条机,如图1至图11所示,包括电机11的机座1、加工腔2、弹出部件41以及安装弹出部件41的容置腔4,加工腔2包括用于和面的搅拌腔21以及用于将和好的面团挤压成型出面条的挤面腔22,所述加工腔上连接有模头组件3,加工腔2内设置有能在模头组件3的任意部件漏装时被弹出部件41弹至非传动状态的加工组件。
45.具体的,模头组件3通过模头盖5可拆卸连接于所述挤面腔22的前端,模头组件3包括设有出面孔的模片31、安装所述模片的模头支架33以及用于遮挡住模头支架33的底端的端盖32,在这里对于模片与端盖32的连接方式不做具体限定,即模片31与端盖32可以是两个分体的部件进行固定连接,也可以是一体成型等各种连接方式。加工组件包括用于和面的搅拌杆211以及用于和挤面腔22配合实现推压面团、助力出面的挤压螺杆221。当面条机为卧式面条机时,搅拌杆211和挤压螺杆221均横置,但搅拌杆211和挤压螺杆221可以同轴设置,也可以上下平行设置;当时面条机为立式面条机时,搅拌杆211竖直设置于搅拌腔内,挤压螺杆221横置于挤面腔22内。但是,不管是立式面条机还是卧式面条机,其挤压螺杆221的前端均是与模头组件3接触。
46.需要说明的是,本实用新型所述的面条机,加工腔2内设置有能在模头组件3的任意部件漏装时被弹出部件41弹至非传动状态的加工组件,也就是说本技术的面条机仅在模
头组件3的部件未漏装且安装到位时,加工组件压缩弹出部件处于传动状态。在模头组件3的任意一个部件和两个以及以上部件漏装时,所述挤压螺杆221均能穿出模头组件,达到脱离咬合的非传动状态。当且仅当模头组件3的所有部件安装到位时,模头组件3起到对挤压螺杆221的轴向锁紧,加工组件压缩弹出部件41以使挤压螺杆221达到咬合的传动状态。但是具体的,咬合的具体形式不做具体限定,比如挤压螺杆221可与搅拌杆211相互咬合,也可与电机的输出端相互咬合,挤压螺杆221还可与搅拌杆211为一体横置且挤压螺杆221通过搅拌干21与电机的输出端相互咬合。
47.还需要说明的是,本技术不对弹件作具体限定,仅在特定的实施方案中作具体限定。所述弹件可以是带弹性的部件,比如弹簧、软胶垫等;当然弹件也可以是带斥力的部件,比如同极设置的磁铁等。
48.进一步的,如图2至图5以及图10至图11所示,本实用新型所述的弹出部件41包括弹件411和设有顶推段4121的顶推件412,容置腔4中设有挡件42。在本技术的弹出部件41能够在模头组件3的任意部件漏装时将加工组件推出模头组件3的基础上,为进一步降低弹出部件41的顶推件4121的径向偏摆,而更有效的沿轴向顶推出加工组件至加工组件处于非传动状态。为此,设置本技术的顶推段4121穿设于挡件的通孔431,挡件42对顶推段4121形成径向限位,挡件42的轴向长度为l1,顶推段的轴向长度为l2,挡件42的轴向长度l1与顶推段4121的轴向长度l2之比为l,0.5≤l≤1,l=l1/l2。在本方案的实施例中,当模头组件3的任意部件漏装时,即便启动面条机,加工组件也无法传动,从而保证了用户的使用安全性和人身安全。
49.优选的,当挡件42的轴向长度l1为15mm时,顶推段4121的轴向长度l2为17mm或17.6mm或18mm。
50.本方案中,利用挡件42对顶推段4121形成径向限位,以减小顶推段4121的径向偏摆,使顶推段4121推出时与被顶推的加工组件是处于同一轴线上。同时,由于顶推段4121顶出加工组件时,顶推段4121超出挡件42端面的部分越长,则顶推段4121超出挡件42端面的部分由于无径向限位的结构而更容易径向偏摆。为此,进一步设置挡件42的轴向长度与所述顶推段4121的轴向长度之比l在0.4与1之间。这样可保证,当l的范围在0.5至1之间时,顶推段4121超出挡件的部分最多为顶推段4121总长度的一半,顶推段4121的重心始终位于挡件上,即顶推件412的重心始终位于挡件上,以有效降低顶推段4121的偏摆,尤其顶推段4121超出挡件42端面的部分的偏摆也有效降低。当l的范围在0.4至0.5之间时,一方面顶推段4121的重心与挡件靠的非常近,顶推段4121微小的径向偏摆不足以影响对加工组件的推出,另一方面在顶推段4121的顶推行程不变的前提下,还可减小顶推段4121的总长度,防止顶推件412的顶推段4121由于细长而在运输过程中的断裂、损坏。偏摆减少的情况下,顶推件412推出加工组件时就更稳定,所需要的顶出力也是最小的,也可防止顶推件412出现弯曲或断裂的现象。
