用于挤出机设备的注射器系统的制作方法
背景技术:
1、木质纤维素生物质的预处理是从这样的生物质中获得糖和木质素的必要步骤,目的是破坏木质纤维素的顽抗结构并促进酶水解剂进入碳水化合物。在过去几年研究的各种预处理技术中,挤出是一种很有前途的热机械预处理技术。它可以是连续的加工,高度通用,具有良好的混合和传热能力,并且能够在高固体负荷下操作。然而,它的设计仍需完善,才能释放其在生物质加工方面的潜力。例如,成吨生物质的连续分解不仅需要扩大挤出机的大小,而且需要增加大量液体和蒸汽的输入以维持所需的压力、温度和化学品。
2、在生物质加工中,挤出机可配置有螺杆,该螺杆被设计用于产生一个或多个反应区,并允许在预处理期间添加蒸汽以增加这些区中的压力和温度。然而,当挤出机的料桶直径或长度增加以用于商业用途时,需要额外的蒸汽输入以维持料桶中的高压和高温来处理材料。如果在加工的材料上施加的压力太小或达到的温度太低,则最终产品可能未煮透,并且损失优选产品的产量。在加工过程中的不同时间,也可能需要其它液体,例如水、酸或碱。考虑到通过商业上可行的挤出系统发送的生物质材料的体积和速度,传统的注射器的组件变得不合适,并且容易堵塞或反吹。
3、过去已使用各种方法来实现和维持适当的压力水平,控制挤出机料桶内的加工和液体。例如,已知沿着挤出机螺杆的长度安装一个或多个剪切锁定装置。然而,这些装置是不可调节的。过去还提出了可变限制装置,以允许流动限制的变化。例如,美国专利号4,136,968描述了一种特别适用于双螺杆挤出机的限流装置,但它不能用于其它类型的挤出机,并且在其所能产生的限制程度上受到限制。
4、因此,在本领域中需要改进的挤出机注射器的组件,其可以在高输出生物质挤出机系统上有效地操作,而没有传统系统的设计和堵塞问题。
技术实现思路
1、本文提供了一种用于将一种或多种添加剂引入材料中的系统,该系统包括:注射器的组件,其中注射器包括直径范围为2至6mm的内孔;用于控制注射器的组件中的物质流的歧管;结合到所述歧管中用于每个注射器的阀,以独立地控制注射器中的物质流;和添加剂的供应源。在一些实施方式中,添加剂是液体或蒸汽。在一些实施方式中,添加剂是水。在一些实施方式中,添加剂是酸。在一些实施方式中,添加剂是蒸汽,并且其中蒸汽处于约80-600psi的压力下。在一些实施方式中,添加剂是蒸汽,并且其中蒸汽处于约150psi的压力下。在一些实施方式中,添加剂是蒸汽,并且其中蒸汽处于约200psi的压力下。在一些实施方式中,添加剂是蒸汽,并且其中蒸汽处于约250psi的压力下。在一些实施方式中,添加剂是蒸汽,并且其中蒸汽处于约300psi的压力下。
2、在一些实施方式中,材料包括生物质。在一些实施方式中,材料包括生物质,并且其中材料在导管内。在一些实施方式中,导管包括挤出机。在一些实施方式中,导管还包括排放阀。在一些实施方式中,注射器的内孔具有约2mm的直径。在一些实施方式中,注射器的内孔具有约2.5mm的直径。在一些实施方式中,注射器的内孔具有约3mm的直径。在一些实施方式中,注射器的内孔具有约3.5mm的直径。在一些实施方式中,注射器的内孔具有约4mm的直径。在一些实施方式中,注射器的内孔具有约4.5mm的直径。在一些实施方式中,注射器的内孔具有约5mm的直径。在一些实施方式中,注射器的内孔具有约5.5mm的直径。在一些实施方式中,注射器的内孔具有约6mm的直径。
