一种粽子真空包装工艺及二合一新型给袋式真空包装机的制作方法
1.本发明属于粽子加工技术领域,涉及一种粽子真空包装工艺,特别是一种二合一新型给袋式真空包装机。
背景技术:
2.由于给袋式自动包装机在国内起步较晚,现有的灌袋装置为多为漏斗,用于灌装菜肴等物料,在不改变现有包装袋尺寸的前提下,无法实现粽子灌袋要求。若变更蒸煮袋尺寸,会造成包装成本大幅提升,且由于粽子为人工包裹,形状和大小并非统一,同时,粽子的四角形状极易造成封口的打折,气泡,歪斜等不良现象,因此研发具备粽子专用的投料装置,封口装置的给袋式真空包装机,使其能够适用于粽子产品的自动化真空包装要求,对粽子产业有着极其重要的意义。
3.二现有的真空粽子的生产工艺包括以下步骤:第1步,将干米在常温水中进行浸泡;第2步,将第1步所得的米放入沥米机的传送带上进行沥干;第3步,将第2步所得的沥干米进行调味料的拌制;第4步,将第3步所得的调味料米通过称重法或体积法进行定量;第5步,将第4步所得的定量调味料米与对应馅料一起用粽叶进行包裹,捆扎,成为一只生粽子;第6步,通过灌装机将第5步所得的生粽子放入到粽子烧煮锅中,加入没过粽子的水后,加盖密封,打开蒸汽阀,和压力阀,将锅内温度控制在100℃保持30分钟,然后关闭压力阀,使锅内温度升至121℃并保持30分钟;第7步,将第6步所得的熟粽放入粽子冷却线进行风冷,直至粽子中心温度降到40℃;第8步,将第7步所得的冷却后的熟粽人工装入粽子蒸煮袋内;第9步,将第8步所得的装有粽子的蒸煮袋放入真空包装机内进行真空封口;第10步,将第9步所得的真空生粽放入灭菌锅内,通过高温高压,使粽子中心温度达到121℃,并保持15~20分钟。
4.在人工上,现有真空粽生产工艺中,除了裹粽工序以外,主要在烧煮,真空占用了较多人力。以日产120万只粽子计算,烧煮工人32人,灌袋真空人员175人负责完成粽子的灌袋和真空封口,随着人工费用的上涨,招工难度的增加,每年旺季用工人数也成为影响产能,增加成本的一大因素。
5.因此,如何在提高生产效率和自动化程度的同时,还保证形状和大小统一,内部无气泡,歪斜等不良现象,同时具备粽叶的粽香,是亟需解决的问题
6.现有技术中没有专门的包装机,无法快速对粽子进行真空包装,因此,设计出一种粽子包装机是很有必要的。
7.基于此,我们提出一种粽子真空包装工艺及二合一新型给袋式真空包装机;
8.本粽子真空包装工艺可快速自动化生产真空粽子,形状和大小统一,呈类四面体状,内部无气泡,歪斜等不良现象,同时具备粽叶的粽香,本二合一新型给袋式真空包装机通过预制袋放置机构与夹袋转动机构配合,有效快速的将预制袋张开并夹住,预制袋放置机构支撑预制袋的敞口端两处,夹袋转动机构稳定夹住敞口端两处,该两处的连线与底部封口垂直,保证生产的粽子,呈类四面体状,蒸煮不易变形,同时夹袋转动机构稳定带动预
制袋间歇转动;
9.通过粽叶托盘机构和粽叶放置机构配合,实现快速稳定将片状粽叶依次放置到预制袋的底部;
10.通过置料转筒和夹料机构配合,实现快速稳定将米和馅心按照生产需要依次定量放入预制袋内部,通过注液机构快速定量注入蒸煮真空生粽的水或原汤;
11.通过旋转机构和真空封口机构配合,快速生产真空粽子,旋转机构带动装有真空生粽的真空封口机构移动,移动至出料履带机上方时,真空生粽落入出料履带机上,进行输出。
技术实现要素:
12.本发明的目的是针对现有的技术存在上述问题,提出了一种粽子真空包装工艺及二合一新型给袋式真空包装机,该发明要解决的技术问题是:如何实现快速高效自动化生产加工真空粽子,形状和大小统一,蒸煮不易变形,还能具备粽叶的粽香。
13.本发明的目的可通过下列技术方案来实现:
14.一种粽子真空包装工艺,步骤一,将预制袋取下放置并张开,预制袋的一端为封口,另一端为敞口;
15.步骤二,夹持预制袋的敞口端两处,该两处的连线与底部封口垂直;
16.步骤三,夹持一片片状粽叶,放置入预制袋的底部封口处;
17.步骤四,灌粽:s1,根据需要向预制袋内部进行一次加米,(定量加入的米为浸泡调味后的米,且加入的米量固定),s2,向预制袋内部加馅心,s3,向预制袋内部进行二次加米。(定量加入的米为浸泡调味后的米,且加入的米量固定,两次加米的量为米的总量);或直接加米;
18.步骤五,注水,向步骤四的预制袋中加入粽子熟制所需的水;
19.步骤六,将步骤五装有装有生粽子和生粽子熟制所需水的预制袋转至真空封口机构进行抽真空并封口,得到真空生粽,真空生粽呈类四面体状。