51.在本技术的一些实施例中,如图2至图6所示,加工组件包括搅拌杆211和挤压螺杆221,弹出部件412位于搅拌杆211和挤压螺杆221之间,具体的容置腔的设置方式以及挡件42的结构有以下实施方案:
52.实施方案一:
53.为了防止顶推件412的顶推段4121轴向推出加工组件时,挡件42被顶推件412带动
而一同沿轴向移动,而导致挡件42对弹出部件41的轴向限位失效,设置容置腔4位于所述搅拌杆211内,容置腔4的内壁上固定设置挡件42以使容置腔4形成阶梯形轴孔43。本方案中所述的固定设置,是指挡件42与容置腔4的内壁是分体的结构,挡件42与容置腔4的内壁之间通过粘合、胶粘或扣位等固定方式连接在一起。
54.可以理解的,也可以将容置腔4位于挤压螺杆221内,挡件42的设置方式不变,通过设置所述挡件42所述挤压螺杆221内的容置腔4内行程阶梯形轴孔43。
55.实施方案二:
56.本实施方案与前述实施方案一的差别在于,挡件42与容置腔4的内壁一体成型且凸设于内壁以使所述容置腔4形成阶梯形轴孔43。这种方案挡件42与容置腔4的内壁一体的,只需向容置腔4内部凸设行程挡件4即可,有利于降低制造成本、简化装配工艺。
57.实施方案三:
58.本实施方案与前述实施方案一的差别在于,所述容置腔位于电机的输出轴空内,挡件42的设置方式不变。
59.实施方案四:
60.本实施方案与前述实施方案一的差别在于,所述容置腔位于电机的输出轴空内,挡件42与容置腔4的内壁一体成型且凸设于内壁以使所述容置腔4形成阶梯形轴孔43,具体结构见图10和图11。
61.需要说明的是,正是由于挡件42设置于容置腔4内从而形成了阶梯形轴孔43,阶梯形轴孔包括挡件的通孔431和传动轴孔432。当加工组件只有一个轴段与传动轴孔432配合,顶推段4121完全贯穿挡件的通孔431时,比如图10和图11所示的结构。此种情况下,挡件42的轴向长度与所述顶推段4121的轴向长度之比l在0.4至0.7之间,优选的l为0.48,0.5,0.52,0.55。在0.4至0.7之间时,顶推段4121超出挡件42的端面的部分既不会很长而增强顶推段4121的径向偏摆,又能够保证将加工组件完全推出传动轴孔432。
62.在本技术的一些实施例中,如图3、图5和图11所示,顶推件412还包括防止所述顶推段4121从所述挡件的通孔431弹出的限位部4122。所述限位部4122的设置,有效的防止了顶推件412的顶推段4121在推出加工组件时整个顶推件412从挡件的通孔431中整个滑脱出去而导致弹出部件41失效的现象出现。
63.本实施方案中,为防止限位部4122的径向偏摆使得顶推段4121轴向推压加工组件时出现卡壳的现象,还设置容置腔4容纳所述限位部4122的内壁与所述限位部4122径向抵接,以使限位部4122几乎没有径向偏摆。同时,这种方案顶推件412的限位部4122通过容置腔4的内壁实现了径向抵接,与所述限位部4122相对设置且位于顶推件412上的顶推段4121则通过挡件的通孔413内壁实现了径向抵接。限位部4122和顶推段4121均得到径向限位,进一步降低了顶推件412的径向限位的可靠性,有利于在模头组件3漏装时轴向推出加工组件且使加工组件达到非传动状态,从而保证用户的使用安全和人身安全。
64.需要说明的是,本技术中对限位部的具体形态不做限定,比如限位部4122可以是凸设于所述顶推段4121上的凸点,也可以是直径大于顶推段的柱状结构,又或者是凸设于顶推段上的圆环结构等。
65.进一步的,在本技术的一些实施例中,容置腔4内设有密封圈45,密封圈45包括第一密封圈451,顶推件412包括顶推段4121以及防止顶推段4121从挡件的通孔431弹出的限