3、在一些实施方式中,注射器的组件包括2个或更多个注射器。在一些实施方式中,注射器的组件包括4个或更多个注射器。在一些实施方式中,注射器的组件包括6个或更多个注射器。在一些实施方式中,注射器的组件包括8个或更多个注射器。在一些实施方式中,注射器的组件包括10个或更多个注射器。在一些实施方式中,注射器的组件包括12个或更多个注射器。在一些实施方式中,注射器的组件包括14个或更多个注射器。在一些实施方式中,注射器的组件包括16个或更多个注射器。在一些实施方式中,材料由反应区内的生物质组成。
4、本文提供了一种将液体或蒸汽注入挤出机料桶或阀体的方法,该方法包括:提供多个注射端口,其中注射端口穿透挤出机料桶的外壁或阀体的外壁;将注射器引入多个注射端口中;将蒸汽注入所述挤出机料桶或所述阀体中,以在所述挤出机料桶或所述阀体中维持150至800psi之间的压力;和将液体注入所述挤出机料桶或阀体。
5、本文提供了一种将液体和蒸汽注入挤出机料桶或阀体的方法,该方法包括:提供多个注射端口,其中注射端口穿透挤出机料桶或阀体;将注射器引入多个注射端口中;和将液体和蒸汽注入所述挤出机料桶或所述阀体中,以在所述挤出机料桶或所述阀体中维持150至800psi之间的压力。
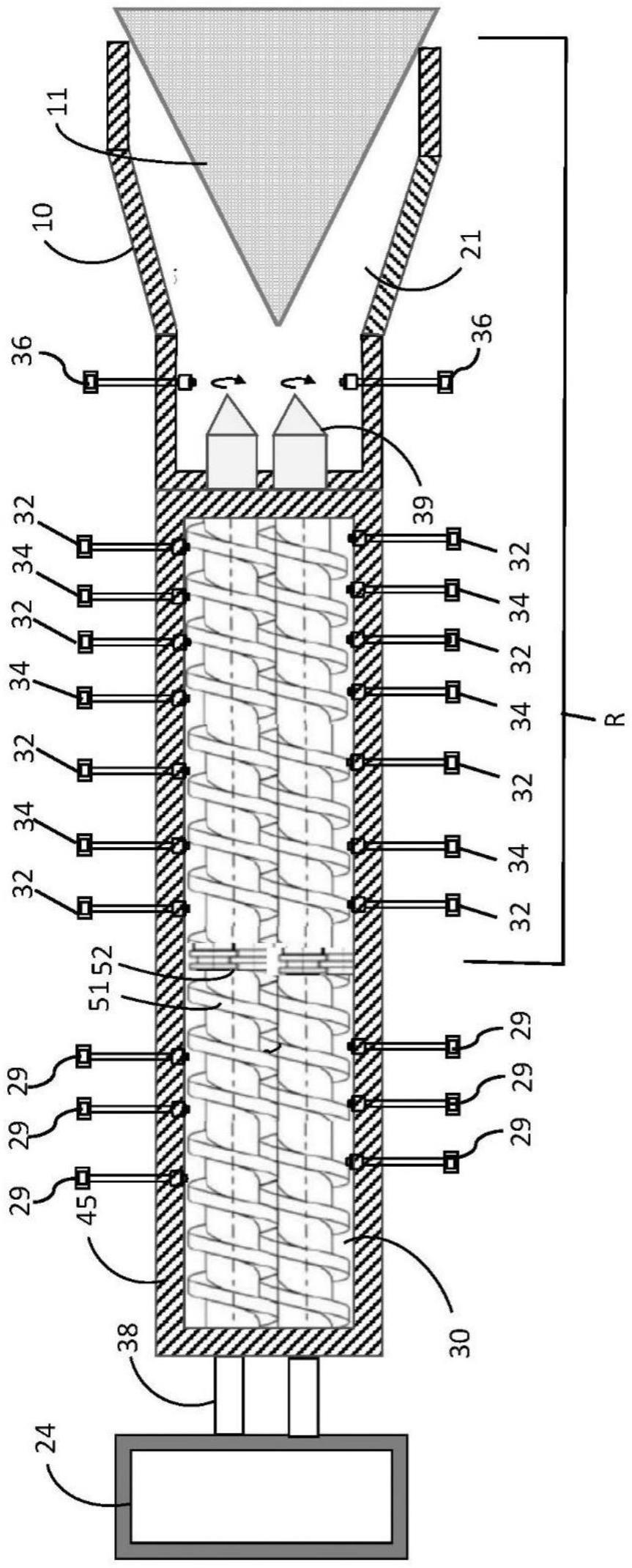
6、在一些实施方式中,注射器包括直径在2-6mm之间的喷嘴孔。在一些实施方式中,注射器包括直径在2-4mm之间的喷嘴孔。在一些实施方式中,注射器包括直径在2-3mm之间的喷嘴孔。在一些实施方式中,注射器包括直径为约2mm的喷嘴孔。在一些实施方式中,用于每天预处理至少一干吨生物质,该方法还包括:以每天至少一干公吨(mt)生物质的速率将生物质馈送到包括料桶的挤出系统中,其中料桶包括内腔室,该内腔室包括供给区和反应区,其中挤出系统被构造和布置使得:通过在分隔供给区和反应区的高压区中压实生物质而形成蒸汽不可渗透的塞子,和具有6mm或更小的内部喷嘴孔直径的蒸汽注射器的组件向反应区提供压力和高温。
7、本文提供了一种挤出机系统,该系统包括一个或多个注射器的组件,其中注射器包括直径为6mm或更小的喷嘴孔。在一些实施方式中,注射器以150-800psi的压力向挤出机孔提供蒸汽。在一些实施方式中,注射器具有4mm或更小的内孔直径。在一些实施方式中,注射器具有2mm或更小的内孔直径。在一些实施方式中,挤出机系统包括至少2个注射器的组件、至少3个注射器的组件或至少4个注射器的组件。在一些实施方式中,注射器的内孔具有约2mm的直径。在一些实施方式中,注射器的内孔具有约2.5mm的直径。在一些实施方式中,注射器的内孔具有约3mm的直径。在一些实施方式中,注射器的内孔具有约3.5mm的直径。在一些实施方式中,注射器的内孔具有约4mm的直径。在一些实施方式中,注射器的内孔具有约4.5mm的直径。在一些实施方式中,注射器的内孔具有约5mm的直径。在一些实施方式中,注射器的内孔具有约5.5mm的直径。