一种改善肠道环境的代餐包制备方法与流程
1.本发明涉及代餐包制备领域,尤其涉及一种改善肠道环境的代餐包制备方法。
背景技术:
2.现今环境下,由于土壤贫瘠、化学元素的污染等问题,导致食物已部分的失去了原有的养分,研究表明,同一种蔬菜在50年间,每百克中所含维生素c的含量呈断崖式下降,因此营养补充是合理膳食的必要组成部分,人们除了从食物搭配中摄取营养物质外,还需要额外的补充。
3.能力转换理论认为,营养补充在变废为宝的过程中起到非常重要的作用,不仅能够使体内储存的多余能量转换为细胞营养和生命能力,还能够提高代谢,促进各个器官的运行,各个器官的运行需要营养的平衡,营养失衡将导致能量转换无法顺利进行,尤其体现在肠道环境的健康上,肠道微生物组成及代谢物与人体健康状况密切相关,它不仅影响着食物消化、营养吸收,同时具有调节宿主代谢及免疫系统等生理功能,而肠道环境的改善不仅需要补充有益菌群还需要提供有益菌群的生存的营养物质。
4.中国专利cn106620189 a公开了一种改善肠道菌群结构的方法及应用,提出选用小檗碱为原料制备的营养品,但其仍未解决如何保证有效物质含量均一的技术问题。
技术实现要素:
5.为此,本发明提供一种改善肠道环境的代餐包制备方法,可以解决无法根据代餐粉结块率和粘度对代餐粉混合情况和各原料形状进行调节以使代餐粉质量符合标准的技术问题。
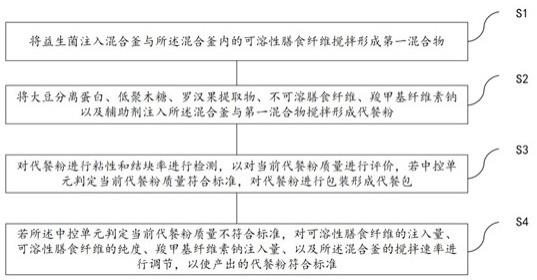
6.为实现上述目的,本发明提供一种改善肠道环境的代餐包制备方法,包括:步骤s1,将益生菌注入混合釜与所述混合釜内的可溶性膳食纤维搅拌形成第一混合物;步骤s2,将大豆分离蛋白、低聚木糖、罗汉果提取物、不可溶膳食纤维、羧甲基纤维素钠以及辅助剂注入所述混合釜与第一混合物搅拌形成代餐粉;步骤s3,对代餐粉进行粘性和结块率进行检测,以对当前代餐粉质量进行评价,若中控单元判定当前代餐粉质量符合标准,对代餐粉进行包装形成代餐包;步骤s4,若所述中控单元判定当前代餐粉质量不符合标准,对可溶性膳食纤维的注入量、可溶性膳食纤维的纯度、羧甲基纤维素钠注入量、以及所述混合釜的搅拌速率进行调节,以使产出的代餐粉符合标准。
7.进一步地,在所述步骤s3中,所述中控单元将获取的代餐粉粘度d与预设粘度相比较,将获取的代餐粉结块率b与预设结块率标准值相比较,对当前制备的代餐粉质量进行评价,其中,当b≤b0,且d1<d<d2,所述中控单元根据当前制备的代餐粉粘度均匀度判定当前代餐粉质量是否符合预设标准;
当b>b0,或d≤d1,或d≥d2,所述中控单元判定当前代餐粉质量不符合预设标准;其中,所述中控单元预设粘度d,设定第一预设粘度d1,第二预设粘度d2,预设结块率标准值b0。
8.进一步地,当所述中控单元判定当前代餐粉质量不符合预设标准时,其中,中控单元获取代餐粉结块率大于预设结块率时,中控单元对所述混合釜的搅拌速率和羧甲基纤维素钠注入量进行调节,其中,当b<b1,所述中控单元提高所述步骤s2中所述混合釜的搅拌速率;当b1≤b≤b2,所述中控单元提高所述步骤s2中所述混合釜的搅拌速率和所述步骤s1中所述混合釜的搅拌速率;当b>b2,所述中控单元提高羧甲基纤维素钠注入量,并提高步骤s2中所述混合釜的搅拌速率;其中,所述中控单元预设结块率b,设定第一预设结块率b1,第二预设结块率b2。
9.进一步地,当所述中控单元获取代餐粉粘性不符合标准,中控单元根据当前代餐粉粘性对可溶性膳食纤维注入量进行调节,其中,当d≤d1,所述中控单元判定提高可溶性膳食纤维注入量;当b≥d2,所述中控单元判定降低可溶性膳食纤维注入量,中控单元预设可溶性膳食纤维注入量最小值mk0,中控单元将调节后的可溶性膳食纤维注入量mkj与预设可溶性膳食纤维注入量最大值mk0相比较,对可溶性膳食纤维纯度进行调节,其中,当mkj≤mk0,所述中控单元提高可溶性膳食纤维纯度;当mkj>mk0,所述中控单元不对可溶性膳食纤维纯度进行调节。
10.进一步地,所述中控单元判定当前代餐粉质量符合预设标准时,中控单元获取制备代餐粉粘度均匀度y,设定y=((d1-d0)2+(d2-d0)2+
……
+(dn-d0)2)/n,其中,d1为第一样本代餐粉粘度,d2为第二样本代餐粉粘度
……
dn为第n样本代餐粉粘度,d0为各样本代餐粉粘度平均值,n为抽样检测代餐粉数量,中控单元将备代餐粉粘度均匀度与预设均匀度相比较,对所述步骤s1-s2中的搅拌速率进行调节,其中,当y<y0,所述中控单元不对所述步骤s1-s2中的搅拌速率进行调节,同时判定产出代餐粉;当y≥y0,所述中控单元提高步骤s1中的搅拌速率和提高步骤s2中的搅拌速率。