20.步骤七,将步骤六真空生粽落入出料履带机上,输送入蒸煮装置。
21.步骤八,蒸煮装置蒸煮真空生粽,通过高温高压,对粽子进行灭菌和熟制,得到的粽子呈类四面体状。
22.一种二合一新型给袋式真空包装机,包括机箱,所述机箱上方设有控制面板、预制袋放置机构、粽叶托盘机构、粽叶放置机构、若干等距分布的置料转筒、若干等距分布的夹料机构、夹袋转动机构、注液机构、旋转机构和出料履带机,旋转机构上设有若干圆周均布的真空封口机构,控制面板和预制袋放置机构位于机箱的上方一侧,真空封口机构位于机箱上方一侧顶角,注液机构和旋转机构位于机箱的上方另一侧,粽叶放置机构位于粽叶托盘机构和夹袋转动机构之间,置料转筒和夹料机构的数量和位置相对应,夹料机构位于对应的置料转筒和夹袋转动机构之间,出料履带机位于真空封口机构下方,机箱的内部设有控制气泵。
23.本发明的工作原理:粽叶托盘机构上方放置若干均布的粽叶,将预制袋取下放置在预制袋放置机构上,预制袋的一端为封口,另一端为敞口;通过控制面板控制各部件的工作:预制袋放置机构支撑预制袋的敞口端两处,该两处的连线与底部封口垂直,并将其放置
到夹袋转动机构上,夹袋转动机构带动预制袋转移到粽叶放置机构下方,粽叶放置机构将粽叶托盘机构上方的粽叶取下一片,放置入预制袋的底部封口处;
24.夹袋转动机构带动预制袋转移到夹料机构下方,根据需要在若干置料转筒放入浸泡调味后的米和馅心,如生产夹心粽,方案是第一和第三个置料转筒内部放置的浸泡调味后的米,第二个置料转筒内部放置馅心,三个夹料机构分别将三个置料转筒内部放置的浸泡调味后的米和馅心,依次放入预制袋内部,置料转筒可以转动,夹料机构可以移动,基本可以全部夹取置料转筒内部物料;或直接加米到预制袋内部;
25.夹袋转动机构带动预制袋转移到注液机构下方,进行注水,通过注液机构向预制袋中加入粽子熟制所需的水或原汤;
26.夹袋转动机构带动预制袋转移到其中一个真空封口机构下方,真空封口机构进行抽真空并封口,得到真空生粽,真空生粽呈类四面体状;夹袋转动机构与预制袋放置机构配合,依次继续夹持下一个预制袋,旋转机构带动下一个空的真空封口机构正对与夹袋转动机构,旋转机构带动装有真空生粽的真空封口机构移动,移动至出料履带机上方时,真空封口机构打开,真空生粽落入出料履带机上,输送入蒸煮装置,蒸煮装置蒸煮真空生粽,通过高温高压,使粽子得到灭菌和熟制,得到的粽子呈类四面体状。
27.所述夹袋转动机构包括夹袋转动电机和夹袋转动座,夹袋转动电机固定在机箱的内部,夹袋转动座转动设置在机箱的上方,夹袋转动电机的输出轴与夹袋转动座传动连接,夹袋转动座的侧面设有若干圆周均布的夹袋杆组,夹袋杆组包括两个夹袋杆,两个夹袋杆的端部铰接有对称的夹块,夹袋杆的内部设有夹持推杆,夹持推杆的端部与夹块铰接。
28.采用以上结构,夹袋转动电机的输出轴带动夹袋转动座间歇转动,夹袋转动座转动的角度为度除以夹袋杆组的数量的商,预制袋位于两个夹袋杆之间,夹持推杆带动夹块转动,夹块与夹袋杆配合,将预制袋夹持住。
29.所述预制袋放置机构包括若干升降推杆和支撑座,若干升降推杆和支撑座固定在机箱的上方,若干升降推杆的上端设有输送架,支撑座上设有翻转支架,翻转支架位于输送架和夹袋转动机构的其中一组夹袋杆组之间。
30.采用以上结构,若干升降推杆可以升降,根据不同粽子的大小调整输送架的高度,将底部已经封口的预制袋放置在输送架上,翻转支架预支撑预制袋的敞口端两处,该两处的连线与底部封口垂直,带动预制袋推出,推到两个夹袋杆之间,夹持推杆带动夹块转动,夹块与夹袋杆配合,将预制袋夹持住。
31.所述粽叶托盘机构包括底座,底座固定在机箱的上方顶角,底座上滑动设有滑动座,底座上固定有横移电机,底座上转动设有横移丝杆,横移丝杆与横移电机的输出轴固定连接,横移丝杆与滑动座传动连接,滑动座上方固定有固定座,固定座下方固定有升降电机,固定座下方转动设有旋转座,升降电机和旋转座之间设有传动皮带轮副,旋转座的内部螺接有升降螺杆,升降螺杆的上端固定有升降盘,升降盘与固定座之间设有若干直线轴承,升降盘上方设有若干堆放的放置托盘,固定座的一侧设有排出滑道,固定座的上方设有挡隔板,挡隔板位于排出滑道的两侧。
32.采用以上结构,放置托盘上放置若干均布的粽叶,将装有粽叶的放置托盘依次堆放在固定座上,放置托盘抵触在挡隔板之间,横移电机的输出轴带动横移丝杆转动,从而与滑动座配合,带动滑动座在底座上滑动,从而带动放置托盘滑动,与粽叶放置机构配合,夹