在一些实施方式中,注射器的内孔具有约6mm的直径。在一些实施方式中,一个或多个注射器的组件包括2个或更多个注射器。在一些实施方式中,一个或多个注射器的组件包括4个或更多个注射器。在一些实施方式中,一个或多个注射器的组件包括6个或更多个注射器。在一些实施方式中,一个或多个注射器的组件包括8个或更多个注射器。在一些实施方式中,一个或多个注射器的组件包括10个或更多个注射器。在一些实施方式中,一个或多个注射器的组件包括12个或更多个注射器。在一些实施方式中个,一个或多个注射器的组件包括14个或更多个注射器。在一些实施方式中,一个或多个注射器的组件包括16个或更多个注射器。
8、本文提供了一种挤出机系统,包括具有用于注射器喷嘴的组件的螺旋或同心端口的料桶部分。在一些实施方式中,料桶部分包括至少4个端口。在一些实施方式中,料桶部分包括至少6个端口。在一些实施方式中,料桶部分包括至少8个端口。在一些实施方式中,料桶部分包括至少10个端口。在一些实施方式中,料桶部分包括至少12个端口。在一些实施方式中,料桶部分包括至少14个端口。在一些实施方式中,料桶部分包括至少16个端口。在一些实施方式中,挤出机系统包括2个或更多个料桶部分。在一些实施方式中,料桶部分可与其它料桶部分互换。在一些实施方式中,螺旋或同心端口垂直于料桶部分。在一些实施方式中,注射器被预先设置为注射每干重材料30-50%的蒸汽。
9、本文提供了一种用于将一种或多种添加剂引入材料中的系统,该系统包括:具有直径范围为2至6mm的内孔的至少一个注射器的组件;用于控制所述组件中的物质流的歧管;结合到所述歧管中用于每个注射器的阀,以独立地控制注射器中的物质流;和至少一种添加剂的供应源。在一些实施方式中,添加剂是液体或蒸汽。在另一实施方式中,添加剂是水或酸。在其他实施方式中,添加剂是处于80-600psi的压力下的蒸汽。在其他实施方式中,添加剂是处于80-600psi的压力下的蒸汽。在其他实施方式中,添加剂是处于150psi的压力下的蒸汽。在其他实施方式中,添加剂是处于200psi的压力下的蒸汽。在其他实施方式中,添加剂是处于250psi的压力下的蒸汽。在一些实施方式中,添加剂是处于300psi的压力下的蒸汽。在一个实施方式中,材料由导管中的生物质组成。在另一实施方式中,导管是挤出机。在另一实施方式中,导管包括挤出机和排放阀。
10、本文还公开了上述系统,其中注射器的内孔具有2mm、或2.5mm、或3mm、或3.5mm、或4mm、或4.5mm、或5mm、或5.5mm、或6mm的直径。一些实施方式进一步包括由2个或更多个注射器、4个或更多个注射器、6个或更多个注射器、8个或更多个注射器、10个或更多个注射器、12个或更多个注射器、14个或更多个注射器、或甚至16个或更多个注射器组成的组件。在另一实施方式中,材料由反应区内的生物质组成。
11、本文还公开了将液体或蒸汽注入挤出机料桶或阀体的方法,该方法包括:具有穿透挤出机料桶的外壁或外阀壁到其孔的多个注射端口;包括进入注射端口的注射器;和将液体和蒸汽注入所述挤出机料桶或阀中,以在导管中维持150至800psi之间的压力;以及将液体注入所述挤出机料桶或阀。
