电子雾化装置及其雾化芯、多孔体和多孔体的制造方法与流程
1.本发明涉及电子雾化领域,更具体地说,涉及一种电子雾化装置及其雾化芯、多孔体和多孔体的制造方法。
背景技术:
2.相关技术中电子雾化装置通常包括用于收容液态气溶胶生成基质的储液腔以及与储液腔导液连接的雾化芯,雾化芯通电后可以发热而将液态气溶胶生成基加热雾化,形成气溶胶。雾化芯是电子雾化装置的核心部件,相关技术中的雾化芯多采用陶瓷雾化芯。然而,相关技术中的陶瓷雾化芯的综合性能相对较差,例如,存在导油速率低、容易发生干烧失效、使用寿命短等缺陷。
技术实现要素:
3.本发明要解决的技术问题在于,提供一种改进的电子雾化装置及其雾化芯、多孔体和多孔体的制造方法。
4.为解决上述技术问题,本发明提供了一种多孔体,用于电子雾化装置,该多孔体包括第一表面、与该第一表面相对的第二表面以及沿着所述第一表面到所述第二表面的方向层叠在一起的至少两个单元层,所述至少两个单元层中的一个包括储液优势层以及与该储液优势层层叠在一起的锁液优势层,所述至少两个单元层中的另一个至少包括储液优势层或锁液优势层。
5.所述至少两个单元层中的每一单元层均包括储液优势层以及与该储液优势层层叠在一起的锁液优势层,所述至少两个单元层的储液优势层和锁液优势层沿着所述第一表面到所述第二表面的方向呈交替式层叠在一起
6.在一些实施例中,所述锁液优势层的厚度为10-200μm。
7.在一些实施例中,所述多孔体的厚度为0.8-3.0mm。
8.在一些实施例中,所述多孔体的平均孔隙率为50%-75%。
9.在一些实施例中,每一单元层的厚度为0.1-1.5mm。
10.在一些实施例中,所述储液优势层包括大孔径结构层,所述锁液优势层包括小孔径结构层,所述大孔径结构层的平均孔径是所述小孔径结构层的平均孔径的1.5-2.5倍。
11.在一些实施例中,所述储液优势层包括大孔径结构层,所述锁液优势层包括小孔径结构层,所述大孔径结构层的平均孔径范围是50-150μm,所述小孔径结构层的平均孔径范围是20-100μm。
12.在一些实施例中,所述储液优势层包括高孔隙率层,所述锁液优势层包括低孔隙率层,所述高孔隙率层的孔隙率是所述低孔隙率层的孔隙率的1.2-2倍。
13.在一些实施例中,所述储液优势层包括高孔隙率层,所述锁液优势层包括低孔隙率层,所述高孔隙率层的孔隙率范围是55%-90%,所述低孔隙率层的孔隙率范围是55%-90%。
14.在一些实施例中,所述多孔体为多孔氧化铝陶瓷、多孔氧化硅、多孔堇青石、多孔碳化硅、多孔氮化硅、多孔莫来石和复合多孔陶瓷中的一个或一个以上的组合。
15.提供一种上述多孔体的制造方法,包括如下步骤:
16.(a)提供至少两对不同孔隙率或不同孔径的生坯;
17.(b)将所述至少两对生坯交替地堆叠,形成一个生坯组合体;
18.(c)对所述生坯组合体进行共烧。
19.在一些实施例中,所述步骤(a)中的生坯采用流延或挤压成型。
20.在一些实施例中,所述步骤(a)中的生坯中,部分生坯采用流延成型,部分生坯采用挤压或注塑成型。
21.提供一种雾化芯,用于电子雾化装置,包括发热体,还包括上述的多孔体,所述发热体设置于所述至少两个单元层中的一个的储液优势层或锁液优势层表面。
22.在一些实施例中,所述发热体为多孔发热膜或金属发热片。
23.提供一种电子雾化装置,包括储液腔以及雾化腔,还包括上述的雾化芯,所述多孔体的设置所述发热体的表面与所述雾化腔导气连通,所述多孔体的与所述设置所述发热体的表面相对的另一表面与所述储液腔导液连通。
24.本发明的有益效果:多孔体包括呈交替布置的储液优势层和锁液优势层,能实现更陡峭的梯度落差,提供更强的传热传质驱动力。
附图说明:
25.下面将结合附图及实施例对本发明作进一步说明,附图中:
26.图1是本发明一些实施例中的电子雾化装置的纵向剖视图。
27.图2是图1所示雾化芯底部朝上时的立体结构示意图。
28.图3是图1所示雾化芯的发热体的立体结构示意图。
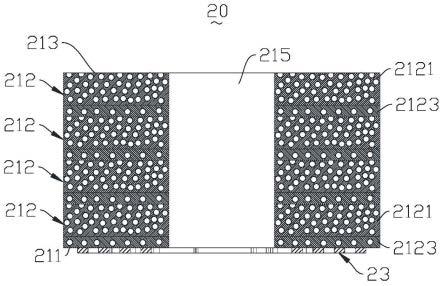
