一种颗粒型加热不燃烧烟草固件高速有序的供料机构及方法与流程
本发明主要针对颗粒型加热不燃烧新型烟草灌装机中的烟草固件从乱序上料到有序排列,最后到稳定、连续高速有序的精准供料进行研究,属于新型烟草制品,涉及烟草固件供料的高速筛选、有序排列的,具体涉及一种颗粒型加热不燃烧烟草固件高速有序的供料机构及方法。
背景技术:
1、近年来,新型烟草的发展逐渐也就成了一种趋势,颗粒型加热不燃烧烟草也必是发展方向之一,且随着加热不燃烧卷烟的飞速发展,国内各大中烟公司都已投入大量人力物力进行研究开发和小批量生产,也先后推出了多款加热不燃烧烟草产品,但是相关生产线的自动生产设备大都还在探索阶段,而且对颗粒型加热不燃烧卷烟的研发投入还更少,所以对颗粒型加热不燃烧卷烟中试生产所需的烟草固件制作相关工艺设计及中试生产线设备还未进行深入深究。由于烟草固件、滤棒等物料输送没有实现自动高速的输送,存在自动化程度低、所需作业人员较多,劳动强度大、运行效率低、故障率高,物料有效使用率低等多方面的问题,因此开展该项目的研发非常必要。
技术实现思路
1、本发明正是基于上述原因而进行深入研究,主要是根据固件和鼓轮槽都是圆柱形的特性,在第一级筛选往复推杆的高速直线往复推动和第二、三级高速旋转的筛选辊的配合作用下,并按概率做7选1的比例,实现固件从乱序上料到有序排列并稳定的高速输出到对应的空烟管中,实现在筒式封口罐装生产机中往一种小直径空烟管中填充灌装进定量的烟草固件,做到连续、稳定、定量、准确、流畅平稳、高速自动的供料,提升定量供料的准确性,提高灌装效率与灌装质量,大大提高了固件从上料到输入到空烟管中进行罐装的生产效率,保证了烟草产品质量的稳定,满足了罐装生产线自动化生产的需要。
2、为了实现上述目的,本发明采用的技术方案为:
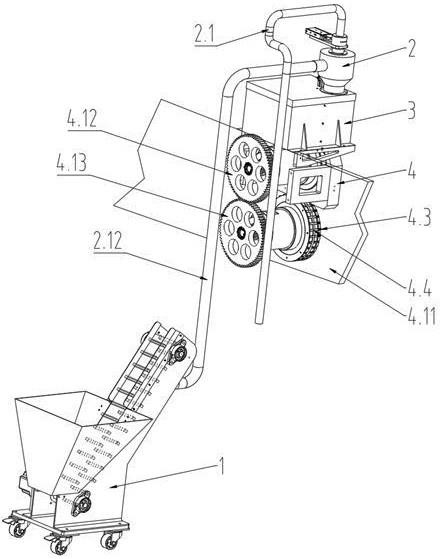
3、一种颗粒型加热不燃烧烟草固件高速有序的供料机构,其包括固件提升机(1)、负压吸料系统(2)、固件筛选机构(3)、固件排列机构(4),固件提升机放置于地面上,固件提升机通过软管与负压吸料系统相连接,负压吸料系统安装于固件筛选机构顶端,固件筛选机构安装于固件排列机构上端。
4、进一步地,所述固件提升机(1)包括等距隔条输送带(1.1)、颗粒料斗(1.2)、底板(1.3)、万向轮(1.4)、变速器(1.5)、电机(1.6)、主动轮轴(1.7)、从动轮轴(1.8)、固件挡板(1.9)、料斗式出料口(1.10)、左墙板(1.11)、右墙板(1.12),底板底部安装有多个万向轮,底板上表面安装有平行设置的左墙板、右墙板,左墙板、右墙板的上下两端分别安装有从动轮轴、主动轮轴,主动轮轴穿过左墙板后与变速器相连接,变速器与电机相连接,变速器、电机设置于左墙板外侧,左墙板与右墙板之间安装有等距隔条输送带,等距隔条输送带分别安装在主动轮轴、从动轮轴上,左墙板、右墙板的上端设置有固件挡板,固件挡板的后端安装有提升机料斗式出料口,料斗式出料口通过软管与设置在机台最上面的负压吸料系统相连接,颗粒料斗安装于左墙板、右墙板下端的上部,颗粒料斗内盛装有用于制造颗粒型加热不燃烧烟草产品的固件。