取最上层的放置托盘上的粽叶,当粽叶取完后,横移电机与粽叶放置机构配合,将最上层的放置托盘的推出,沿着排出滑道滑出,升降电机通过传动皮带轮副带动旋转座转动,从而带动升降螺杆向上移动一个放置托盘的高度,升降盘与固定座通过若干直线轴承配合,稳定上升。
33.所述粽叶放置机构包括固定架,固定架固定在机箱的上方,固定架的上端固定有气动滑轨,气动滑轨上滑动设有气动滑座,气动滑轨上设有气动调节阀,气动滑座上设有调整推杆,调整推杆的下端设有粽叶吸合组件,粽叶吸合组件包括吸合座,吸合座固定在调整推杆的下端,吸合座的下侧固定有两个连杆,连杆的下端均设有两个吸盘,吸合座上设有两个吸合阀,吸合阀与控制气泵通过气管连接,吸合阀与同侧的两个吸盘通过气管连接,吸合座的侧端固定有放置推杆,放置推杆的下端固定有推块,推块的截面呈倒台体,推块位于两个连杆之间,粽叶吸合组件位于夹袋转动机构的其中一组夹袋杆组正上方。
34.采用以上结构,气动调节阀连接控制气泵,通过控制面板操控控制气泵,控制气动调节阀接气,从而带动气动滑座在气动滑轨上移动,即带动调整推杆移动,调整推杆的伸缩端带动粽叶吸合组件上下移动,吸盘向下移动抵触在片状粽叶上,通过吸合阀与控制气泵吸合,从而将片状粽叶吸起,然后在带动粽叶吸合组件移动,移动至夹袋转动机构的其中一组夹袋杆组夹持的预制袋的正上方,此时放置推杆向下推出,推出的同时,将吸合阀解除吸盘对粽叶的吸合,然后放置推杆向下将粽叶推入预制袋地底部。
35.所述夹料机构包括夹料支架,夹料支架固定在机箱的上方,夹料支架上端固定有横向滑杆,横向滑杆的端部固定有横向电机,横向滑杆上滑动设有移动滑座,移动滑座与横向电机的输出轴之间设有横向皮带,移动滑座上固定有纵向电机,移动滑座上滑动设有纵向滑杆,纵向滑杆与纵向电机的输出轴之间设有纵向皮带,纵向滑杆的侧面铰接有角度推杆,纵向滑杆的下端铰接有转动板,转动板与角度推杆之间铰接,转动板上固定有夹持推杆,转动板上铰接有两个对称设置的夹料盒,夹持推杆的端部与夹料盒的上端铰接,两个对称设置的夹料盒位于夹袋转动机构的其中一组夹袋杆组正上方。
36.采用以上结构,可根据不同粽子的大小,使用不同容积的夹料盒,夹取米或馅心等物料;横向电机的输出轴通过横向皮带带动移动滑座在横向滑杆上横向滑动,纵向电机的输出轴通过纵向皮带带动纵向滑杆在移动滑座上纵向滑动,从而带动夹料盒左右上下移动,角度推杆推出,带动转动板在纵向滑杆的下端转动一定角度,从而带动夹料盒调整一定角度,夹持推杆向下推出,带动两个夹料盒张开,然后夹料盒向下移动,插入置料转筒内部,然后夹持推杆向上收起,带动两个夹料盒闭合,夹取置料转筒内部的米或馅心,移动至夹袋转动机构的其中一组夹袋杆组夹持的底部装有粽叶的预制袋正上方,夹持推杆带动两个夹料盒张开,将米或馅心放置到预制袋内部,进行定量装料,夹料机构和夹取置料转筒配合,可将夹取置料转筒内部的物料基本完全夹出。
37.所述注液机构包括注液支架,注液支架固定在机箱的上方,注液支架呈l型,注液支架上方固定有气动推杆,气动推杆的端部固定有注液器,气动推杆与控制气阀通过气管连接,注液器上端设有集液桶,注液器的端部设有放液管,放液管的上端设有注液阀,放液管的下端设有出液管,出液管位于夹袋转动机构的其中一组夹袋杆组正上方。
38.采用以上结构,气动推杆与控制气阀配合,将集液桶内部的水或原汤定量注入注液器内部,然后通过注液阀,定量将水或原汤通过出液管,注入装有米和馅心的预制袋内,
加入的量为粽子熟制所需的水或原汤。
39.所述旋转机构包括旋转电机和旋转基座,旋转电机固定在机箱的内部,旋转基座转动设置在机箱的上方,旋转电机的输出轴与旋转基座传动连接,旋转基座上方设有旋转盒,旋转盒内部设有真空气泵,旋转盒的上方设有旋转盒散热孔,真空封口机构圆周均布的设置在旋转基座上。
40.采用以上结构,旋转电机带动旋转基座间歇转动,旋转盒与旋转基座同步转动,每次转动的角度为度除以真空封口机构的数量的商,真空气泵与真空封口机构配合吸取预制袋内部的气体,旋转盒散热孔便于对旋转盒内部进行散热。
41.所述真空封口机构包括真空盒体,真空盒体的后侧设有支撑板,支撑板固定在旋转基座上,真空盒体的后侧设有直线轴承和抽气口,抽气口与真空气泵通过气管连接,直线轴承内部设有封口顶杆,封口顶杆的外端连接在旋转基座上,封口顶杆的内端设有封口硅胶条,封口硅胶条的下端设有夹袋板,真空盒体的上方设有真空压力表,真空盒体的上方铰接有盒盖,盒盖的端部铰接有张合推杆,张合推杆的下端铰接在旋转基座上,盒盖的内部设有封口加热条。