11.进一步地,所述混合釜包括用于控制混合釜转动速率的第一电机、调节各搅拌叶片搅拌角度的角度调节单元以及控制搅拌机构搅拌速率的第二电机,所述中控单元预设搅拌速率v,中控单元将调节后的搅拌速率v’与预设搅拌速率相比较,对第一电机、第二电机的动力参数,以及各搅拌叶片的搅拌角度进行调节,其中,当v’≤v1,所述中控单元不对第二电机的动力参数进行调节;当v1<v’<v2,所述中控单元提高所述第二电机的动力参数,同时启动第一电机,选取第一预设动力参数f1为第一电机动力参数;当v’≥v2,所述中控单元提高所述第二电机的动力参数,启动第一电机,选取第二预设动力参数f2为第一电机动力参数,同时扩大各搅拌叶片的搅拌角度;其中,所述中控单元预设搅拌速率,设定第一预设搅拌速率v1,第二预设搅拌速率v2,中控单元预设动力参数f,设定第一预设动力参数f1,第二预设动力参数f2。
12.进一步地,所述步骤s1中可溶性膳食纤维提取方法,包括,步骤s11,对清洗后的菊芋进行研磨,将研磨后的菊芋酶解;步骤s12,酶解后的菊芋过滤,其中,滤渣干燥后形成不可溶性膳食纤维,其为步骤s2中的不可溶性膳食纤维;步骤s13,将滤液注入超滤机构进行膜分离,膜分离后的滤液浓缩干燥后形成可溶性膳食纤维,其为步骤s1中可溶性膳食纤维;步骤s14,对干燥后的可溶性膳食纤维的提取率进行检测,若可溶性膳食纤维的提取率不符合标准,中控单元对步骤s11中的研磨程度以及用酶量进行调节,以使干燥后的可溶性膳食纤维提取率符合标准。
13.进一步地,在所述步骤s14中,所述中控单元获取可溶性膳食纤维的提取率e与预设提取率e相比较,对步骤s11中的研磨程度和用酶量进行调节,其中,当e≤e1,所述中控单元提高步骤s11中的研磨速率,同时提高用酶量;当e1<e<e2,所述中控单元提高步骤s11中的研磨速率;当e≥e2,所述中控单元判定当前可溶性膳食纤维提取率符合标准;其中,所述中控单元预设提取率e,设定第一预设提取率e1,第二预设提取率e2。
14.进一步地,在所述步骤s11中,菊芋注入研磨机构中,第一研磨器和第二研磨器相对转动对菊芋进行研磨,其中,所述第一研磨器连接有用于控制第一研磨器转动速率的第三电机,所述第二研磨器连接有用于控制第二研磨器转动速率的第四电机,所述中控单元预设研磨速率标准值g0,中控单元将调节后的研磨速率gi与预设研磨速率标准值相比较,对第三电机和第四电机的动力参数进行调节,其中,当gi≤g0,所述中控单元提高第三电机的动力参数;当gi>g0,所述中控单元提高第三电机的动力参数,同时提高第四电机的动力参数。
15.进一步地,当所述中控单元判定提高当前可溶性膳食纤维纯度时,中控单元提高步骤s11中的用酶量和酶解时间进行调节,其中,当ck1≤c1,所述中控单元提高用酶量;当c1<ck1<c2,所述中控单元提高用酶量,同时延长酶解时间;当ck1≥c2,所述中控单元判定更换纯化方法,将步骤s13超滤过程替换为层析柱方法对可溶性纤维素进行纯化;其中,所述中控单元预设纯度c,设定第一预设纯度c1,第二预设纯度c2。
16.与现有技术相比,本发明的有益效果在于,尤其,本发明采用益生菌、可溶性膳食纤维、大豆分离蛋白、低聚木糖、罗汉果提取物、不可溶膳食纤维、羧甲基纤维素钠为改善肠道环境的代餐粉主要原料,为改善肠道环境提供营养条件,通过向肠道提供有益菌群同时提供有助于肠道有益菌群生长繁殖的营养物质,实现通过自愈潜能改善肠道环境的目的,本发明以菊芋为制备可溶性膳食纤维和不可溶性膳食纤维的原料,以菊芋生产处的可溶性膳食纤维热量低,具有促进肠道有益菌群生长、促进肠胃功能、调节血脂等作用,其在食物中会形成黏性网格,降低食物被吸收进入血液的速度,同时有助于益生菌合成维生素b、k及大量免疫作用,其富含纤维素,生产出的不可溶膳食纤维能够促进肠道蠕动,防治便秘等作用,同时,本发明代餐粉还辅以蛋白质、低聚木糖等成分为机体提供基础营养,综合性的提
高免疫力。
17.尤其,本发明设置有评价代餐粉粘度和结块率的参考值,中控单元分别将获取的代餐粉粘度和结块率与其参考值相比较,对代餐粉的质量进行评价,其中,当代餐粉结块率小于等于预设结块率同时,代餐粉的粘度在第一预设粘度和第二预设粘度之间时,说明,当前制备的代餐粉的分散度和粘度达标,而若当前代餐粉粘度或结块率任一指标不符合标准,即当结块率大于预设结块率、或代餐粉的粘度小于等于第一预设粘度、或代餐粉的粘度大于等于第二预设粘度,则判定当前代餐粉的质量不符合预设标准。
