一种板鞋自动贴胶条设备及方法与流程
1.本发明涉及一种板鞋自动贴胶条设备及方法。
背景技术:
2.为增加板鞋的美观性,在鞋底边缘会粘一圈胶条。现有技术中,胶条粘贴工序由人工完成,具体为先由人工将已涂好胶的胶条一端贴在板鞋上,并沿鞋底边缘均匀贴上,直到与起始点重合,再由人工将多余的胶条剪掉,并将鞋子上的胶条按压均匀。如此操作存在诸多缺陷:胶条粘贴速度慢,生产效率低;需要人工数量多,人工成本高,使得制鞋成本也提高;胶条粘贴质量也易受人为因素的影响。另外,现阶段的社会现状使得招工越来越难。多方因素的影响下,迫切需要一种能够完成板鞋自动贴胶条的设备。
技术实现要素:
3.本发明提出一种板鞋自动贴胶条设备及方法,能够提高板鞋的生产效率与胶条粘贴质量的的稳定性,且节约人工,降低企业成本。
4.本发明通过以下技术方案实现:
5.一种板鞋自动贴胶条设备,胶条包括粘贴层和背胶层,包括机架、设置在机架上的动作装置、驱动装置和控制装置,动作装置设置在机架上端,包括鞋模放置机构、板鞋放置机构、随形机构、支撑机构、滑动机构和粘贴机构,鞋模放置机构与板鞋放置机构横向间隔布置且同步转动,粘贴机构通过滑动机构可横向移动地设置在支撑机构上,随形机构一端设置在滑动机构上、另一端与置于鞋模放置机构上的鞋模接触,粘贴机构包括设置在滑动机构上的胶条供给机构、背胶收卷机构、压紧机构和剪切机构,胶条供给机构和压紧机构均可动作以靠住或者离开板鞋,剪切机构可动作地设置在胶条供给机构前端,驱动装置分别与板鞋放置机构和鞋模放置机构连接以驱动其同步转动,控制装置分别与驱动装置和粘贴机构连接以控制其动作,工作时,板鞋置于板鞋放置机构上,鞋模形状与板鞋相同,胶条供给机构动作以靠住板鞋将胶条初步粘贴在板鞋上,压紧机构靠住板鞋以将胶条粘紧,胶条的背胶层由背胶收卷机构收纳,粘贴完成后,剪切机构动作以剪断胶条,粘贴过程中,支撑滑动机构在随形机构作用下横向移动,以使粘贴机构与板鞋接触的点和随形机构与鞋模基础的点对应。
6.进一步的,所述机架包括间隔布置的底板、中板和上板,所述控制装置设置在底板上,所述驱动装置包括设置在中板上的第一电机、与第一电机输出端连接的第一转动杆、分别设置在中板上的第二转动杆和第三转动杆、以及分别张紧连接在第一、第二转动杆之间与第一、第三转动杆之间的两传动带,所述板鞋放置机构和鞋模放置机构均设置在上板上,且分别与第二、第三转动杆上端连接。
7.进一步的,所述板鞋放置机构包括设置在第二转动杆上端的第一转盘、设置在第一转盘上的板鞋放置位、设置在第一转盘上且位于板鞋放置位两侧的两第一气缸和分别设置在两第一气缸输出端的两第一夹紧板,所述鞋模放置机构包括设置在第三转动杆上端的
第二转盘、设置在第二转盘上的鞋模放置位、设置在第二转盘上且位于鞋模放置位两侧两第二气缸和分别设置在两第二气缸输出端的两第二夹紧板。
8.进一步的,所述支撑机构包括设置在顶板上的支撑架和设置在支撑架顶端的第一横板,滑动机构包括横向设置在第一横板上的第一滑轨、设置在第一滑轨上的第一滑块和设置在第一滑块上的第二横板、横向设置在第二横板上的第二滑轨和设置在第二滑轨上的第二滑块,所述粘贴机构设置在第二滑块上。
9.进一步的,所述随形机构包括设置在第一横板上的随形座、横向穿过随形座的随形杆、设置在随形杆一端的连接杆、设置在连接杆下侧的凸轮滚子和设置在随形杆内部且与连接杆连接的弹簧,随形杆另一端与第一滑块连接,工作时,凸轮滚子与鞋模靠住。
