一种鞋楦的十字圆柱定位夹持装置
1.本实用新型属于鞋类加工设备领域,具体为一种鞋楦的十字圆柱定位夹持装置。
背景技术:
2.在鞋类生产过程中,无论是鞋楦的加工还是在鞋楦上安装鞋面并进行加工,都需要对鞋楦在加工平台上进行夹紧并定位,便于机械手精确校准并完成加工,现有的鞋楦随行夹具定位机构主要采用一面两销定位,对于夹具的装配精度、零配件的加工精度要求较高,加工成本昂贵,且装配步骤较为复杂,有待改进。
技术实现要素:
3.本实用新型的目的是克服现有技术的缺点,提供一种鞋楦的十字圆柱定位夹持装置。
4.本实用新型采用如下技术方案:
5.一种鞋楦的十字圆柱定位夹持装置,包括加工平台、安装座和气动夹持机构,加工平台上成型有供鞋楦从加工平台下方上升至加工平台上方的条形孔;安装座可从条形孔出升降设置在加工平台上,鞋楦安装在安装座上;气动夹持机构设置在加工平台上可夹持安装座,包括设置在加工平台上可向两侧伸长收缩的双向气缸、设置在双向气缸两侧可被双向气缸驱动沿相向或相背方向移动的两夹板和设置在夹板上用于定位安装座的定位组件,定位组件包括十字型定位圆柱和定位槽,十字型定位圆柱设置在夹板上,十字型定位圆柱的弧形面与安装座相对;定位槽成型在安装座上与弧形面相对,定位槽的宽度从内向外逐渐增大,弧形面可随夹板靠近安装座而进入定位槽中对安装座进行重复定位。
6.优选的,所述定位槽包括成型在所述安装座侧面沿水平方向延伸的第一横槽和成型在安装座侧面沿垂直方向延伸的第一竖槽。
7.优选的,所述定位件还包括成型在所述夹板上可与所述定位槽相对的安装槽,安装槽包括与所述第一横槽相对的第二横槽和与第一竖槽相对的第二竖槽,安装槽的宽度从内到外逐渐增大,所述十字型定位圆柱设置在安装槽中,露出的弧形面可进入定位槽中完成配合。
8.优选的,所述十字型定位圆柱包括可拆卸设置在所述安装槽中的多个圆柱和将圆柱固定在安装槽中的固定件,圆柱分别设置在第二横槽与第二竖槽中与定位槽的第一横槽与第一竖槽相对,圆柱露出的弧形面可进入第一横槽或第一竖槽中与安装座配合。
9.优选的,所述夹板包括与所述双向气缸连接的连接段和设置在连接段上的夹持段,所述十字型定位圆柱设置在夹持段上。
10.优选的,所述条形孔的长度和宽宽大于鞋楦长度和宽度。
11.优选的,还包括可升降设置在加工平台下方的升降平台,所述安装座设置在升降平台上。
12.优选的,所述升降平台上设置有多个用于安装定位所述安装座的定位销,安装座
底面向上成型有与定位销一一对应的定位孔。
13.优选的,所述安装座顶面成型有与鞋楦配合的多个插销,鞋楦底面成型有多个与插销一一对应的插孔。
14.由上述对本实用新型的描述可知,与现有技术相比,本实用新型的有益效果是:使用时,将鞋楦安装在安装座上,安装座从条形孔处从加工平台下方移动至加工平台上,将鞋楦输送至加工工位,驱动双向气缸收缩,使两夹板相向运动,当夹板靠近安装座时,定位槽与十字型定位圆柱配合,完成安装座的夹持并固定,能够准确定位,且装配精度要求不高,夹持时定位槽通过十字型定位圆柱会自动找正配合,提高了生产效率;
15.多个圆柱通过固定件安装在安装槽中,便于更换以适应不同的安装座,提高装置的适应性;
16.条形孔的尺寸大于鞋楦的尺寸,便于鞋楦穿过条形孔移动至加工平台上方。
附图说明
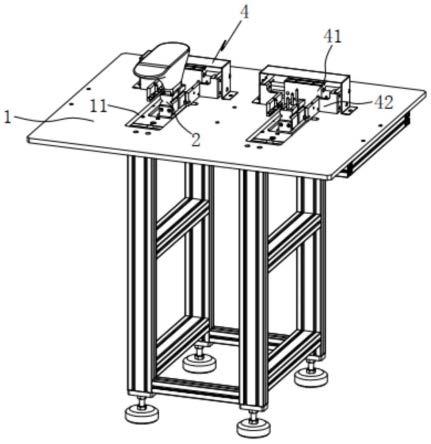
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的局部示意图一;
19.图3为本实用新型的局部示意图二;
20.图4为本实用新型的局部示意图三;
21.图5为本实用新型的前视图;
22.图6为本实用新型夹持机构的工作示意图;