12、在进一步实施方式中,公开了将液体和蒸汽注入挤出机料桶或阀体的方法,该方法包括:具有穿透挤出机料桶或阀体到其孔的多个注射端口;包括进入注射端口的注射器;和将液体和蒸汽注入所述挤出机料桶或阀中,以在所述区里面维持150至800psi之间的压力。
13、在一些实施方式中,注射器喷嘴孔直径在2-6mm之间。在一些实施方式中,注射器喷嘴孔直径在2-4mm之间。在其他实施方式中,注射器喷嘴孔直径在2-3mm之间。在另一实施方式中,注射器喷嘴孔直径为2mm。
14、还公开了用于每天预处理至少一干吨生物质的方法,该方法包括:以每天至少一干公吨(mt)生物质的速率将生物质馈送到包括料桶的挤出系统中,该料桶限定内腔室,该内腔室包括供给区和反应区,其中挤出系统被构造和布置使得:通过在分隔供给区和反应区的高压区中压实生物质而形成蒸汽不可渗透的塞子,和具有6mm或更小的内部喷嘴孔直径的至少一个蒸汽注射器的组件向反应区提供压力和高温。
15、还公开了一种挤出机系统,该挤出机系统具有一个或多个注射器的至少一个组件中,该一个或多个注射器具有直径为6mm或更小的内部喷嘴孔。在一些实施方式中,注射器以150-800psi的压力向挤出机孔提供蒸汽。在一些实施方式中,注射器具有4mm或更小的内孔直径。在一些实施方式中,注射器具有2mm或更小的内孔直径。
16、在一些实施方式中,系统由至少2个注射器的组件、至少3个注射器的组件或至少4个注射器的组件组成。在另一实施方式中,注射器的内孔具有2mm的直径。在另一实施方式中,注射器的内孔具有2.5mm、或3mm、或3.5mm、或4mm、或4.5mm、或5mm、或6mm的直径。
17、在一些实施方式中,组件由2个或更多个注射器组成。在一些实施方式中,组件由4个或更多个注射器组成。在一些实施方式中,组件由6个或更多个注射器组成。在一些实施方式中,组件由8个或更多个注射器组成。在一些实施方式中,组件由10个或更多个注射器组成。在一些实施方式中,组件由12个或更多个注射器组成。在一些实施方式中个,组件由14个或更多个注射器组成。在一些实施方式中,组件由16个或更多个注射器组成。
18、本文还公开了一种挤出机系统,该挤出机系统包括具有用于注射器喷嘴的组件的螺旋或同心端口的至少一个料桶部分。在一些实施方式中,料桶部分具有至少4个端口。在其他实施方式中,料桶部分具有至少6个端口。在一些实施方式中,料桶部分具有至少8个端口。在一些实施方式中,料桶部分具有至少10个端口。在进一步的实施方式中,料桶部分具有至少12个端口。在另一实施方式中,料桶部分具有至少14个端口。在一些实施方式中,料桶部分具有至少16个端口。
19、在一些实施方式中,挤出机系统包括至少2个料桶部分。在一些实施方式中,料桶部分可与其它料桶部分互换。在一些实施方式中,螺旋或同心端口垂直于料桶部分。
20、本文还公开了一种挤出机系统,其中注射器被预先设置为注射每干重材料30-50%的蒸汽。
21、援引并入
22、本说明书中所提及的所有出版物、专利和专利申请均通过引用并入本文,其程度如同具体地和单独地指出每个单独的出版物、专利或专利申请均通过引用而并入。
- 还没有人留言评论。精彩留言会获得点赞!