18.尤其,本发明将结块率设置为两个标准,在中控单元判定当前代餐粉质量不符合预设标准时,首先对其结块率情况进行分析,若其结块率大于预设结块率,说明当前代餐粉分散程度不佳,中控单元根据结块率对混合釜的搅拌速率和羧甲基纤维素钠注入量以调节代餐粉的分散程度,其中,若当前代餐粉结块率小于第一预设结块率,说明当前代餐粉的分散程度略差,中控单元提高代餐粉搅拌过程中的搅拌速率,若当前代餐粉结块率在第一预设结块率和第二预设结块率之间,说明当前代餐粉分散程度较差,中控单元通过提高第一混合物和代餐粉搅拌过程中的搅拌速率,若当前代餐粉结块率大于第二预设结块率,说明当前代餐粉分散程度极差,已无法仅仅通过调节搅拌速率提高代餐粉分散程度,中控单元通过提高羧甲基纤维素钠注入量同时提高代餐粉搅拌过程中的搅拌速率,以综合提高代餐粉的稳定性和分散性,降低代餐粉的结块率。
19.尤其,本发明根据代餐粉的粘性对可溶性膳食纤维的注入量进行调节,以使代餐粉的口感符合标准,其中,当代餐粉粘度低于第一预设粘度,说明当前代餐粉口感较稀,中控单元通过提高可溶性膳食纤维的注入量提高代餐粉粘度,反之,当代餐粉粘度高于第二预设粘度,说明当前代餐粉口感较稠,中控单元通过降低可溶性膳食纤维的注入量降低代餐粉粘度,其中,对可溶性膳食纤维注入量进行调节时,中控单元设置有可溶性膳食纤维注入量的最小值,若调节后的可溶性膳食纤维注入量小于等于预设可溶性膳食纤维注入量最小值,则提高可溶性膳食纤维的纯度,以便代餐粉中可溶性膳食纤维的有效成分量符合标准。
20.尤其,本发明通过调节搅拌速率和羧甲基纤维素钠注入量后将代餐粉粘度和结块率调整至符合标准后,中控单元获取各抽样检测的样本代餐粉粘度确定本批次制备代餐粉粘度是否均一,进而判定各原料尤其是可溶性膳食纤维在各份代餐粉中的含量是否保持一致,若制备代餐粉粘度均匀度小于预设均匀度,说明各份代餐粉粘度统一,中控单元判定当前代餐粉质量符合标准,并产出代餐粉,若制备代餐粉粘度均匀度大于等于预设均匀度,说明各份代餐粉粘度不统一,各份代餐粉中原料不均匀,中控单元判定提高步骤s1和s2的转动速率,以此提高代餐粉的混合均匀程度。
21.尤其,本发明设置有特定的混合釜,混合釜为平卧式,搅拌机构设置于混合釜一侧,水平式的对混合釜内混合物进行搅拌,避免粉状混合物自进料口飞散,导致代餐粉各成分不均衡,同时,混合釜设置有逐步提高搅拌速率的方法以避免单一控制搅拌速率导致各机构配合不当影响混合效果,若调节后的搅拌速率小于等于第一预设搅拌速率,中控单元仅启动搅拌机构对各原料进行混合,若调节后的搅拌速率在第一预设搅拌速率和第二预设搅拌速率之间,中控单元启动搅拌机构同时控制混合釜进行转动,共同提高搅拌速率,若调节后的搅拌速率大于等于第二预设搅拌速率,中控单元启动搅拌机构和混合釜转动的同
时,扩大搅拌叶片的搅拌角度,以使混合釜内整体装置搅拌速率与调节后的搅拌速率相适配。
22.尤其,本发明中控单元将提取率划分为两个标准,中控单元将可溶性膳食纤维的提取率与预设提取率相比较,对当前可溶性膳食纤维的提取进行判定,其中,当中控单元获取的提取率小于等于第一预设提取率,说明当前可溶性膳食纤维提取率过低,中控单元通过提高研磨速率,同时提高用酶量综合提高下一可溶性膳食纤维的提取率,当中控单元获取的提取率在第一预设提取率和第二预设提取率之间,说明当前可溶性膳食纤维提取率较低,中控单元通过提高研磨速率提高下一可溶性膳食纤维的提取率,避免浪费酶制品,而当中控单元获取的提取率大于等于第二预设提取率,说明当前可溶性膳食纤维提取率符合标准。
23.尤其,本发明设置有特定的研磨机构用于对菊芋进行研磨,其包括两个研磨器,通过相对转动实现对粗纤维含量高的菊芋研磨的过程中剪切粗纤维,因此,在研磨过程中,中控单元根据调节后的研磨速率对控制第一研磨机构和第二研磨机构转动速率的电机动力参数进行调控,以使研磨机构的研磨速率符合调节参数,其中,若调节后的研磨速率小于等于预设研磨速率标准值,中控单元仅通过提高第三电机的动力参数提高研磨速率,若调节后的研磨速率大于预设研磨速率标准值,中控单元通过提高第三电机的动力参数的同时提高第四电机的动力参数,提高研磨机构中各研磨器的相对转速进而大幅度的研磨速率,避免各机构转速过高导致设备损坏或温度提高,影响使用寿命,破坏菊芋中有效成分。
24.尤其,本发明设置通过调节用酶量、酶解时间以及纯化方法对可溶性膳食纤维纯度进行调控以使其纯度符合调节后的参数,其中,当中控单元获取的调节后可溶性膳食纤维纯度小于等于第一预设纯度,说明对纯度的调节量较小,中控单元通过提高用酶量提高制备的可溶性膳食纤维的纯度,当中控单元获取的调节后可溶性膳食纤维纯度在第一预设纯度和第二预设纯度之间,说明对纯度的调节量较大,中控单元通过提高用酶量同时延长酶解时间提高制备的可溶性膳食纤维的纯度,而当中控单元获取的调节后可溶性膳食纤维纯度大于等于第二预设纯度,说明对纯度的调节量过大,中控单元无法通过用酶量和酶解时间提高纯度,因此,中控单元更换纯化方法,改用层析法提纯可溶性膳食纤维。