位部4122,顶推段4121远离挡件的一端卡设有第一密封圈451。如图7所示,顶推段4121与限位部4122之间设有卡槽46,第一密封圈451通过卡设于所述卡槽46内,实现固定于顶推件412上。由于容纳弹件的部位进水后,水渍很难排出去,长时间会导致容纳弹件的部位发臭,影响用户体验感。若弹件411为金属类别的弹簧或磁铁等,容易导致金属性的弹件生锈,降低弹射力。另外,如果制面时没有防水结构的设置,面粉和/或水进入到容纳弹件的部位,并粘连在弹件411上,会严重降低弹件411的弹力或斥力,从而影响对加工组件的弹出效果。为此,本方案设置顶推段4121远离挡件的一端卡设有第一密封圈451。
66.本方案中:当顶推段4121推出加工组件使加工组件处于非传动状态时,所述限位部4122与挡件42相对夹持第一密封圈451,以使所述弹件411处于密封的安装腔内,面粉和/或水无法从挡件42与顶推段4121之间的缝隙中渗漏进来,提升对弹件411的密封保护;当模头组件3安装到位加工组件处于传动状态时,加工组件封堵住挡件的通孔431,由于挡件的通孔431被加工组件封堵住,使得面粉和/或水无法从党建的通孔处进入到弹件411处,从而提升对弹件411的密封保护。
67.在本技术的一些实施例中,如图7和图8所示,限定弹件411为弹簧,顶推件412与弹簧配合的一端凸设有十字形卡位件4123,弹簧卡设于所述卡位件4123上。该方案一方面实现了对弹簧的径向限位和轴向限位,林一方面十字形的卡位件的结构简单,且考虑到了弹性件圆周上的每隔90度的点,使得弹簧与卡位件卡合时受力均匀、平稳。并且,卡合后的弹簧难以从顶推件412上脱离,从而保证弹簧的轴向稳定性,卡合后的弹簧也难以径向晃动,从而有效防止弹簧弹射顶推件412时偏离顶推件412中心轴线。
68.在本技术的一些实施例中,如图3、图5、图9所示,为了实现加工组件的有效传动,保证传动的稳定性,设置本方案的面条机包括带动加工组件转动的阶梯形轴段44,容置腔4内形成有与阶梯形轴段44插接配合的阶梯形轴孔43。该方案使得在阶梯形轴段432其中一个轴段传动失效时,剩余的轴段依然能够实现传动,降低传动失效的风险。
69.进一步的,阶梯形轴段44包括第一轴段441和第二轴段442,阶梯形轴孔43包括挡件的通孔431以及与挡件的通孔431连通的传动轴孔432。通过设置第一轴段441与挡件的通孔431插接配合,第二轴段442与传动轴孔432插接配合,即第一轴段441的径向尺寸小于第二轴段442,以使第二轴段442受力过大时,可通过第一轴段441与挡件42的通孔内壁配合泄力,从而防止整个阶梯形轴段44的表面压溃。
70.更进一步的,本方案中,第一轴段441与所述挡件的通孔431均为多边形或齿轮结构,使得第一轴段插入挡件的通孔实现传动。也就是说,当第一轴段441的端面形状为多边形时,挡件的通孔431的端面形状也为相同的多边形;当第一轴段441的端面形状为齿轮结构时,挡件的通孔431的端面形状也为相同的齿轮结构。本方案中,第二轴段442、传动轴孔432的端面形状均为多边形或均为齿轮结构,使得第二轴段442插入传动轴孔432实现传动。也就是说,当第二轴段442的端面形状为多边形时,传动轴孔432的端面形状也为相同的多边形;当第二轴段442的端面形状为齿轮结构时,传动轴孔432的端面形状也为相同的齿轮结构。
71.需要说明的是,第一轴段441、挡件的通孔431的端面形状不局限于上述两种,也可以是花键的花形或其他能够传动的异形,所述异形比如可以是将圆形切边的形状等。第二轴段442、传动轴孔432的端面形状也是如此。阶梯形轴段也可以是多段式,即大于两段,一
般不超过五段。