23.图中:1-加工平台、11-条形孔、2-安装座、21-插销、3-升降平台、31-定位销、4-气动夹持机构、41-双向气缸、42-夹板、421-连接段、422-夹持段、43-定位组件、431-定位槽、4311-第一横槽、4312-第一竖槽、432-安装槽、4321
‑ꢀ
第二横槽、4322-第二竖槽、433-十字型定位圆柱。
具体实施方式
24.以下通过具体实施方式对本实用新型作进一步的描述。
25.参照图1至图6所示,一种鞋楦的十字圆柱定位夹持装置,包括加工平台1、安装座2、升降平台3、气动夹持机构4。
26.加工平台1用于对鞋楦进行加工或对鞋楦上设置的鞋面进行加工,加工平台1上设置有供鞋楦从加工平台1下方上升至加工平台1上的条形孔11,具体的,条形孔11的长度和宽度要大于鞋楦的长度和宽度,便于鞋楦在运输过程中不会产生磕碰。
27.安装座2从条形孔11处可升降设置在加工平台1上,鞋楦设置在安装座2 上可随安装座2从加工平台1下方输送至加工平台1上进行后续加工,具体的,安装座2顶面成型有多个用于安装鞋楦的多个插销21,鞋楦底面成型有多个与插销21一一对应的插孔。
28.升降平台3可升降设置在加工平台1下方,安装座2设置在升降平台3上,可由升降平台3带动安装座2上下移动并穿过条形孔11将安装座2上的鞋楦运输至加工平台1上方,具体的,升降平台3上设置有多个用于安装定位安装座2 的定位销31,安装座2底面成型有与定位销31一一对应的定位孔。
29.气动夹持机构4设置在加工平台1上可夹持安装座2,包括设置在加工平台 1上可
向两侧伸长收缩的双向气缸41、设置在双向气缸41两侧可被双向气缸41 驱动沿相向或相背方向移动的两夹板42和设置在夹板42上用于定位安装座2 的定位组件43,通过定位组件43对运输上来的安装座2进行重复定位,保证后续加工的准确性,具体的,夹板42包括与双向气缸41连接的连接段421和设置在连接段421上的夹持段422。
30.定位组件43包括定位槽431、安装槽432和十字型定位圆柱433,定位槽 431成型在安装座2上与夹板42相对,包括成型在安装座2与夹板42相对面上沿水平方向延伸的第一横槽4311和成型在安装座2与夹板42相对面上沿垂直方第一横槽4311方向延伸的第一竖槽4312,定位槽431的宽度从内到外逐渐增大;安装槽432成型在夹板42上与定位槽431相对,包括与第一横槽4311相对的第二横槽4321和与第一竖槽4312相对的第二竖槽4322,安装槽432的截面形状与定位槽431的截面形状一直,宽度从内到外逐渐增大;十字型定位圆柱433可拆卸设置在安装槽432中,弧形面与定位槽431相对并可进入定位槽 431中完成对安装座2的装配,包括多个可拆卸设置在安装槽432中的圆柱和将圆柱固定在安装槽432中的固定件,圆柱分别设置在第二横槽4321与第二竖槽 4322中与定位槽431的第一横槽4311与第一竖槽4312相对,圆柱露出的弧形面可进入第一横槽4311或第一竖槽4312中与安装座2配合。
31.使用时,将鞋楦安装在安装座2上,通过升降平台3带动安装座2上升将鞋楦经条形孔11输送至加工平台1上,由于输送过程中可能产生的定位误差,所以驱动双向气缸41收缩,使两夹板42相向运动,当夹板42靠近安装座2时,夹板42上的十字型定位圆柱433与定位槽431配合,由于定位槽431的宽度从内到外逐渐增大,所以定位槽431通过十字型定位圆柱433会自动找正配合,装配精度要求不高,提高了生产效率,具有很高的实用性。
32.以上所述,仅为本实用新型的较佳实施例而已,故不能以此限定本实用新型实施的范围,即依本实用新型申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型专利涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1