42.采用以上结构,张合推杆带动盒盖张开,旋转基座带动支撑板转动,预制袋移动到真空盒体内部,通过夹袋板将预制袋夹住,张合推杆带动盒盖闭合,真空气泵通过抽气口将预制袋内部气体抽走,抽走的同时。封口顶杆向前顶出封口硅胶条,封口硅胶条和封口加热条配合,将预制袋的袋口夹住,封口加热条将预制袋的袋口融合密封,得到真空粽子,真空生粽呈类四面体状,旋转电机带动旋转基座间歇转动,移动至出料履带机上端时,张合推杆带动盒盖张开,夹袋板松开预制袋,真空粽子落在出料履带机上输出。
43.与现有技术相比,本粽子真空包装工艺可快速自动化生产真空粽子,形状和大小统一,同时,粽子的四角形状极易造成封口的打折,无气泡,歪斜等不良现象,同时具备粽叶的粽香;
44.本二合一新型给袋式真空包装机具有以下优点:
45.通过预制袋放置机构与夹袋转动机构配合,有效快速的将预制袋张开并夹住,预制袋放置机构支撑预制袋的敞口端两处,夹袋转动机构稳定夹住敞口端两处,该两处的连线与底部封口垂直,保证生产的粽子,呈类四面体状,蒸煮不易变形,同时夹袋转动机构稳定带动预制袋间歇转动;
46.通过粽叶托盘机构和粽叶放置机构配合,实现快速稳定将片状粽叶依次放置到预制袋的底部;
47.通过置料转筒和夹料机构配合,实现快速稳定将米和馅心按照生产需要依次定量放入预制袋内部,通过注液机构快速定量注入蒸煮真空生粽的水或原汤;
48.通过旋转机构和真空封口机构配合,快速生产真空粽子,旋转机构带动装有真空生粽的真空封口机构移动,移动至出料履带机上方时,真空生粽落入出料履带机上,进行输出。
附图说明
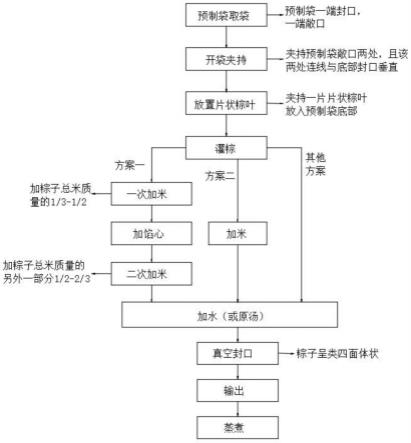
49.图1是本发明的工艺流程示意图。
50.图2是本发明的立体结构示意图。
51.图3是本发明的俯视结构示意图。
52.图4是本发明中部分部件的立体结构示意图。
53.图5是本发明中真空封口机构在张开时的结构示意图。
54.图6是本发明中粽叶托盘机构和粽叶放置机构的结构示意图。
55.图7是本发明中粽叶吸合组件的立体结构示意图。
56.图8是本发明中夹料机构的立体结构示意图。
57.图9是本发明中注液机构的立体结构示意图。
58.图10是本发明包装好的真空粽子实物示意图。
59.图中,1、机箱;2、控制面板;3、预制袋放置机构;301、升降推杆;302、输送架;303、翻转支架;304、支撑座;4、粽叶托盘机构;401、底座;402、横移电机;403、横移丝杆;404、升降螺杆;405、固定座;406、升降盘;407、放置托盘;408、旋转座;409、排出滑道;410、升降电机;411、滑动座;5、粽叶放置机构;501、固定架;502、气动滑轨;503、粽叶吸合组件;503a、吸合座;503b、吸合阀;503c、吸盘;503d、连杆;503e、推块;503f、放置推杆;504、调整推杆;505、气动调节阀;6、置料转筒;7、夹料机构;701、夹料支架;702、横向皮带;703、横向电机;704、横向滑杆;705、移动滑座;706、纵向电机;707、纵向滑杆;708、纵向皮带;709、角度推杆;710、转动板;711、夹持推杆;712、夹料盒;8、夹袋转动机构;801、夹袋转动座;802、夹袋杆;803、夹块;9、注液机构;901、注液支架;902、气动推杆;903集液桶;904、注液器;905、注液阀;906、出液管;10、旋转机构;1001、旋转盒;1002、散热孔;1003、旋转基座;11、真空封口机构;1101、真空盒体;1102、封口硅胶条;1103、夹袋板;1104、支撑板;1105、张合推杆;1106、直线轴承;1107、真空压力表;1108、盒盖;1109、封口加热条;12、出料履带机。
具体实施方式
60.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
61.如图1所示,本粽子真空包装工艺,步骤如下:
62.步骤一,将预制袋取下放置并张开,预制袋的一端为封口,另一端为敞口;
63.步骤二,夹持预制袋的敞口端两处,该两处的连线与底部封口垂直;
64.步骤三,夹持一片片状粽叶,放置入预制袋的底部封口处;
65.步骤四,灌粽:s1,根据需要向预制袋内部进行一次加米,(定量加入的米为浸泡调味后的米,且加入的米量固定),s2,向预制袋内部加馅心,s3,向预制袋内部进行二次加米。(定量加入的米为浸泡调味后的米,且加入的米量固定,两次加米的量为米的总量);或直接加米;