附图说明
25.图1为发明实施例用于制备可溶性膳食纤维的研磨机构结构示意图;图2为发明实施例混合釜结构示意图;图3为发明实施例搅拌机构结构示意图;图4为发明实施例搅拌叶片的搅拌角度示意图;图5为发明实施例改善肠道环境的代餐包制备方法示意图。
具体实施方式
26.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
27.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
28.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
30.请参阅图1所示,其为本发明实施例用于制备可溶性膳食纤维的研磨机构结构示意图,包括,研磨室、第一研磨器8、第二研磨器9,所述第一研磨器与第三电机11相连接,第三电机用于控制第一研磨器的转动速率,第二研磨器与第四电机10相连接,第四电机用于控制第二研磨器的转动速率,所述研磨机构还包括第一滑动单元和第二滑动单元,其中,第一滑动单元包括第五电机18、第一滑杆17以及设置于第一滑杆上的第一套环16,第二滑动单元包括第六电机12、第二滑杆13以及设置于第二滑杆上的第二套环14,所述第一套环和第二套环与连接杆15相连接,连接杆与第四电机相连接,用于控制第二研磨器的位置,在使用中,将预处理后的菊芋注入第一研磨器上,第五电机控制第一套环移动、第六电机控制第二套环移动,第一套环和第二套环带动连接杆移动从而带动第二研磨器移动至预设位置,使得第一研磨器和第二研磨器间隙符合标准,第三电机控制第一研磨器转动,第四电机控制第二研磨器转动,其中,第一研磨器和第二研磨器相对转动,实现对菊芋的研磨,同时本发明实施例采用第一滑动单元和第二滑动单元控制第二研磨器的位置,实现了第二研磨器的平稳移动。
31.具体而言,本发明实施例中可溶性膳食纤维和不可溶性膳食纤维提取原材料为菊芋,菊芋的处理步骤包括,步骤s111,取清洗后的菊芋切成薄片,在50℃的烘箱中干燥12h,注入研磨装置进行研磨,研磨后的菊芋过筛得到菊芋粉;步骤s112,取菊芋粉2g,加入去离子水,调节水溶液ph值,加入酶制剂混匀,其中,水溶液ph值为4.0-6.0,酶制剂可以为果胶酶、酸性蛋白酶以及纤维素酶中的一种或多种,酶制剂的用量为0.2-0.8%;步骤s113,经过1.5-2.5h酶解时间后,将水溶液加热灭酶,冷却后取上清液,其中,酶解温度为50-60℃;步骤s114,将上清液注入超滤机构进行过滤浓缩,其中,超滤机构的超滤膜采用聚砜酰胺膜,截留分子量为10000以下,操作压力为0.25mpa;步骤s115,将浓缩后的上清液置于真空冷冻干燥机中干燥形成可溶性膳食纤维粉。本发明实施例可溶性膳食纤维的提取率为8.5-9.0%,纯度为80-85%。
32.具体而言,本发明实施例提供另一种优选的菊芋处理方法,包括,步骤s121,取清洗后的菊芋切成块状,注入研磨装置进行研磨,研磨后的菊芋注入反应室;步骤s122,向反应室注入去离子水,调节反应室内水溶液ph值,加入酶制剂混匀,其中,反应室内水溶液ph值为4.0-6.0,酶制剂可以为果胶酶、酸性蛋白酶以及纤维素酶中的一种或多种,酶制剂的用量为0.4-1.0%;步骤s123,经过1.5-3h酶解时间后,将水溶液加热灭酶,冷却后将水溶液离心,沉淀物为不可溶膳食纤维,其中,酶解温度为50-60℃;步骤s114,将离心后的上清液
注入超滤机构进行过滤浓缩,其中,超滤机构的超滤膜采用聚砜酰胺膜,截留分子量为10000以下,操作压力为0.25mpa;步骤s125,将浓缩后的上清液置于真空冷冻干燥机中干燥形成可溶性膳食纤维粉。本发明实施例可溶性膳食纤维的提取率为8.7-9.5%,纯度为83-90%。
33.请参阅图2所示,其为本发明实施例混合釜结构示意图,包括,混合釜1,设置于支撑架7上,所述混合釜一侧设置有进料口2、混合釜底部设置有出料口6、混合釜内设置有搅拌机构4、所述搅拌机构的搅拌速率由第一电机3控制,所述混合釜还包括用于控制混合釜转动速率的第二电机5,在使用中,益生菌和可溶性膳食纤维在混合釜内在搅拌速率为100-150r/min条件下进行搅拌形成第一混合物,随后通过进料口向混合釜内注入大豆分离蛋白、低聚木糖、罗汉果提取物、不可溶膳食纤维、羧甲基纤维素钠以及辅助剂与第一混合物在搅拌速率为120-200r/min的条件下进行搅拌形成代餐粉。