10.进一步的,所述胶条供给机构包括设置在所述第二滑块上的第三横板、设置在第二横板上且输出端与第三横板连接的第三气缸、可转动地设置在第三横板上的盘式胶条、一端与盘式胶条连接且位于其前端的胶条导引机构、设置在胶条导引机构另一端的粘贴滚轮、可转动地设置在第三横板上的第四气缸和一端设置在第四气缸输出端的连接板,连接板另一端与胶条导引机构连接,胶条经胶条导引机构后绕在粘贴滚轮上,第四气缸动作使粘贴滚轮靠住板鞋,所述压紧机构包括设置在第三横板上的第一滑板和设置在第一滑板上的压紧滚轮,第一滑板可向板鞋靠近,以使压紧滚轮靠住板鞋,第四气缸和第一滑板分别与所述控制装置连接。
11.进一步的,所述背胶收卷机构包括可转动地设置在所述第三横板上的收卷轮和设置在收卷轮与粘贴滚轮之间的第一导引滚轮。
12.进一步的,所述剪切机构包括设置在第三横板前端的竖板、可向上滑动地设置在竖板上的第二滑板和设置在第二滑板上端且刀口向上的剪刀,第二滑板与所述控制装置连接。
13.进一步的,还包括设置在机架上的封闭板、间隔设置在封闭板上的光幕和操作面板,光幕和操作面板分别与控制装置连接。
14.本发明还通过以下技术方案实现:
15.一种板鞋自动贴胶条方法,包括如下步骤:
16.步骤s1、将板鞋和与板鞋相同的鞋模分别置于板鞋放置机构和鞋模放置机构上;
17.步骤s2、控制装置控制驱动装置动作,以驱动板鞋放置机构和鞋模放置机构同步转动,随形机构另一端始终与鞋模接触;
18.步骤s3、控制装置控制胶条供给机构动作,使其靠住板鞋,以将胶条初步粘贴在板鞋上,然后控制装置控制压紧机构动作以将胶条粘紧,同时控制背胶收卷机构动作以收纳背胶层;
19.步骤s4、板鞋放置机构转动一圈后,胶条初步粘贴完成,控制装置控制剪切机构动作以剪断胶条,胶条供给机构停止动作,压紧机构继续动作直至将胶条全部压紧后再停止动作。
20.本发明具有如下有益效果:
21.1、工作时,先将板鞋和与板鞋相同的鞋模置于板鞋放置机构和鞋模放置机构上,然后控制驱动机构动作,以驱动板鞋放置机构和鞋模放置机构同步转动,接下来胶条供给机构动作,使其靠住板鞋,已将胶条初步粘贴在板鞋上,然后控制装置控制压紧机构动作以
将胶条粘紧,同时控制背胶收卷机构动作以收纳背胶层,板鞋放置机构转动一圈后,胶条初步粘贴完成,控制装置控制剪切机构动作以剪断胶条,胶条供给机构停止动作,压紧机构继续动作直至将胶条全部压紧后再停止动作,如此除了上料和下料,整个粘贴过程均由本发明的设备自动完成,生产效率高,而无需再由人工参与,也节约了人工,从而降低企业成本,且胶条的粘贴质量一致性高,质量不易受人员情感因素的影响,也提高了产品质量的稳定性,另外,在实际生产中,可由一人控制两台或者多台自动贴胶条设备,一台在自动贴胶条时,另一台可由人工上料或者下料,节拍紧凑,进一步提高生产效率。而随形机构一端设置在滑动机构上、另一端始终与鞋模接触,能够在粘贴过程中使粘贴机构与板鞋接触的点与随形机构与鞋模接触的点对应,如此既能实现鞋模外形曲线的仿形,保证胶条粘贴位置的准确性,又能使胶条粘贴均匀,进一步提高产品质量和一致性。
附图说明
22.下面结合附图对本发明做进一步详细说明。
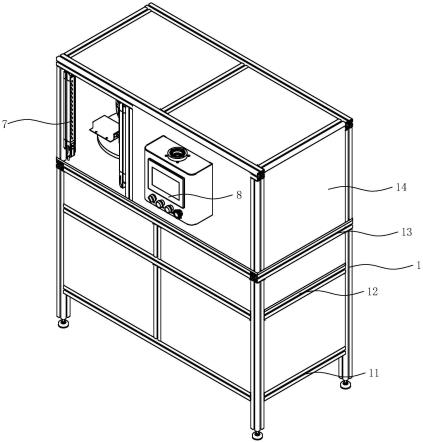
23.图1为本发明设备的结构示意图。