66.步骤五,注水,向步骤四的预制袋中加入粽子熟制所需的水;
67.步骤六,将步骤五装有装有生粽子和生粽子熟制所需水的预制袋转至真空封口机构进行抽真空并封口,得到真空生粽,真空生粽呈类四面体状。
68.步骤七,将步骤六真空生粽落入出料履带机上,输送入蒸煮装置。
69.步骤八,蒸煮装置蒸煮真空生粽,通过高温高压,对粽子进行灭菌和熟制,得到的粽子呈类四面体状。
70.如图2-图9所示,一种二合一新型给袋式真空包装机,包括机箱1,所述机箱1上方
设有控制面板2、预制袋放置机构3、粽叶托盘机构4、粽叶放置机构5、若干等距分布的置料转筒6、若干等距分布的夹料机构7、夹袋转动机构8、注液机构9、旋转机构10和出料履带机12,旋转机构10上设有若干圆周均布的真空封口机构11,控制面板2和预制袋放置机构3位于机箱1的上方一侧,真空封口机构11位于机箱1上方一侧顶角,注液机构9和旋转机构10位于机箱1的上方另一侧,粽叶放置机构5位于粽叶托盘机构4和夹袋转动机构8之间,置料转筒6和夹料机构7的数量和位置相对应,夹料机构7位于对应的置料转筒6和夹袋转动机构8之间,出料履带机12位于真空封口机构11下方,机箱1的内部设有控制气泵;
71.粽叶托盘机构4上方放置若干均布的粽叶,将预制袋取下放置在预制袋放置机构3上,预制袋的一端为封口,另一端为敞口;通过控制面板2控制各部件的工作:预制袋放置机构3支撑预制袋的敞口端两处,该两处的连线与底部封口垂直,并将其放置到夹袋转动机构8上,夹袋转动机构8带动预制袋转移到粽叶放置机构5下方,粽叶放置机构5将粽叶托盘机构4上方的粽叶取下一片,放置入预制袋的底部封口处;
72.夹袋转动机构8带动预制袋转移到夹料机构7下方,根据需要在若干置料转筒6放入浸泡调味后的米和馅心,如生产夹心粽,方案是第一和第三个置料转筒6内部放置的浸泡调味后的米,第二个置料转筒6内部放置馅心,三个夹料机构7分别将三个置料转筒6内部放置的浸泡调味后的米和馅心,依次放入预制袋内部,置料转筒6可以转动,夹料机构7可以移动,基本可以全部夹取置料转筒6内部物料;或直接加米到预制袋内部;
73.夹袋转动机构8带动预制袋转移到注液机构9下方,进行注水,通过注液机构9向预制袋中加入粽子熟制所需的水或原汤;
74.夹袋转动机构8带动预制袋转移到其中一个真空封口机构11下方,真空封口机构11进行抽真空并封口,得到真空生粽,真空生粽呈类四面体状;夹袋转动机构8与预制袋放置机构3配合,依次继续夹持下一个预制袋,旋转机构10带动下一个空的真空封口机构11正对与夹袋转动机构8,旋转机构10带动装有真空生粽的真空封口机构11移动,移动至出料履带机12上方时,真空封口机构11打开,真空生粽落入出料履带机12上,输送入蒸煮装置,蒸煮装置蒸煮真空生粽,通过高温高压,使粽子得到灭菌和熟制,得到的粽子呈类四面体状。
75.夹袋转动机构8包括夹袋转动电机和夹袋转动座801,夹袋转动电机固定在机箱1的内部,夹袋转动座801转动设置在机箱1的上方,夹袋转动电机的输出轴与夹袋转动座801传动连接,夹袋转动座801的侧面设有若干圆周均布的夹袋杆组,夹袋杆组包括两个夹袋杆802,两个夹袋杆802的端部铰接有对称的夹块803,夹袋杆802的内部设有夹持推杆,夹持推杆的端部与夹块803铰接;夹袋转动电机的输出轴带动夹袋转动座801间歇转动,夹袋转动座801转动的角度为360度除以夹袋杆组的数量的商(本实施例中,夹袋杆组的数量为9,360度除以9等于40度,因此,夹袋转动电机的输出轴每次带动夹袋转动座801间歇转动的角度为40度),预制袋位于两个夹袋杆802之间,夹持推杆带动夹块803转动,夹块803与夹袋杆802配合,将预制袋夹持住。
76.预制袋放置机构3包括若干升降推杆301和支撑座304,若干升降推杆301和支撑座304固定在机箱1的上方,若干升降推杆301的上端设有输送架302,支撑座304上设有翻转支架303,翻转支架303位于输送架302和夹袋转动机构8的其中一组夹袋杆组之间;若干升降推杆301可以升降,根据不同粽子的大小调整输送架302的高度,将底部已经封口的预制袋放置在输送架302上,翻转支架303预支撑预制袋的敞口端两处,该两处的连线与底部封口
垂直,带动预制袋推出,推到两个夹袋杆802之间,夹持推杆带动夹块803转动,夹块803与夹袋杆802配合,将预制袋夹持住。