34.具体而言,本发明实施例对混合釜的形状材质不作限定,只要其能够对代餐包的各原料进行混合即可,本发明实施例提供一种优选的实施例,混合釜的形状为椭圆体,更有利于各原料的混合,使得各原料搅拌均匀,较立方体的混合釜更节省原料,减少损耗。
35.请参阅图3所示,其为本发明实施例搅拌机构结构示意图,包括,搅拌杆,设置于搅拌杆两侧的若干搅拌叶片41,各搅拌叶片与各角度调节单元相连接,所述角度调节单元用于控制搅拌叶片的搅拌角度,所述角度调节单元包括与搅拌叶片相连接的固定轴42、与固定轴相连接的齿轮44以及控制齿轮转动的驱动件43,在使用过程中,第一电机控制搅拌杆转动的同时,驱动件带动齿轮转动进而带动搅拌叶片相对搅拌杆转动,驱动件通过控制换向时长实现搅拌叶片搅拌角度的调节。
36.请参阅图4所示,其为本发明实施例搅拌叶片的搅拌角度示意图,其中,搅拌叶片单次换向形成的角度θ为搅拌叶片的搅拌角度。
37.请参阅图5所示,其为本发明实施例改善肠道环境的代餐包制备方法示意图,包括,步骤s1,将益生菌注入混合釜与所述混合釜内的可溶性膳食纤维搅拌形成第一混合物;步骤s2,将大豆分离蛋白、低聚木糖、罗汉果提取物、不可溶膳食纤维、羧甲基纤维素钠以及辅助剂注入所述混合釜与第一混合物搅拌形成代餐粉;步骤s3,对代餐粉进行粘性和结块率进行检测,以对当前代餐粉质量进行评价,若中控单元判定当前代餐粉质量符合标准,对代餐粉进行包装形成代餐包;步骤s4,若所述中控单元判定当前代餐粉质量不符合标准,对可溶性膳食纤维的注入量、可溶性膳食纤维的纯度、羧甲基纤维素钠注入量、以及所述混合釜的搅拌速率进行调节,以使产出的代餐粉符合标准。
38.具体而言,本发明采用益生菌、可溶性膳食纤维、大豆分离蛋白、低聚木糖、罗汉果提取物、不可溶膳食纤维、羧甲基纤维素钠为改善肠道环境的代餐粉主要原料,为改善肠道环境提供营养条件,通过向肠道提供有益菌群同时提供有助于肠道有益菌群生长繁殖的营养物质,实现通过自愈潜能改善肠道环境的目的,本发明以菊芋为制备可溶性膳食纤维和不可溶性膳食纤维的原料,以菊芋生产处的可溶性膳食纤维热量低,具有促进肠道有益菌群生长、促进肠胃功能、调节血脂等作用,其在食物中会形成黏性网格,降低食物被吸收进
入血液的速度,同时有助于益生菌合成维生素b、k及大量免疫作用,其富含纤维素,生产出的不可溶膳食纤维能够促进肠道蠕动,防治便秘等作用,同时,本发明代餐粉还辅以蛋白质、低聚木糖等成分为机体提供基础营养,综合性的提高免疫力。
39.具体而言,本发明实施例对代餐粉中各原料重量不作限定,只要其能够实现改善肠道环境即可,本发明实施例益生菌10-15份、可溶性膳食纤维10-15份、大豆分离蛋白20-40份、低聚木糖5-8份、罗汉果提取物5-8份、不可溶膳食纤维20-30份、羧甲基纤维素钠5-10份以及辅助剂,其中,益生菌的种类不作限定,可以为乳双歧杆菌、鼠李糖乳杆菌或植物乳杆菌等肠道有益菌群,活菌量为1000亿以上为佳,更进一步的,辅助剂可以是风味剂或其他原料,对此,本发明不作限定,可以根据代餐粉的具体应用环境进行添加。
40.具体而言,本发明实施例对代餐粉的粘性检测方法不作限定,只要其能够检测代餐粉与水搅拌后形成的液体粘性即可,本发明实施例提供一种优选的实施例,20g-30g代餐粉与200-300ml温水搅拌10-20次,采用粘度检测机构对搅拌后的液体进行粘度检测,其粘度为0.35-0.55 pa.s为较佳,其中粘度检测机构对搅拌后的液体多个位置进行检测,获取的多个位置粘度平均值为代餐粉液体的粘度。
41.具体而言,本发明实施例制备的代餐粉可结合日常饮食,辅以适当的运动对使用者进行营养干预,干预后对使用者身体指标和肠道环境变化进行检测,身体指标根据使用者干预前存在的指标异常,肠道环境主要检测内容为肠道菌落的检测,其中,包括乳酸杆菌属、粪球菌属、弯曲菌属、脆弱类杆菌属、粪杆菌属、梭状芽孢杆菌属、艰难梭菌、埃希氏菌属、霍乱弧菌、罗氏菌属、懒惰脱硫弧菌属、梭形杆菌属、双歧杆菌属、肠沙门氏菌、阿克曼式菌等。
42.实施例一,66岁使用者,患有多种疾病,心脏供血不足、全身动脉硬化、高血压、高血脂、糖耐量异常、慢性胃炎、结肠炎等,使用本发明实施例代餐粉(30g/袋)佐餐,每日两次,经过两个周期后,每个周期42天,对使用者进行身体指标检测,实施例一身体指标如表一,表一,实施例一身体指标
实施例一使用者干预后各项实体指标有了明显的好转,身体机能得到了很好的回复,尤其是肠道菌群得到了较好的平衡。
43.实施例二,36岁使用者,身体表征健康,但检验报告显示,肝功、中度脂肪肝、肠道炎症等多种异常指标,使用本发明实施例代餐粉(30g/袋)佐餐,每日一次,经过一个周期42天后,对使用者进行身体指标检测,实施例二身体指标如表二,表二,实施例二身体指标实施例二的使用者年龄上存在优势,因此对其进行干预的效果较为明显,干预后,