29.图4是图1所示雾化芯的纵向剖面结构示意图。
30.图5是图1所示雾化芯的多孔体的电镜图。
31.图6是图1所示雾化芯的多孔体的导液试验数据比较图。
32.图7是图1所示雾化芯的电镜图。
33.图8是本发明另一些实施例中的雾化芯的纵向剖面结构示意图。
34.图9是本发明再一些实施例中的雾化芯的纵向剖面结构示意图。
35.图10是图9所示雾化芯的电镜图。
36.图11是本发明还一些实施例中的雾化芯的纵向剖面结构示意图。
具体实施方式
37.为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本发明的具体实施方式。
38.图1及图2示出了本发明一些实施例中的电子雾化装置1,该电子雾化装置1可用于加热雾化液态气溶生成基质,并供使用者抽吸,其在一些实施例中可呈扁平柱状,以方便手握。该电子雾化装置1在一些实施例中包括壳体10、雾化芯20和一对电极30。该壳体10用于形成雾化腔11、储液腔13以及出气通道15。该雾化芯20设置于壳体10内,用于加热雾化液态
气溶胶生成基质。一对电极30电性地连接于雾化芯20上,用于将雾化芯20与电池装置(未图示)电性连接。可以理解地,电子雾化装置1并不局限于扁平柱状,其也可以呈圆柱状、方柱状或其他不规则形状。
39.如图1所示,该壳体10在一些实施例中可包括雾化腔11、储液腔13以及出气通道15。该雾化腔11设置于壳体10底端,用于收容气溶胶并将气溶胶与环境空气进行混合。出气通道15纵向设置于壳体10内且与雾化腔11相连通,用于导出气溶胶和空气的混合物。该储液腔13设置于雾化芯12的上部,并环绕出气通道15,用于收容液态气溶胶生成基质。该壳体10的上端可形成一个与出气通道15相连通的扁平吸嘴,以方便使用者抽吸。
40.如图2所示,该雾化芯20在一些实施例中可包括多孔体21和发热体23。该多孔体21用于藉由毛细力将储液腔13中的液态气溶胶生成基质输送至发热体23。发热体23设置于多孔体21上,用于在通电后产生高温,以加热雾化液态气溶胶生成基质。
41.该多孔体21在一些实施例中可呈柱状,其可包括第一表面211、第二表面213和中心通道215,该第一表面211可位于多孔体21的底端,用于安装发热体23,以形成雾化面。第二表面213与第一表面211相对设置,并可位于多孔体21的顶端,用于与储液腔13相连通,以形成吸液面。中心通道215设置于多孔体21内且从第一表面211延伸到第二表面213,用于将雾化腔11与出气通道15相连通。可以理解地,多孔体21并不局限于呈柱状,其也可以呈平板状。
42.在一些实施例中,发热体23可采用圆形或类圆形设计,更有利发热面的充分利用,可在较小的尺寸下通过弧形发热部的环绕设计,延长弧形发热部长度,获得较高阻值。发热体23的弧形发热部的环绕设计可充分聚集发热热量,结合圆形或类圆形带来的小尺寸化,使弧形发热部内的温度进一步提高,产生更多的雾气。
43.该发热体23在一些实施例中可包括第一发热单元231、圆弧形的第二发热单元232以及圆弧形的第三发热单元233。该第一发热单元231设置在多孔体21的第一表面211,用于中部发热。该第二发热单元232、第三发热单元233并间隔地、对称地分布于该第一发热单元231的两相对侧并与该第一发热单元231共圆心,分别用于两侧发热。该第二发热单元232和第三发热单元233与第一发热单元231不同侧的一端分别与其电性连接。
44.雾化芯20在一些实施例中可采用发热体23与多孔体21一体成型,通过排胶、烧结获得;也可以先制备多孔体21,再制备发热体23,经排胶和烧结后获得。多孔体21和发热体23图形形状可不做限制。
45.一同参阅图3,该第一发热单元231在一些实施例中可呈圆环形,其可包括中心通孔2310,该中心通道2310与多孔体21的中心通道215相连通。中心通孔2310实现雾化腔11与吸嘴直通式的连接,在抽吸过程中雾气由中心通孔2310直接传输至吸嘴,气道简单,既可以缓解雾气在气道中的凝结,减少堵塞和漏液,提高雾气量,又可使雾气直接、快速进入抽吸者口中,保证抽吸口感。