77.粽叶托盘机构4包括底座401,底座401固定在机箱1的上方顶角,底座401上滑动设有滑动座411,底座401上固定有横移电机402,底座401上转动设有横移丝杆403,横移丝杆403与横移电机402的输出轴固定连接,横移丝杆403与滑动座411传动连接,滑动座411上方固定有固定座405,固定座405下方固定有升降电机410,固定座405下方转动设有旋转座408,升降电机410和旋转座408之间设有传动皮带轮副,旋转座408的内部螺接有升降螺杆404,升降螺杆404的上端固定有升降盘406,升降盘406与固定座405之间设有若干直线轴承,升降盘406上方设有若干堆放的放置托盘407,固定座405的一侧设有排出滑道409,固定座405的上方设有挡隔板,挡隔板位于排出滑道409的两侧;
78.放置托盘407上放置若干均布的粽叶,将装有粽叶的放置托盘407依次堆放在固定座405上,放置托盘407抵触在挡隔板之间,横移电机402的输出轴带动横移丝杆403转动,从而与滑动座411配合,带动滑动座411在底座401上滑动,从而带动放置托盘407滑动,与粽叶放置机构5配合,夹取最上层的放置托盘407上的粽叶,当粽叶取完后,横移电机402与粽叶放置机构5配合,将最上层的放置托盘407的推出,沿着排出滑道409滑出,升降电机410通过传动皮带轮副带动旋转座408转动,从而带动升降螺杆404向上移动一个放置托盘407的高度,升降盘406与固定座405通过若干直线轴承配合,稳定上升。
79.粽叶放置机构5包括固定架501,固定架501固定在机箱1的上方,固定架501的上端固定有气动滑轨502,气动滑轨502上滑动设有气动滑座,气动滑轨502上设有气动调节阀505,气动滑座上设有调整推杆504,调整推杆504的下端设有粽叶吸合组件503,粽叶吸合组件503包括吸合座503a,吸合座503a固定在调整推杆504的下端,吸合座503a的下侧固定有两个连杆503d,连杆503d的下端均设有两个吸盘503c,吸合座503a上设有两个吸合阀503b,吸合阀503b与控制气泵通过气管连接,吸合阀503b与同侧的两个吸盘503c通过气管连接,吸合座503a的侧端固定有放置推杆503f,放置推杆503f的下端固定有推块503e,推块503e的截面呈倒台体,推块503e位于两个连杆503d之间,粽叶吸合组件503位于夹袋转动机构8的其中一组夹袋杆组正上方;
80.气动调节阀505连接控制气泵,通过控制面板2操控控制气泵,控制气动调节阀505接气,从而带动气动滑座在气动滑轨502上移动,即带动调整推杆504移动,调整推杆504的伸缩端带动粽叶吸合组件503上下移动,吸盘503c向下移动抵触在片状粽叶上,通过吸合阀503b与控制气泵吸合,从而将片状粽叶吸起,然后在带动粽叶吸合组件503移动,移动至夹袋转动机构8的其中一组夹袋杆组夹持的预制袋的正上方,此时放置推杆503f向下推出,推出的同时,将吸合阀503b解除吸盘503c对粽叶的吸合,然后放置推杆503f向下将粽叶推入预制袋地底部。
81.夹料机构7包括夹料支架701,夹料支架701固定在机箱1的上方,夹料支架701上端固定有横向滑杆704,横向滑杆704的端部固定有横向电机703,横向滑杆704上滑动设有移动滑座705,移动滑座705与横向电机703的输出轴之间设有横向皮带702,移动滑座705上固定有纵向电机706,移动滑座705上滑动设有纵向滑杆707,纵向滑杆707与纵向电机706的输出轴之间设有纵向皮带708,纵向滑杆707的侧面铰接有角度推杆709,纵向滑杆707的下端铰接有转动板710,转动板710与角度推杆709之间铰接,转动板710上固定有夹持推杆711,
转动板710上铰接有两个对称设置的夹料盒712,夹持推杆711的端部与夹料盒712的上端铰接,两个对称设置的夹料盒712位于夹袋转动机构8的其中一组夹袋杆组正上方;
82.可根据不同粽子的大小,使用不同容积的夹料盒712,夹取米或馅心等物料;横向电机703的输出轴通过横向皮带702带动移动滑座705在横向滑杆704上横向滑动,纵向电机706的输出轴通过纵向皮带708带动纵向滑杆707在移动滑座705上纵向滑动,从而带动夹料盒712左右上下移动,角度推杆709推出,带动转动板710在纵向滑杆707的下端转动一定角度,从而带动夹料盒712调整一定角度,夹持推杆711向下推出,带动两个夹料盒712张开,然后夹料盒712向下移动,插入置料转筒6内部,然后夹持推杆711向上收起,带动两个夹料盒712闭合,夹取置料转筒6内部的米或馅心,移动至夹袋转动机构8的其中一组夹袋杆组夹持的底部装有粽叶的预制袋正上方,夹持推杆711带动两个夹料盒712张开,将米或馅心放置到预制袋内部,进行定量装料,夹料机构7和夹取置料转筒6配合,可将夹取置料转筒6内部的物料基本完全夹出。