72.更重要的是,本方案中,设置顶推件412的顶推行程不小于所述传动轴孔432的轴向长度,以使在模头组件3中的任意部件漏装而无法轴向锁紧加工组件时,弹出部件41的顶推件412最少只需顶推传动轴孔431的长度即可把加工组件推出容置腔4,而使加工组件处于非传动状态。从而大大缩小了弹件411的弹射行程,也缩短了顶推件412的推压行程,使得弹件411弹射顶推件的轴向稳定性,也提高了顶推件412轴向推压加工组件的稳定性,更有效的保证加工组件的轴向推出。同时,还设置第二轴段442的轴向长度不小于第一轴段442的轴向长度。如图2至图5所示,由于第一轴段441和挡件42配合,第二轴段442与传动轴孔432配合,可知第一轴段的径向尺寸更小,设置第二轴段442的轴向长度不小于第一轴段442的轴向长度的径向尺寸更小第一轴段432与挡件42配合时不出现压溃的现象,保证传动的稳定性。
73.还需要说明的是,在本方案中,如图2至图6所示,在顶推件412的顶推行程不小于传动轴孔432的轴向长度,即顶推段4121的轴向长度l2不小于传动轴孔432的轴向长度。在此基础上,当阶梯形轴段44安装到位时,顶推段4121依然有部分位于挡件的通孔431内,以防止顶推件412从挡件的通孔处431滑出去,且滑出去后,再往外顶推加工组件时,难以准确的进入挡件的通孔处431。但是,对于挡件的通孔431与阶梯形轴段44的第一轴段441的实施方案,如果将顶推段4121设置的过长,无疑会增加顶推件412的制造成本,对顶推段4121的径向偏摆还有增大的风险。为此,设置挡件42的轴向长度与所述顶推段4121的轴向长度之比l在0.7与1之间。
74.还需要说明的是,弹件411的弹射可以依靠弹性的回弹力,比如弹簧或软胶垫的弹性;当然也可以依靠同极相对设置的磁铁的磁场斥力。
75.优选的,如图2至图6所示,面食机为卧式面食机,搅拌杆211于挤压螺杆221同轴设置。容置腔4位于搅拌杆211内,即阶梯形轴孔43位于搅拌杆211内,所述阶梯形轴段44是挤压螺杆221与阶梯形轴孔43配合一侧的端部。如图9所示,阶梯形轴段44仅包括第一轴段441和第二轴段442,且第一轴段441和第二轴段442的端面形状均为六边形,第一轴段441的径向尺寸小于第二轴段442的径向尺寸。
76.若不对弹件的尾部进行限位,弹件容易从容置腔尾部的通孔穿出,导致装配失效,更不能在模头组件的任意部件漏装时弹出加工组件使得加工组件处于非传动状态。因此,在本技术的一些实施例中,设置容置腔4尾部的通孔设有对弹件411进行轴向限位的挡帽47以及限位台阶49,挡帽47横向插入所述容置腔4尾部的通孔至与所述限位台阶形成轴向抵接,以封堵住所述容置腔尾部的通孔,具体见图10和图11。
77.由于挡帽47始终都与对应的限位台阶抵接,同时,通过挡件封堵住容置腔尾部的通孔,使得弹件不会受外部的水渍、面粉等物质的影响而生锈或降低弹性,从而可以进一步保证模头组件漏装部件时,弹件能有效推动顶推件,顶推件通过顶推杆推动加工组件,以使加工组件达到非传动状态。
78.具体的,当限位台阶49为一级限位台阶时,挡帽47横向插入至所述限位台阶的端面处与所述端面形成轴向抵接,实现对弹件411的容置腔4尾部的封堵;或者设置当限位台阶49为两级限位台阶时,挡帽47横向插入至最里侧的限位台阶处且与每级限位台阶都形成轴向抵接,以实现对弹件411的容置腔4尾部的封堵。
79.进一步的,容置腔4内设置有密封圈45,密封圈45包括设置于顶推件412与挡件42之间的第一密封圈451以及设于挡帽47与限位台阶49之间的第二密封圈452。通过在挡帽47与限位台阶49之间设置第二密封圈451,使得容置腔4的尾部被封堵的更加严实。同时,通过挡帽47的一端与弹件411轴向抵接,另一端卡设有卡簧48,卡簧48与容置腔4尾部的通孔内壁卡接实现对挡帽47的固定,使得挡帽47的位置固定且不会随着转动而松脱,进一步提升对弹件411的轴向限定。
80.本领域的技术人员应该明白,虽然本实用新型实施例所揭露的实施方式如上,但的内容仅为便于理解本实用新型实施例而采用的实施方式,并非用以限定本实用新型实施例。任何本实用新型实施例所属领域内的技术人员,在不脱离本实用新型实施例所揭露的精神和范围的前提下,可以在实施的形式及细节上进行任何的修改与变化,但本实用新型实施例的专利保护范围,仍须以所附的权利要求书及其等同物所界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1