46.该第二发热单元232在一些实施例中可包括也大致呈圆弧形的第一发热部2321、第二发热部2322以及第三发热部2323。第一发热部2321、第二发热部2322以及第三发热部2323与第一发热单元231共圆心且依次平行间隔排列;可以理解地,第二发热单元232的圆弧形发热部的数量不限于三个,两个或三个以上也可适用。
47.该第二发热单元232的至少两个圆弧形发热部中靠近中心通孔2310的至少一圆弧
形发热部的长度小于远离所述中心通孔2310的至少一圆弧形发热部的长度。在一些实施方式中,第一发热部2321、第二发热部2322以及第三发热部2323依次远离中心通孔2310;并且第一发热部2321的长度小于第二发热部2322的长度,第二发热部2322的长度小于第三发热部2323的长度。依次递增的长度能提高发热部的发热面积,进一步提高烟雾量。
48.该第二发热单元232在一些实施例中还可包括大致呈条状的三个第四发热部2324,该三个第四发热部2324中的两个将第一发热部2321、第二发热部2322、第三发热部2323依次电性串联连接,该三个第四发热部2324中的另一个的两端分别与第一发热单元231和第一发热部2321电性连接。
49.该第三发热单元233在一些实施例中可包括也大致呈圆弧形的第五发热部2331、第六发热部2332以及第七发热部2333。第五发热部2331、第六发热部2332以及第七发热部2333与第一发热单元231共圆心且依次平行间隔排列。可以理解地,第三发热单元233的圆弧形发热部的数量不限于三个,两个或三个以上也可适用。
50.该第三发热单元233的至少两个圆弧形发热部中靠近中心通孔2310的至少一圆弧形发热部的长度小于远离所述中心通孔2310的至少一圆弧形发热部的长度。在一些实施方式中,第五发热部2331、第六发热部2332以及第七发热部2333依次远离中心通孔2310;并且第五发热部2331的长度小于第六发热部2332的长度,第六发热部2332的长度小于第七发热部2333的长度。依次递增的长度能提高发热部的发热面积,进一步提高烟雾量。
51.该第三发热单元233在一些实施例中还可包括大致呈条状的三个第八发热部2334,该三个第八发热部2334中的两个将第五发热部2331、第六发热部2332、第七发热部2333依次电性串联连接,该三个第八发热部2324中的另一个的两端分别与第一发热单元231和第五发热部2321电性连接。
52.该三个第四发热部2324中的另一个和该三个第八发热部2334中的另一个的一端分别连接于第一发热单元231的两相对侧,从而实现第二发热单元232和第三发热单元233与第一发热单元231的电性连接。
53.再如图2和3所示,该发热体23在一些实施例中还可包括第一电极连接单元234以及第二电极连接单元235。第一电极连接单元234和第二电极连接单元235平行间隔地设置于第一发热单元231的另两相对侧,并分别与第三发热部2323和第七发热部2333的另一端相连接,并用于与一对电极30电性连接。
54.一同参阅图4,多孔体21在一些实施例中可包括n(2≦n≦30)个单元层212,这些单元层212沿着第一表面211到第二表面213的方向层叠布置。每一单元层212可包括远离第一表面211的储液优势层2121和靠近第一表面211的锁液优势层2123,使得多孔体21的储液优势层2121和锁液优势层2123呈交替式布置,实现比同等厚度的单一孔隙率的多孔体更陡峭的梯度落差,从而提供更强的传热传质驱动力,为抽吸过程提供更快的供液能力。
55.在一些实施例中,该多孔体21的厚度(第一表面211至第二表面213之间的距离)可为0.8-3.0mm,其平均孔隙率可为50%-75%。每一单元层212的厚度可为0.10-1.5mm,每一单元层212的锁液优势层2123的厚度可为10-200μm。