83.注液机构9包括注液支架901,注液支架901固定在机箱1的上方,注液支架901呈l型,注液支架901上方固定有气动推杆902,气动推杆902的端部固定有注液器904,气动推杆902与控制气阀通过气管连接,注液器904上端设有集液桶903,注液器904的端部设有放液管,放液管的上端设有注液阀905,放液管的下端设有出液管906,出液管906位于夹袋转动机构8的其中一组夹袋杆组正上方;气动推杆902与控制气阀配合,将集液桶903内部的水或原汤定量注入注液器904内部,然后通过注液阀905,定量将水或原汤通过出液管906,注入装有米和馅心的预制袋内,加入的量为粽子熟制所需的水或原汤。
84.旋转机构10包括旋转电机和旋转基座1003,旋转电机固定在机箱1的内部,旋转基座1003转动设置在机箱1的上方,旋转电机的输出轴与旋转基座1003传动连接,旋转基座1003上方设有旋转盒1001,旋转盒1001内部设有真空气泵,旋转盒1001的上方设有旋转盒散热孔1002,真空封口机构11圆周均布的设置在旋转基座1003上;旋转电机带动旋转基座1003间歇转动,旋转盒1001与旋转基座1003同步转动,每次转动的角度为360度除以真空封口机构11的数量的商(本实施例中,真空封口机构11的数量为12个,360度除以12等于30度,因此,旋转电机每次带动旋转基座1003间歇转动的角度为30度),真空气泵与真空封口机构11配合吸取预制袋内部的气体,旋转盒散热孔1002便于对旋转盒1001内部进行散热。
85.真空封口机构11包括真空盒体1101,真空盒体1101的后侧设有支撑板1104,支撑板1104固定在旋转基座1003上,真空盒体1101的后侧设有直线轴承1106和抽气口,抽气口与真空气泵通过气管连接,直线轴承1106内部设有封口顶杆,封口顶杆的外端连接在旋转基座1003上,封口顶杆的内端设有封口硅胶条1102,封口硅胶条1102的下端设有夹袋板1103,真空盒体1101的上方设有真空压力表1107,真空盒体1101的上方铰接有盒盖1108,盒盖1108的端部铰接有张合推杆1105,张合推杆1105的下端铰接在旋转基座1003上,盒盖1108的内部设有封口加热条1109;张合推杆1105带动盒盖1108张开,旋转基座1003带动支撑板1104转动,预制袋移动到真空盒体1101内部,通过夹袋板1103将预制袋夹住,张合推杆1105带动盒盖1108闭合,真空气泵通过抽气口将预制袋内部气体抽走,抽走的同时。封口顶杆向前顶出封口硅胶条1102,封口硅胶条1102和封口加热条1109配合,将预制袋的袋口夹住,封口加热条1109将预制袋的袋口融合密封,得到真空粽子,真空生粽呈类四面体状,旋转电机带动旋转基座1003间歇转动,移动至出料履带机12上端时,张合推杆1105带动盒盖
1108张开,夹袋板110松开预制袋,真空粽子落在出料履带机12上输出,真空粽子的外形如图10所示。
86.本发明的工作原理:
87.放置托盘407上放置若干均布的粽叶,将装有粽叶的放置托盘407依次堆放在固定座405上,放置托盘407抵触在挡隔板之间,可根据不同粽子的大小,使用不同容积的夹料盒712,用于夹取米或馅心等物料,通过若干升降推杆301控制升降,根据不同粽子的大小调整输送架302的高度;
88.将底部已经封口的预制袋放置在输送架302上,翻转支架303预支撑预制袋的敞口端两处,该两处的连线与底部封口垂直,带动预制袋推出,推到两个夹袋杆802之间,夹持推杆带动夹块803转动,夹块803与夹袋杆802配合,将预制袋夹持住,夹袋转动电机的输出轴带动夹袋转动座801间歇转动;
89.夹袋转动机构8带动预制袋转移到粽叶放置机构5下方,气动调节阀505连接控制气泵,通过控制面板2操控控制气泵,控制气动调节阀505接气,从而带动气动滑座在气动滑轨502上移动,即带动调整推杆504移动,调整推杆504的伸缩端带动粽叶吸合组件503上下移动,吸盘503c向下移动抵触在片状粽叶上,通过吸合阀503b与控制气泵吸合,从而将片状粽叶吸起,然后在带动粽叶吸合组件503移动,移动至夹袋转动机构8的其中一组夹袋杆组夹持的预制袋的正上方,此时放置推杆503f向下推出,推出的同时,将吸合阀503b解除吸盘503c对粽叶的吸合,然后放置推杆503f向下将粽叶推入预制袋地底部;