24.图2为本发明设备去除所有封闭板后的结构示意图。
25.图3为本发明设备去除上板上部的封闭板后的结构示意图。
26.图4为图3的俯视结构示意图。
27.图5为本发明随形机构、支撑机构、滑动机构和粘贴机构的结构示意图。
28.图6为本发明随形机构的结构示意图。
29.图7为本发明粘贴机构的结构示意图。
30.其中,1、机架;11、底板;12、中板;13、上板;14、封闭板;211、第一转盘;212、板鞋放置位;213、第一气缸;214、第一夹紧板;221、第二转盘;222、鞋模放置位;223、第二气缸;224、第二夹紧板;23、随形机构;231、随形座;232、随形杆;233、连接杆;234、凸轮滚子;241、支撑架;242、第一横板;251、第一滑轨;252、第一滑块;253、第二横板;254、第二滑轨;255、第二滑块;261、胶条供给机构;2611、第三横板;2612、第三气缸;2613、盘式胶条;2614、胶条导引机构;26141、第二导引滚轮;26142、夹块;2615、粘贴滚轮;2616、第四气缸;2617、连接板;2618、平板;262、背胶收卷机构;2621、收卷轮;2622、第一导引滚轮;263、压紧机构;2631、第一滑板;2632、压紧滚轮;264、剪切机构;2641、竖板;2642、第二滑板;2643、剪刀;31、第一电机;32、第一转动杆;33、第二转动杆;34、第三转动杆;35、传动带;4、板鞋;5、鞋模;6、控制装置;7、光幕;8、操作面板;9、胶条;91、背胶层。
具体实施方式
31.如图1至图7所示,胶条包括粘贴层和背胶层91,板鞋4自动贴胶条9设备用于将胶条9粘贴在板鞋4鞋底边缘,具体包括机架1、设置在机架1上的动作装置、驱动装置和控制装置6,控制装置6分别与动作装置和驱动装置连接。机架1分为三层,包括上下间隔布置的底板11、中板12和上板13,上板13上和机架1其他部位还设置有封闭板14,以将机架1进行封闭,控制装置6设置在底板11上,驱动装置设置在中板12上,动作装置设置在上板13上。在上板13上方的封闭板14上设置有上下料窗口,在该窗口处设置有光幕7,在另一封闭板14上设置有操作面板8,光幕7和操作面板8分别与控制装置6连接,光幕7具体结构及其安装结构均
为现有技术。在设备工作过程中,光幕7起到安全保护的作用,当工人上下料时(即放置板鞋4或者取下板鞋4时),光幕7检测到人后,向控制装置6发送信号,控制装置6驱动装置和动作装置停止动作,以保证设备的安全,若在设备运行过程中有人不慎将手伸进上下料窗口,驱动装置和动作装置也会停止动作,以保证人身安全。操作面板8上设置有与控制装置6连接的按钮,通过按钮输入开始或者停止工作指令,控制装置6根据工作指令控制设备的运行与否。按钮的具体安装结构及其与控制装置6的连接结构均为现有技术。
32.动作装置包括鞋模放置机构、板鞋放置机构、随形机构23、支撑机构、滑动机构和粘贴机构,鞋模放置机构与板鞋放置机构横向间隔布置且同步转动,粘贴机构通过滑动机构可横向移动地设置在支撑机构上,随形机构23一端设置在滑动机构上、另一端与置于鞋模放置机构上的鞋模5接触,粘贴机构包括设置在滑动机构上的胶条9供给机构261、背胶收卷机构262、压紧机构263和剪切机构264,胶条9供给机构261和压紧机构263均可动作以靠住或者离开板鞋4,剪切