56.可以理解地,在一些实施例中,多孔体21的单元层212并不局限于都包括储液优势层2121和锁液优势层2123,其中的部分单元层212也可以只包括储液优势层2121或锁液优势层2123。
57.再如图4所示,储液优势层2121在一些实施例中可为高孔隙率层,该锁液优势层2123在一些实施例中可为低孔隙率层。其中,锁液优势层2123为该多孔体21提供相对于储液优势层2121较强的支撑和锁液功能;储液优势层2121为该多孔体21提供相对于储液优势层2121较大量的储液、较快速的供液以及较强的隔热等功能,以减少热量损耗,为雾化芯20提供更高的能量利用率。
58.在一些实施例中,储液优势层2121的孔隙率是锁液优势层2123的孔隙率的1.2-2倍。在一些实施例中,储液优势层2121的孔隙率可为55%-90%,锁液优势层2123的孔隙率为45%-70%。
59.该多孔体21在一些实施例中可为一体成型的多孔氧化铝陶瓷、多孔氧化硅、多孔堇青石、多孔碳化硅、多孔氮化硅、多孔莫来石、或复合多孔陶瓷等。可以理解地,该多孔体21不局限于此,也可采用其他适合流延成型或涂覆的材料制成。
60.图5示出了一些实施例中的多孔体21的电镜图,从图中可以明显地看出,该多孔体21包括多数个交替排布的储液优势层2121和锁液优势层2123,其中每个储液优势层2121的厚度大约为194μm,每个锁液优势层2123的厚度大约为20μm。
61.图6示出了采用周期性层状结构的多孔体21与采用均一孔隙率的多孔体在同等厚度条件下的导液测试的速率曲线比较图,该测试中,样品均为长方形的陶瓷多孔体,测试液体为绿豆冰烟液30mg,测试的时间为液体从多孔体吸液面蔓延至雾化面的时间。如图所示,在不同的测试过程中,采用周期性多层结构的多孔体21的导液速率(其导液速率统计曲线为a)均显著优于采用均一孔隙率的多孔体的导液速率(其导液速率统计曲线为b)。
62.该多孔体21在一些实施例中可以采用流延、挤压等工艺制备,具体举例如下:
63.(1)流延工艺,流延工艺本身适合制备多层结构,比如:(a)可以先流延不同孔隙率的生坯,通过周期性堆叠然后共烧制备周期性层状结构;(b)也可以通过配方的调整,根据配方中各成分密度和粒径的不同,从而展现在浆料中悬浮能力的差异而一次流延上下侧孔隙率差异的生坯,然后通过多层生坯堆叠共烧制备成周期性层状结构。
64.(2)采用挤压成型工艺,通过配方调整,挤压出多种不同孔隙率的生坯,然后采用多层生坯堆叠共烧制备成周期性层状结构。
65.(3)多种工艺搭配制备,比如先流延一种孔隙率的生坯,然后挤压或注塑另外一种孔隙率的生坯,然后将多种不同孔隙率的生坯周期性堆叠共烧制备周期性层状结构。
66.(4)采用涂覆工艺,底层基体为高孔隙率层,然后在该基体上进行涂覆,二次烧结,形成表面低孔隙率层;根据不同的孔隙率要求,可人为调控多孔基体材料配方及成型参数,形成所需的具备层级孔隙的多孔基体结构。
67.再如图4所示,发热体23在一些实施例中可为多孔发热膜,其可通过用丝印发热膜、真空镀膜等方式覆盖于多孔体21且与雾化腔11导气连通的第一表面上,即锁液优势层2123的表面,并部分渗入该锁液优势层2123中。
68.在一些实施例中,根据试验数据表明,当发热膜的下渗比例高于60%时,容易存在严重炸液现象,而当下渗比例低于60%时,炸液问题就可以得到显著的改善。下表列出了不同类型的雾化芯20的炸液试验比对表,也说明了这一点。
[0069][0070][0071]
对于敷设在小孔隙率层(锁液优势层2123)的发热体23而言,由于小孔隙率层(锁液优势层2123)孔隙孔径较小,发热体23下渗量较少,主要下渗至小孔隙率层(锁液优势层2123),下渗比例低于60%,可以避免严重的炸液现象产生。另外,发热体23为多孔发热膜,其给雾化气流提供通道,降低了发热体23工作温度,可以进一步减少炸液现象产生,提高了产品的可靠性。
[0072]
图7示出了本发明一些实施例中的雾化芯20的电镜图,如图所示,发热体23渗入多孔体21的部分的厚度约为118μm,露出部分的厚度约为103μm,其下渗占比约为46.6%,下渗占比小于60%。