使用者的体重、尿酸等有较大幅度的降低,pct、crp以及c反应蛋白均有不同程度的降低,表示使用者的肠道炎症在营养干预下有了较大幅度的改善,肠道菌群也得到了平衡。
44.具体而言,本发明实施例对代餐粉结块率的检测方法不作限定,只要其能够评价代餐粉的分散度即可,本发明实施例提供一种优选的实施例,将与水搅拌后的液体过筛,筛上物移至烘箱中烘干,烘干后的重量b2,则代餐粉的结块率b为b2/b1
×
100%,其中,b1为代餐粉重量。
45.在所述步骤s3中,所述中控单元将获取的代餐粉粘度d与预设粘度相比较,将获取的代餐粉结块率b与预设结块率标准值相比较,对当前制备的代餐粉质量进行评价,其中,当b≤b0,且d1<d<d2,所述中控单元根据当前制备的代餐粉粘度均匀度判定当前代餐粉质量是否符合预设标准;当b>b0,或d≤d1,或d≥d2,所述中控单元判定当前代餐粉质量不符合预设标准;其中,所述中控单元预设粘度d,设定第一预设粘度d1,第二预设粘度d2,预设结块率标准值b0。
46.具体而言,本发明设置有评价代餐粉粘度和结块率的参考值,中控单元分别将获取的代餐粉粘度和结块率与其参考值相比较,对代餐粉的质量进行评价,其中,当代餐粉结块率小于等于预设结块率同时,代餐粉的粘度在第一预设粘度和第二预设粘度之间时,说明,当前制备的代餐粉的分散度和粘度达标,而若当前代餐粉粘度或结块率任一指标不符合标准,即当结块率大于预设结块率、或代餐粉的粘度小于等于第一预设粘度、或代餐粉的粘度大于等于第二预设粘度,则判定当前代餐粉的质量不符合预设标准。
47.其中,当所述中控单元判定当前代餐粉质量不符合预设标准时,其中,中控单元获取代餐粉结块率大于预设结块率时,中控单元对所述混合釜的搅拌速率和羧甲基纤维素钠注入量进行调节,其中,当b<b1,所述中控单元提高所述步骤s2中所述混合釜的搅拌速率v
s2
至v
s2
1,设定v
s2
1=v
s21×
(1+(b1-b)/b1);当b1≤b≤b2,所述中控单元提高所述步骤s2中所述混合釜的搅拌速率v
s2
至v
s2
2,设定v
s2
2=v
s2
×
(1+(b2-b)
×
(b-b1)/(b1
×
b2)),提高所述步骤s1中所述混合釜的搅拌速率v
s1
至v
s1
1,设定v
s1
1=v
s1
×
(1+(b2-b)
×
(b-b1)/(b1
×
b2));当b>b2,所述中控单元提高羧甲基纤维素钠注入量ms至ms1,设定ms1=ms
×
(1+(b-b2)/b2),并提高步骤s2中所述混合釜的搅拌速率v
s2
至v
s2
3,设定v
s2
3=v
s2
×
(1+(b-b2)/b2);其中,所述中控单元预设结块率b,设定第一预设结块率b1,第二预设结块率b2。
48.具体而言,本发明将结块率设置为两个标准,在中控单元判定当前代餐粉质量不符合预设标准时,首先对其结块率情况进行分析,若其结块率大于预设结块率,说明当前代餐粉分散程度不佳,中控单元根据结块率对混合釜的搅拌速率和羧甲基纤维素钠注入量以调节代餐粉的分散程度,其中,若当前代餐粉结块率小于第一预设结块率,说明当前代餐粉的分散程度略差,中控单元提高代餐粉搅拌过程中的搅拌速率,若当前代餐粉结块率在第一预设结块率和第二预设结块率之间,说明当前代餐粉分散程度较差,中控单元通过提高第一混合物和代餐粉搅拌过程中的搅拌速率,若当前代餐粉结块率大于第二预设结块率,说明当前代餐粉分散程度极差,已无法仅仅通过调节搅拌速率提高代餐粉分散程度,中控
单元通过提高羧甲基纤维素钠注入量同时提高代餐粉搅拌过程中的搅拌速率,以综合提高代餐粉的稳定性和分散性,降低代餐粉的结块率。
49.具体而言,当所述中控单元获取代餐粉粘性不符合标准,中控单元根据当前代餐粉粘性对可溶性膳食纤维注入量进行调节,其中,当d≤d1,所述中控单元判定提高可溶性膳食纤维注入量mk至mk1,设定mk1=mk
×
(1+(d1-d)/d1);当b≥d2,所述中控单元判定降低可溶性膳食纤维注入量mk至mk2,设定mk2=mk
×
(1-(d-d2)/d2)。
50.其中,所述中控单元预设可溶性膳食纤维注入量最小值mk0,中控单元将调节后的可溶性膳食纤维注入量与预设可溶性膳食纤维注入量最大值mk0相比较,对可溶性膳食纤维纯度进行调节,其中,当mkj≤mk0,所述中控单元提高可溶性膳食纤维纯度ck至ck1,设定ck1=ck
×
(1+(mk0-mkj)/mk0);当mkj>mk0,所述中控单元不对可溶性膳食纤维纯度进行调节;其中,j=1,2。