机构264可动作地设置在胶条9供给机构261前端,驱动装置分别与板鞋放置机构和鞋模放置机构连接以驱动其同步转动,控制装置6分别与驱动装置和粘贴机构连接以控制其动作,工作时,板鞋4置于板鞋放置机构上,鞋模5形状与板鞋4相同,胶条9供给机构261动作以靠住板鞋4将胶条9初步粘贴在板鞋4上,压紧机构263靠住板鞋4以将胶条9粘紧,胶条9的背胶层91由背胶收卷机构262收纳,粘贴完成后,剪切机构264动作以剪断胶条9,粘贴过程中,支撑滑动机构在随形机构23作用下横向移动,以使粘贴机构与板鞋4接触的点和随形机构23与鞋模5接触的点对应。
33.驱动装置包括设置在中板12下侧的第一电机31、设置在中板12上侧且与第一电机31输出端连接的第一转动杆32、分别设置在中板12上侧的第二转动杆33和第三转动杆34、以及分别张紧连接在第一转动杆32、第二转动杆33之间与第一转动杆32、第三转动杆34之间的两传动带35,更具体地,第一转动杆32上间隔布置有两张紧轮,第二转动杆33和第三转动杆34上均设置有张紧轮,传动带35设置在两对应的张紧轮之间,第一转动杆32与第二转动杆33之间、第一转动杆32和第三转动杆34之间还设置有张紧杆,张紧杆上设置有与传动带35接触的张紧轮。板鞋放置机构和鞋模放置机构均设置在上板13上,且分别与第二传动杆和第三传动杆上端连接。
34.板鞋放置机构包括设置在第二转动杆33上端的第一转盘211、设置在第一转盘211上的板鞋放置位212、设置在第一转盘211上且位于板鞋放置位212两侧的两第一气缸213和分别设置在两第一气缸213输出端的两第一夹紧板214,鞋模放置机构包括设置在第三转动杆34上端的第二转盘221、设置在第二转盘221上的鞋模放置位222、设置在第二转盘221上且位于鞋模放置位222两侧两第二气缸223和分别设置在两第二气缸223输出端的两第二夹紧板224。鞋模放置位222的高度低于板鞋放置位212的高度。鞋模放置位222与板鞋放置位212相对布置。
35.支撑机构包括设置在顶板上的支撑架241和设置在支撑架241顶端的第一横板242,滑动机构包括横向设置在第一横板242上的两第一滑轨251、分别设置在两第一滑轨251上的四个第一滑块252和设置在四个第一滑块252上的第二横板253、横向设置在第二横板253上的两第二滑轨254和分别设置在两第二滑轨254上的四个第二滑块255,粘贴机构设置在第二滑块255上。
36.随形机构23包括设置在第一横板242上的随形座231、横向穿过随形座231的随形
杆232、设置在随形杆232一端的连接杆233、设置在连接杆233下侧的凸轮滚子234和设置在随形杆232内部且与连接杆233连接的弹簧,随形杆232另一端与第一滑块252连接,工作时,随形杆232可在随形座231内滑动,凸轮滚子234与鞋模5接触,以带动第一滑块252滑动,从而带动粘贴机构横向移动,以实现仿形。