[0073]
在一些实施例中,发热体23于多孔体21上的成型可采用如下方法:
[0074]
(1)采用丝印方式制备多孔发热膜,发热膜浆料具备一定流动性,印刷时浆料可渗入到多孔体21孔隙内,由于多孔体21的孔隙不是直通孔,存在一定的迂曲度,且孔壁不光滑,对浆料下渗存在阻力,孔隙率低的多孔体21的孔壁粘滞阻力更大,发热膜下渗程度较低;同时通过调整发热膜材料高温流动性或者低温下浆料粘度来调控下渗量。发热体23的厚度可15-150μm,发热体23渗入多孔体21中的部分的厚度不超过整个多孔体21厚度的60%,控制下渗量主要是减少烟油在多孔体21内部的过热沸腾,从而降低了热量损失,提高了雾化效率。
[0075]
(2)采用磁控溅射镀膜工艺在多孔体21上制备多孔发热膜,多孔发热膜的厚度可为1-5μm,发热膜材料可在多孔体21孔隙内形成少量下渗,因此,多孔体21内部因发热膜下渗部分产生的热量较少,能量利用率高;且少量的下渗提供了发热膜与多孔体21的物理嵌合,增强膜基结合力,提高雾化芯20的可靠性。
[0076]
图8示出了本发明另一些实施例中的雾化芯20a,该雾化芯20a可作为上述雾化芯20的一个替代,其可包括多孔体21a和发热体23a。该多孔体21a用于将储液腔13中的液态气溶胶生成基质输送给发热体23a。发热体23a设置于多孔体21a上,用于在通电后产生高温,以加热雾化液态气溶胶生成基质。
[0077]
该多孔体21a在一些实施例中可呈柱状,其可包括第一表面211a、第二表面213a和中心通道215a,该第一表面211a可位于多孔体21a的底部,用于安装发热体23a,以形成雾化面。第二表面213a与第一表面211a相对设置,并可位于多孔体21a的顶部,用于与液态气溶胶生成基质相接触,以形成吸液面。中心通道215a设置于多孔体21a内且从第一表面211a延伸到第二表面213a,用于将雾化腔11与出气通道15相连通。可以理解地,多孔体21a并不局限于呈柱状,其也可以呈平板状。
[0078]
多孔体21a在一些实施例中可包括n(2≦n≦30)个单元层212a,这些单元层212a沿着第一表面211a到第二表面213a的方向层叠布置。每一单元层212a可包括远离第一表面
211a的储液优势层2121a和靠近第一表面211a的锁液优势层2123a,使得多孔体21a的储液优势层2121a和锁液优势层2123a呈交替式布置,实现比同等厚度的单层结构式多孔体更陡峭的梯度落差,从而提供更强的传热传质驱动力,为抽吸过程提供更快的供液能力。
[0079]
在一些实施例中,该多孔体21a的厚度(第一表面211a至第二表面213a之间的距离)可为0.8-3.0mm,其平均孔隙率可为50%-75%。每一单元层212a的厚度可为0.10-1.5mm,每一单元层212a的锁液优势层2123a的厚度可为10-200μm。
[0080]
在一些实施例中,储液优势层2121a可为大孔径结构层,锁液优势层2123a可为小孔径结构层。其中,锁液优势层2123a为该多孔体21a提供相对于储液优势层2121a较强的支撑和锁液功能;储液优势层2121a为多孔体21a提供相对于锁液优势层2123a较大量的储液、较快速的供液以及较强的隔热等功能,以减少热量损耗,为雾化芯20a提供更高的能量利用率。
[0081]
在一些实施例中,储液优势层2121a的平均孔径是锁液优势层2123a的平均孔径的1.5-2.5倍。在一些实施例中,储液优势层2121a的平均孔径可为50-150μm,锁液优势层2123a的平均孔径为20-100μm。
[0082]
在一些实施例中,该多孔体21可为一体成型的多孔氧化铝陶瓷、多孔氧化硅、多孔堇青石、多孔碳化硅、多孔氮化硅、多孔莫来石、或复合多孔陶瓷等。可以理解地,该多孔体21不局限于此,也可采用其他适合流延成型或涂覆的材料制成。
[0083]
该多孔体21a在一些实施例中可以采用流延、挤压等工艺制备,具体举例如下:
[0084]