51.具体而言,本发明根据代餐粉的粘性对可溶性膳食纤维的注入量进行调节,以使代餐粉的口感符合标准,其中,当代餐粉粘度低于第一预设粘度,说明当前代餐粉口感较稀,中控单元通过提高可溶性膳食纤维的注入量提高代餐粉粘度,反之,当代餐粉粘度高于第二预设粘度,说明当前代餐粉口感较稠,中控单元通过降低可溶性膳食纤维的注入量降低代餐粉粘度,其中,对可溶性膳食纤维注入量进行调节时,中控单元设置有可溶性膳食纤维注入量的最小值,若调节后的可溶性膳食纤维注入量小于等于预设可溶性膳食纤维注入量最小值,则提高可溶性膳食纤维的纯度,以便代餐粉中可溶性膳食纤维的有效成分量符合标准。
52.其中,所述中控单元判定当前代餐粉质量符合预设标准时,中控单元获取制备代餐粉粘度均匀度y,设定y=((d1-d0)2+(d2-d0)2+
……
+(dn-d0)2)/n,其中,d1为第一样本代餐粉粘度,d2为第二样本代餐粉粘度
……
dn为第n样本代餐粉粘度,d0为各样本代餐粉粘度平均值,n为抽样检测代餐粉数量,中控单元将备代餐粉粘度均匀度与预设均匀度相比较,对所述步骤s1-s2中的搅拌速率进行调节,其中,当y<y0,所述中控单元不对所述步骤s1-s2中的搅拌速率进行调节,同时判定产出代餐粉;当y≥y0,所述中控单元提高步骤s1中的搅拌速率v
s1
1至v
s1
11,设定v
s1
11=v
s11×
(1+(y-y0)/y0),提高步骤s2中的搅拌速率v
s2
r至v
s2
r1,设定v
s2
r1=v
s2r×
(1+(y-y0)/y0);其中,r=1,2,3。
53.具体而言,本发明通过调节搅拌速率和羧甲基纤维素钠注入量后将代餐粉粘度和结块率调整至符合标准后,中控单元获取各抽样检测的样本代餐粉粘度确定本批次制备代餐粉粘度是否均一,进而判定各原料尤其是可溶性膳食纤维在各份代餐粉中的含量是否保持一致,若制备代餐粉粘度均匀度小于预设均匀度,说明各份代餐粉粘度统一,中控单元判定当前代餐粉质量符合标准,并产出代餐粉,若制备代餐粉粘度均匀度大于等于预设均匀度,说明各份代餐粉粘度不统一,各份代餐粉中原料不均匀,中控单元判定提高步骤s1和s2
的转动速率,以此提高代餐粉的混合均匀程度。
54.所述混合釜包括用于控制混合釜转动速率的第一电机、调节各搅拌叶片搅拌角度的角度调节单元以及控制搅拌机构搅拌速率的第二电机,所述中控单元预设搅拌速率v,中控单元将调节后的搅拌速率v’与预设搅拌速率相比较,对第一电机、第二电机的动力参数,以及各搅拌叶片的搅拌角度进行调节,其中,当v’≤v1,所述中控单元不对第二电机的动力参数进行调节;当v1<v’<v2,所述中控单元提高所述第二电机的动力参数f2至f21,设定f21=f2
×
(1+(v2-v’)
×
(v
’‑
v2)/(v1
×
v2)),同时启动第一电机,选取第一预设动力参数f1为第一电机动力参数;当v’≥v2,所述中控单元提高所述第二电机的动力参数f2至f22,设定f22=f2
×
(1+(v
’‑
v2)/v2),启动第一电机,选取第二预设动力参数f2为第一电机动力参数,同时扩大各搅拌叶片的搅拌角度θ至θ1,设定θ1=θ
×
(1+(v
’‑
v2)/v2);其中,所述中控单元预设搅拌速率,设定第一预设搅拌速率v1,第二预设搅拌速率v2,中控单元预设动力参数f,设定第一预设动力参数f1,第二预设动力参数f2。
55.具体而言,本发明设置有特定的混合釜,混合釜为平卧式,搅拌机构设置于混合釜一侧,水平式的对混合釜内混合物进行搅拌,避免粉状混合物自进料口飞散,导致代餐粉各成分不均衡,同时,混合釜设置有逐步提高搅拌速率的方法以避免单一控制搅拌速率导致各机构配合不当影响混合效果,若调节后的搅拌速率小于等于第一预设搅拌速率,中控单元仅启动搅拌机构对各原料进行混合,若调节后的搅拌速率在第一预设搅拌速率和第二预设搅拌速率之间,中控单元启动搅拌机构同时控制混合釜进行转动,共同提高搅拌速率,若调节后的搅拌速率大于等于第二预设搅拌速率,中控单元启动搅拌机构和混合釜转动的同时,扩大搅拌叶片的搅拌角度,以使混合釜内整体装置搅拌速率与调节后的搅拌速率相适配。
56.其中,所述步骤s1中可溶性膳食纤维提取方法,包括,步骤s11,对清洗后的菊芋进行研磨,将研磨后的菊芋酶解;步骤s12,酶解后的菊芋过滤,其中,滤渣干燥后形成不可溶性膳食纤维,其为步骤s2中的不可溶性膳食纤维;步骤s13,将滤液注入超滤机构进行膜分离,膜分离后的滤液浓缩干燥后形成可溶性膳食纤维,其为步骤s1中可溶性膳食纤维;步骤s14,对干燥后的可溶性膳食纤维的提取率进行检测,若可溶性膳食纤维的提取率不符合标准,中控单元对步骤s11中的研磨程度以及用酶量进行调节,以使干燥后的可溶性膳食纤维提取率符合标准。