37.胶条9供给机构261包括设置在第二滑块255上端的第三横板2611、设置在第二横板253上且输出端与第三横板2611连接的第三气缸2612、可转动地设置在第三横板2611上的盘式胶条2613、一端可转动地设置在第三横板2611上且位于盘式胶条2613下端的平板2618、设置在平板2618上且位于盘式胶条2613前端的胶条9导引机构2614、设置在胶条9导引机构2614前端的粘贴滚路、后端可转动地设置在第三横板2611上的第四气缸2616和一端设置在第四气缸2616输出端的连接板2617,连接板2617另一端与胶条9导引机构2614连接,胶条9导引机构2614包括设置在平板2618上的第二导引滚轮26141和两相对设置在平板2618上的夹块26142,夹块26142位于第二导引滚轮26141前端,胶条9自盘式胶条2613拉出,经第二导引滚轮26141后进入两夹块26142形成的通道,再绕在粘贴滚轮2615前侧,粘贴时,第三气缸2612动作将第三横板2611向靠近板鞋4的方向推动,第四气缸2616也动作推动连接板2617,在平板2618和胶条9导引机构2614的配合下,粘贴滚轮2615被推动至靠住板鞋4的位置。压紧机构263包括设置在第三横板2611上的第一滑板2631和设置在第一滑板2631上的压紧滚轮2632,第一滑板2631可向板鞋4靠近,以使压紧滚轮2632靠住板鞋4,第三气缸2612、第四气缸2616和第一滑板2631分别与控制装置6连接,具体连接结构为现有技术。
38.背胶收卷机构262包括可转动地设置在第三横板2611上的收卷轮2621和设置在收卷轮2621与粘贴滚轮2615之间的第一导引滚轮2622,胶条9的粘贴层被粘贴在板鞋4上后,背胶层91经第一导引滚轮2622后收纳在收卷轮2621上。
39.剪切机构264包括设置在第三横板2611前端的竖板2641、可向上滑动地设置在竖板2641上的第二滑板2642和设置在第二滑板2642上端且刀口向上的剪刀2643,第二滑板2642和剪刀2643均与控制装置6连接,粘贴完成后,控制装置6控制第二滑板2642向上滑动,剪刀2643向上移动以使胶条9位于剪刀2643两刀片之间,此时剪刀2643动作即可剪断胶条9。其中,剪刀2643的具体结构及其安装结构、以及第二滑板2642和剪刀2643与控制装置6的连接结构,均为现有技术。
40.对应与上述设备,板鞋自动粘贴胶条方法包括如下步骤:
41.步骤s1、将板鞋4和与板鞋4相同的鞋模5分别置于板鞋放置机构和鞋模放置机构上,并分别通过第一气缸213和第二气缸223分别夹紧板鞋放置位212和鞋模放置位222;
42.步骤s2、控制装置6控制驱动装置动作,以驱动板鞋放置机构和鞋模放置机构同步转动,随形机构23另一端始终与鞋模5接触,使得粘贴过程中第一滑块252随粘贴部位的不同而横向移动,从而控制胶条9的恒定的压力,使胶条9粘贴更均匀,也实现板鞋4上胶条9的随形粘贴;
43.步骤s3、控制装置6控制胶条9供给机构261动作,使其靠住板鞋4,以将胶条9初步粘贴在板鞋4上,然后控制装置6控制压紧机构263动作以将胶条9粘紧,同时控制背胶收卷机构262动作以收纳背胶层91;
44.步骤s4、板鞋放置机构转动一圈后,胶条9初步粘贴完成,控制装置6控制剪切机构264动作以剪断胶条9,胶条9供给机构261停止动作,压紧机构263继续动作直至将胶条9全
部压紧后再停止动作。
45.以上所述,仅为本发明的较佳实施例而已,故不能以此限定本发明实施的范围,即依本发明申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明专利涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1