(1)流延工艺,流延工艺本身适合制备多层结构,比如:(a)可以先流延不同孔径的生坯,通过周期性堆叠然后共烧制备周期性层状结构;(b)也可以通过配方的调整,根据配方中各成分密度和粒径的不同,从而展现在浆料中悬浮能力的差异而一次流延不同侧孔径差异的生坯,然后通过多层生坯堆叠共烧制备成周期性层状结构。
[0085]
(2)采用挤压成型工艺,通过配方调整,挤压出多种不同孔径的生坯,然后采用多层生坯堆叠共烧制备成周期性层状结构。
[0086]
(3)多种工艺搭配制备,比如先流延一种孔径的生坯,然后挤压或注塑另外一种孔径的生坯,然后将多种不同孔径的生坯周期性堆叠共烧制备周期性层状结构。
[0087]
(4)采用涂覆工艺,底层基体为大孔径结构层,然后在该基体上进行涂覆,二次烧结,形成小孔径结构层;根据不同的孔径要求,可人为调控多孔体材料配方及成型参数,形成所需的具备层级孔径的多孔体结构。
[0088]
在一些实施例中,发热体23a至少部分地裸露在多孔体21a的最下端且与雾化腔11导气连通的锁液优势层2123a的表面,且发热体23a的结构和成型方法可与上述发热体23相同,在此不再赘述。
[0089]
图9示出了本发明再一些实施例中的雾化芯20b,该雾化芯20b可作为上述雾化芯20的一个替代,其可包括多孔体21b和发热体23b。该多孔体21b用于将储液腔13中的液态气溶胶生成基质输送给发热体23b。发热体23b设置于多孔体21b上,用于在通电后产生高温,以加热雾化液态气溶胶生成基质。
[0090]
该多孔体21b在一些实施例中可呈柱状,其可包括第一表面211b、第二表面213b和中心通道215b,该第一表面211b设置于多孔体21b的底部,用于安装发热体23b,以形成雾化面。第二表面213b与第一表面211b相对设置于多孔体21b的顶部,用于与液态气溶胶生成基
质相接触,以形成吸液面。中心通道215b设置于多孔体21b内且从第一表面211b延伸到第二表面213b,用于将雾化腔11与出气通道15相连通。可以理解地,多孔体21b并不局限于呈柱状,其也可以呈平板状。
[0091]
该多孔体21b在一些实施例中可为多孔氧化铝陶瓷、多孔氧化硅、多孔堇青石、多孔碳化硅、多孔氮化硅、多孔莫来石或复合多孔陶瓷等,不局限于此,也可为其他适合流延成型或涂覆的材料。该多孔体21b的厚度可为0.8-3.0mm,其平均孔隙率可为50%-75%。该多孔体21b在一些实施例中可为周期性层状结构,其可包括n(2≦n≦30)个单元层212b,每一单元层212b的厚度可为0.1-1.5mm,并可包括靠近第一表面211b的储液优势层2121b和远离第一表面211b的锁液优势层2123b,用以减少供液路径,为抽吸过程提供更快的供液能力。在一些实施例中,锁液优势层2123b的厚度可为10-200μm。
[0092]
储液优势层2121b在一些实施例中可为大孔径结构层,该锁液优势层2123b可为小孔径结构层。其中,锁液优势层2123b为该多孔体21b提供相对于储液优势层2121b较强的支撑和锁液功能;储液优势层2121b为多孔体21b提供相对于锁液优势层2123b较大量的储液、较快速的供液以及较强的隔热等功能,以减少热量损耗,为雾化芯20b提供更高的能量利用率。在一些实施例中,储液优势层2121b的平均孔径是锁液优势层2123b的平均孔径的1.5-2.5倍。
[0093]
在一些实施例中,在同等厚度的条件下,均一孔径的多孔体的梯度落差平缓,而n≥2的周期性多层结构的多孔体21b能实现更陡峭的梯度落差,提供更强的传热传质驱动力。
[0094]
再如图9所示,发热体23b在一些实施例中可为多孔发热膜,其可通过用丝印发热膜、真空镀膜等方式覆盖于靠近第一表面211b的单元层212b的储液优势层2121b的表面,并部分渗入储液优势层2121b中。对于敷设在储液优势层2121b的发热体23b而言,考虑到储液优势层2121b的平均孔径较大,储液能力强,且发热体23b的下渗较容易。为保证烟液充分雾化,同时减少发热体23b的能量传输给不能雾化的烟液部分,以降低液爆,该储液优势层2121b的厚度可限定在0.1-1.70mm,以使发热体23b实现高雾化效率。发热体23b的结构和成型方法可与上述发热体23相同,在此不再赘述。