57.在所述步骤s14中,所述中控单元获取可溶性膳食纤维的提取率e与预设提取率e相比较,对步骤s11中的研磨程度和用酶量进行调节,其中,当e≤e1,所述中控单元提高步骤s11中的研磨速率g至g1,设定g1=g
×
(1+(e1-e)/e1),同时提高用酶量mm至mm1,设定mm1=mm
×
(1+(e1-e)/e1);当e1<e<e2,所述中控单元提高步骤s11中的研磨速率g至g2,设定g2=g
×
(1+(e2-e)
×
(e-e1)/(e1
×
e2));当e≥e2,所述中控单元判定当前可溶性膳食纤维提取率符合标准;
其中,所述中控单元预设提取率e,设定第一预设提取率e1,第二预设提取率e2。
58.具体而言,本发明中控单元将提取率划分为两个标准,中控单元将可溶性膳食纤维的提取率与预设提取率相比较,对当前可溶性膳食纤维的提取进行判定,其中,当中控单元获取的提取率小于等于第一预设提取率,说明当前可溶性膳食纤维提取率过低,中控单元通过提高研磨速率,同时提高用酶量综合提高下一可溶性膳食纤维的提取率,当中控单元获取的提取率在第一预设提取率和第二预设提取率之间,说明当前可溶性膳食纤维提取率较低,中控单元通过提高研磨速率提高下一可溶性膳食纤维的提取率,避免浪费酶制品,而当中控单元获取的提取率大于等于第二预设提取率,说明当前可溶性膳食纤维提取率符合标准。
59.其中,在所述步骤s11中,菊芋注入研磨机构中,第一研磨器和第二研磨器相对转动对菊芋进行研磨,其中,所述第一研磨器连接有用于控制第一研磨器转动速率的第三电机,所述第二研磨器连接有用于控制第二研磨器转动速率的第四电机,所述中控单元预设研磨速率标准值g0,中控单元将调节后的研磨速率gi与预设研磨速率标准值相比较,对第三电机和第四电机的动力参数进行调节,其中,当gi≤g0,所述中控单元提高第三电机的动力参数f3至f31,设定f31=f3
×
(1+(g0-gi)/g0);当gi>g0,所述中控单元提高第三电机的动力参数f3至f32,设定f32=f3
×
(1+(gi-g0)/g0),同时提高第四电机的动力参数f4至f41,设定f41=f4
×
(1+(gi-g0)/g0);其中,i=1,2。
60.具体而言,本发明设置有特定的研磨机构用于对菊芋进行研磨,其包括两个研磨器,通过相对转动实现对粗纤维含量高的菊芋研磨的过程中剪切粗纤维,因此,在研磨过程中,中控单元根据调节后的研磨速率对控制第一研磨机构和第二研磨机构转动速率的电机动力参数进行调控,以使研磨机构的研磨速率符合调节参数,其中,若调节后的研磨速率小于等于预设研磨速率标准值,中控单元仅通过提高第三电机的动力参数提高研磨速率,若调节后的研磨速率大于预设研磨速率标准值,中控单元通过提高第三电机的动力参数的同时提高第四电机的动力参数,提高研磨机构中各研磨器的相对转速进而大幅度的研磨速率,避免各机构转速过高导致设备损坏或温度提高,影响使用寿命,破坏菊芋中有效成分。
61.其中,当所述中控单元判定提高当前可溶性膳食纤维纯度时,中控单元提高步骤s11中的用酶量和酶解时间进行调节,其中,当ck1≤c1,所述中控单元提高用酶量mm1至mm11,设定mm11=mm1
×
(1+(c1-ck1)/c1);当c1<ck1<c2,所述中控单元提高用酶量mm1至mm12,设定mm12=mm1
×
(1+(c2-ck1)
×
(ck1-c1)/(c1
×
c2)),同时延长酶解时间t至t1,设定t1=t
×
1.5;当ck1≥c2,所述中控单元判定更换纯化方法,将步骤s13超滤过程替换为层析柱方法对可溶性纤维素进行纯化;其中,所述中控单元预设纯度c,设定第一预设纯度c1,第二预设纯度c2。
62.具体而言,本发明设置通过调节用酶量、酶解时间以及纯化方法对可溶性膳食纤维纯度进行调控以使其纯度符合调节后的参数,其中,当中控单元获取的调节后可溶性膳食纤维纯度小于等于第一预设纯度,说明对纯度的调节量较小,中控单元通过提高用酶量
提高制备的可溶性膳食纤维的纯度,当中控单元获取的调节后可溶性膳食纤维纯度在第一预设纯度和第二预设纯度之间,说明对纯度的调节量较大,中控单元通过提高用酶量同时延长酶解时间提高制备的可溶性膳食纤维的纯度,而当中控单元获取的调节后可溶性膳食纤维纯度大于等于第二预设纯度,说明对纯度的调节量过大,中控单元无法通过用酶量和酶解时间提高纯度,因此,中控单元更换纯化方法,改用层析法提纯可溶性膳食纤维。
63.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1