90.夹袋转动电机的输出轴带动夹袋转动座801间歇转动,夹袋转动机构8带动预制袋转移到夹料机构7下方,根据需要在若干置料转筒6放入浸泡调味后的米和馅心,如生产夹心粽,方案是第一和第三个置料转筒6内部放置的浸泡调味后的米,第二个置料转筒6内部放置馅心,三个夹料机构7分别将三个置料转筒6内部放置的浸泡调味后的米和馅心,依次放入预制袋内部,置料转筒6可以转动,夹料机构7可以移动,基本可以全部夹取置料转筒6内部物料;或直接加米到预制袋内部;
91.横向电机703的输出轴通过横向皮带702带动移动滑座705在横向滑杆704上横向滑动,纵向电机706的输出轴通过纵向皮带708带动纵向滑杆707在移动滑座705上纵向滑动,从而带动夹料盒712左右上下移动,角度推杆709推出,带动转动板710在纵向滑杆707的下端转动一定角度,从而带动夹料盒712调整一定角度,夹持推杆711向下推出,带动两个夹料盒712张开,然后夹料盒712向下移动,插入置料转筒6内部,然后夹持推杆711向上收起,带动两个夹料盒712闭合,夹取置料转筒6内部的米或馅心,移动至夹袋转动机构8的其中一组夹袋杆组夹持的底部装有粽叶的预制袋正上方,夹持推杆711带动两个夹料盒712张开,将米或馅心放置到预制袋内部,进行定量装料,夹料机构7和夹取置料转筒6配合,可将夹取置料转筒6内部的物料基本完全夹出
92.夹袋转动电机的输出轴带动夹袋转动座801间歇转动,夹袋转动机构8带动预制袋转移到注液机构9下方,气动推杆902与控制气阀配合,将集液桶903内部的水或原汤定量注入注液器904内部,然后通过注液阀905,定量将水或原汤通过出液管906,注入装有米和馅心的预制袋内,加入的量为粽子熟制所需的水或原汤;
93.张合推杆1105带动盒盖1108张开,夹袋转动电机的输出轴带动夹袋转动座801间歇转动,夹袋转动机构8带动预制袋转移到其中一个真空封口机构11下方,
94.旋转基座1003带动支撑板1104转动,预制袋移动到真空盒体1101内部,通过夹袋板1103将预制袋夹住,张合推杆1105带动盒盖1108闭合,真空气泵通过抽气口将预制袋内部气体抽走,抽走的同时。封口顶杆向前顶出封口硅胶条1102,封口硅胶条1102和封口加热条1109配合,将预制袋的袋口夹住,封口加热条1109将预制袋的袋口融合密封,得到真空粽子,真空生粽呈类四面体状;
95.旋转电机带动旋转基座1003间歇转动,带动下一个空的真空封口机构11正对与夹袋转动机构8,装有真空粽子的真空封口机构11移动至出料履带机12上端时,张合推杆1105带动盒盖1108张开,夹袋板110松开预制袋,真空粽子落在出料履带机12上输出,输送入蒸煮装置,蒸煮装置蒸煮真空生粽,通过高温高压,使粽子得到灭菌和熟制,得到的粽子呈类四面体状;
96.夹袋转动机构8与预制袋放置机构3配合,依次继续夹持下一个预制袋;
97.横移电机402的输出轴带动横移丝杆403转动,从而与滑动座411配合,带动滑动座411在底座401上滑动,从而带动放置托盘407滑动,与粽叶放置机构5配合,夹取最上层的放置托盘407上的粽叶,当粽叶取完后,横移电机402与粽叶放置机构5配合,将最上层的放置托盘407的推出,沿着排出滑道409滑出,升降电机410通过传动皮带轮副带动旋转座408转动,从而带动升降螺杆404向上移动一个放置托盘407的高度,升降盘406与固定座405通过若干直线轴承配合,稳定上升。
98.综上,通过预制袋放置机构3与夹袋转动机构8配合,有效快速的将预制袋张开并夹住,预制袋放置机构3支撑预制袋的敞口端两处,夹袋转动机构8稳定夹住敞口端两处,该两处的连线与底部封口垂直,保证生产的粽子,呈类四面体状,同时夹袋转动机构8稳定带动预制袋间歇转动;
99.通过粽叶托盘机构4和粽叶放置机构5配合,实现快速稳定将片状粽叶依次放置到预制袋的底部;
100.通过置料转筒6和夹料机构7配合,实现快速稳定将米和馅心按照生产需要依次定量放入预制袋内部,通过注液机构9快速定量注入蒸煮真空生粽的水或原汤;
101.通过旋转机构10和真空封口机构11配合,快速生产真空粽子,旋转机构10带动装有真空生粽的真空封口机构11移动,移动至出料履带机12上方时,真空生粽落入出料履带机12上,进行输出。
102.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1