5、进一步地,所述负压吸料系统(2)包括负压管道(2.1)、滤芯(2.2)、气缸固定板(2.3)、第一气缸(2.4)、封气板(2.5)、阀体(2.6)、负压腔体(2.7)、出料挡板(2.8)、挡板支架(2.9)、第二气缸(2.10)、安装板(2.11)、软管(2.12),负压腔体安装于安装板上,安装板也是固件筛选机构的筛选箱体的盖板,在负压腔体上端开口位置上依次安装有滤芯、气缸固定板和阀体,在阀体开槽处插入封气板,封气板与安装在气缸固定板上的第一气缸相连接,第一气缸用于驱动封气板线性往复移动,第一气缸水平设置,在负压腔体下端开口位置设置有挡料板,挡料板可以绕安装在安装板下端面的挡板支架上的销轴转动,其旋转动力由固定在安装板上端面的第二气缸提供,第二气缸竖直设置,第二气缸的活塞杆端与挡料板上端面相铰接,第一气缸的开闭动作通过控制系统控制挡料板是否旋转,是否完成将负压腔体中的固件释放。
6、进一步地,所述固件筛选机构(3)包括筛选箱体(3.1)、隔板(3.2)、挂壁漏斗(3.3)、固件围挡(3.4)、第二级筛选辊(3.5)、齿轮组(3.6)、高速电机(3.7)、直流电机(3.8)、往复机构(3.9)、第一级筛选往复推杆(3.10)、乱料处理区(3.11)、第三级筛选辊(3.12),负压吸料系统的安装板也是固件筛选机构的筛选箱体的盖板,筛选箱体安装于吃料鼓轮上方,并安装在灌装机机架上,筛选箱体被隔板分隔成乱料处理区和直流电机、高速电机安装区,乱料处理区内安装有挂壁漏斗,在挂壁漏斗下方和吃料鼓轮上方安装有固件围挡,第一级筛选往复推杆安装在固件入料最前端,并在筛选箱体底面固定,直流电机带动往复机构从而推动第一筛选往复推杆做高速直线往复运动,第二级筛选辊和第三级筛选辊按顺时针方向依次安装在第一级筛选往复推杆后方,沿同一方向上,挂壁漏斗、第一级筛选往复推杆、第二级筛选辊、第三级筛选辊依次设置并设置于乱料处理区内;第二级筛选辊和第三级筛选辊3被高速电机经固定在隔板上的齿轮组带动作高速旋转运动。
7、进一步地,所述固件排列机构(4)包括吃料鼓轮(4.1)、鼓轮左围挡(4.2)、固件(4.3)、空烟管(4.4)、鼓轮右围挡(4.5)、正压吹气组件(4.6;4.7)、固件传递鼓轮(4.8)、烟管传递鼓轮(4.9)、围挡安装板(4.10)、灌装机机架(4.11)、灌装机第一齿轮(4.12)、灌装机第二齿轮(4.13),固件筛选机构下方安装有高速固件排列机构,吃料鼓轮、固件传递鼓轮、空烟管输送鼓轮和灌装机第一齿轮、灌装机第二齿轮均安装在灌装机机架上,吃料鼓轮被鼓轮左围挡、鼓轮右围挡左右抱合在一起,并通过围挡安装板与灌装机机架固定连接,鼓轮右围挡上安装有正压吹气组件,其正压吹气口对准吃料鼓轮和鼓轮右围挡之间缝隙,吃料鼓轮与固件传递鼓轮和空烟管输送鼓轮呈上下平行安装,吃料鼓轮和固件传递鼓轮相啮合,固件传递鼓轮和空烟管输送鼓轮及灌装机第二齿轮同轴设置且固件传递鼓轮与空烟管输送鼓轮呈前后安装在一起,吃料鼓轮与灌装机第一齿轮同轴设置,灌装机第一齿轮与灌装机第二齿轮相啮合,吃料鼓轮与固件传递鼓轮、空烟管输送鼓轮均是在与灌装机主传动作同步运转,这样就完成了固件从乱序到有序的排列,为后续的固件打入空烟管做好了准备。
8、进一步地,所述吃料鼓轮为齿槽型结构,其槽的宽度约为7倍固件长度,其齿槽高度和固件直径尺寸相同;固件筛选围挡内有料位控制感应器,将固件料位控制在第一级筛选往复推杆的高度以下,高出吃料鼓轮槽表面3mm的固件被第一级筛选往复推杆打回到挂壁漏斗中;高出吃料鼓轮槽表面1mm的固件陆续被第二级筛选辊、第三级筛选辊打回到挂壁漏斗的落料位置内。