[0095]
图10示出了一些实施例中的雾化芯20b的电镜图,如图所示,发热体23b渗入多孔体21的部分的最大深度为105μm,露出在的部分的厚度为89.3μm,其下渗占比约为54%,下渗占比小于60%。
[0096]
图11示出了本发明还一些实施例中的雾化芯20c,该雾化芯20c可作为上述雾化芯20的一个替代,其可包括多孔体21c和发热体23c。该多孔体21c用于将储液腔13中的液态气溶胶生成基质输送给发热体23c。发热体23c设置于多孔体21c上,用于在通电后产生高温,以加热雾化液态气溶胶生成基质。
[0097]
该多孔体21c在一些实施例中可呈柱状,其可包括第一表面211c、第二表面213c和中心通道215c,该第一表面211c设置于多孔体21c的底部,用于安装发热体23c,以形成雾化面。第二表面213c与第一表面211c相对设置于多孔体21c的顶部,用于与液态气溶胶生成基质相接触,以形成吸液面。中心通道215c设置于多孔体21c内且从第一表面211c延伸到第二表面213c,用于将雾化腔11与出气通道15相连通。可以理解地,多孔体21c并不局限于呈柱状,其也可以呈平板状。
[0098]
该多孔体21c在一些实施例中可为一体成型的多孔氧化铝陶瓷、多孔氧化硅、多孔堇青石、多孔碳化硅、多孔氮化硅、多孔莫来石或复合多孔陶瓷等,不局限于此,也可为其他适合流延成型或涂覆的材料。该多孔体21c的厚度可为0.8-3.0mm,其平均孔隙率可为50%-75%。该多孔体21c在一些实施例中可为周期性层状结构,其可包括n(2≦n≦30)个单元层212c,每一单元层212c的厚度可为0.10mm-1.5mm,并可包括靠近第一表面211c的储液优势层2121c和远离第一表面211c的锁液优势层2123c,用以减少供液路径,为抽吸过程提供更快的供液能力。在一些实施例中,锁液优势层2123单元层的厚度可为10-200μm。
[0099]
储液优势层2121c在一些实施例中可为大孔隙率层,该锁液优势层2123c可为小孔隙率层。其中,锁液优势层2123c为该多孔体21c提供相对于储液优势层2121c较强的支撑和锁液功能;储液优势层2121c为多孔体21c提供相对于锁液优势层2123c较大量的储液、较快速的供液以及较强的隔热等功能,以减少热量损耗,为雾化芯20c提供更高的能量利用率。在一些实施例中,储液优势层2121c的孔隙率是锁液优势层2123c的孔隙率的1.2-2倍。具体地,储液优势层2121c的孔隙率可为55%-90%,锁液优势层2123c的孔隙率为45%-70%。在一些实施例中,在同等厚度的条件下,均一孔隙率的多孔体的梯度落差平缓,而n≥2的周期性多层结构的多孔体能实现更陡峭的梯度落差,提供更强的传热传质驱动力。
[0100]
再如图11所示,发热体23c在一些实施例中可为多孔发热膜,其可通过用丝印发热膜、真空镀膜等方式覆盖于靠近第一表面211c的单元层212c的储液优势层2121c的表面,并部分渗入储液优势层2121c中。对于敷设在储液优势层2121c的发热体23c而言,考虑到储液优势层2121c的孔隙率较大,储液能力强,且发热体23c的下渗较容易。为保证烟液充分雾化,同时减少发热体23c的能量传输给不能雾化的烟液部分,以降低液爆,该储液优势层2121c的厚度可限定在0.1-1.70mm,以使发热体23c实现高雾化效率。发热体23c的结构和成型方法可与上述发热体23相同,在此不再赘述。
[0101]
需要说明的是,虽然上述实施例中的发热体均采用多孔发热膜形成,在一些其他实施例中,发热体并不局限于此,诸如金属发热片或无孔发热膜等其他发热体也可适用。
[0102]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1