9、进一步地,所述等距隔条输送带为pu输送带材质,其运动方式为步进式;第一级筛选往复推杆是以1000次/分作高速往复运动的,其为不锈钢材质制作;第二级筛选辊、第三级筛选辊以3000转/分的速度高速运转,筛选辊外表面均为包胶制作。
10、一种颗粒型加热不燃烧烟草固件高速有序的供料机构的供料方法,其包括以下步骤:
11、步骤s1:当该供料机构的固件围挡(3.4)内的固件(4.3)料位不足时,料位控制感应器会发出要料信号给固件提升机,固件提升机得到信号后动作,电机带动等距隔条皮带以一格为单位步进动作,固件提升机上的等距隔条皮带中的固件落入上端的料斗式出料口;
12、步骤s2:同时负压吸料系统启动,第一气缸带动封气板打开,接通负压通道,固件被吸入负压吸料系统中的负压腔体内,完成一次吸料;然后第二气缸动作带动挡料板旋转,负压腔体的下端出料口打开,固件经过挂壁漏斗落入固件围挡中;
13、步骤s3:然后在吃料鼓轮的旋转中带动固件围挡中的固件随着吃料鼓轮作顺时针转动,在经过第一级筛选往复推杆时,在吃料鼓轮槽中立起的固件被往复运动的第一筛选往复推杆推倒,当固件运转经过第二级旋转筛选辊3后,高出吃料鼓轮槽的多余固件被高速旋转的第二级旋转筛选辊打回到挂壁漏斗的落料位置内,固件经过高速旋转的第三级筛选辊后,只有完全低于吃料鼓轮槽的固件才能通过,通过第三级筛选辊后的吃料鼓轮槽中只有数量为0-7个固件;
14、步骤s4:然后固件随吃料鼓轮继续旋转,当到正压吹气组件位置时,在高压吹气的作用下,吃料鼓轮槽中的每个固件都向内侧靠齐并排成一列,吃料鼓轮带动排列好的固件继续旋转,当到最下面交接位时,由于鼓轮左围挡和鼓轮右围挡的最内侧下端中间交接位置处开有只适合一颗固件落下的开槽通道,排列在最内侧的第一颗固件进行交接到固件传递鼓轮槽中,吃料鼓轮槽中其它剩余的固件又被带回到固件围挡中重新参与下一次筛选和排列;固件传递鼓轮中的固件与烟管传递鼓轮槽中的空烟管是一一对接的,这样就完成了固件从乱序到有序的排列,且经过对固件的筛选和排列,保证了每个传递鼓轮槽中总有一个固件参与到灌装机下步打入空烟管的装填工序,为后续的固件打入空烟管做好了准备。
15、本发明的一种颗粒型加热不燃烧烟草固件高速有序的供料机构及方法,为一种小直径空烟管提供新型烟草固件的自动供料机构,目的也在于适应颗粒型加热不燃烧烟草固件从乱序供料到有序排列再到一对一的精准供料,主要是根据固件和吃料鼓轮槽的圆柱形特性,采用第一级筛选往复推杆的高速直线往复运动,将吃料鼓轮槽表面站立的固件推倒,在第二级高速运转的旋转辊作用下,将吃料鼓轮槽中超过吃料鼓轮槽表面的固件旋转剔除返回到固件围挡中,然后在第三级高速运转的旋转辊作用下,更将固件逐步有序的排列在吃料鼓轮槽中,最后在压缩空气的吹气作用下,将吃料鼓轮槽中的0~7颗固件从里到外排列整齐,此时的固件已从无序排列整理为有序排列了,待吃料鼓轮运转到与传递鼓轮对接位置时,排在吃料鼓轮槽最里面的第一颗固件就交接到固件传递鼓轮槽中,在传递鼓轮槽中的固件与空烟管鼓轮空烟管一一对应好后,就为被打入空烟管做好了准备工作,而吃料鼓轮槽中剩余的0~6颗固件就随着吃料鼓轮重新返回到固件围挡中,完成了一个固件从无序上料到有序排列供料的工作流程,之后再按此工作流程重复执行下一个动作循环,这样就有效的解决了固件从无序排列上料,经一系列的高速整理后成为有序排列供料的难题,同时也满足了灌装机固件高速、精准灌装的自动化生产的需求。
- 还没有人留言评论。精彩留言会获得点赞!