加工用块、加工用块保持件以及加工用块的定位方法与流程
1.本发明涉及加工用块、加工用块保持件以及加工用块的定位方法,其中,该加工用块成为利用加工装置保持而改变其姿态且实施切削或研磨等的机械加工的对象。
背景技术:
2.例如,作为利用于牙科治疗的牙科用制品的牙科用补缀物,存在有:由金或银、钯合金等的金属材料通过铸造成形的牙科用补缀物、或者对由氧化锆等的陶瓷或钛、复合树脂等形成的加工用块进行切削或研磨等的机械加工,从而形成为所希望形状的牙科用补缀物。需要说明的是,复合树脂是将无机填料以高密度分散在树脂基质(resin matrix)中形成的复合材料。
3.随着近年来数字图像技术或计算机处理技术等的不断发展,例如,如专利文献1中所公开那样的如下的cad/cam系统被广泛地使用,该cad/cam系统是:根据口腔内部的拍摄影像,使用基于计算机辅助设计(cad)(computer aided design)和计算机辅助制造(cam)(computer aided manufacturing)技术的cad/cam装置,对加工用块进行切削加工,从而形成牙科用补缀物。另外,由于是利用cad/cam装置进行加工,因此,加工牙科用补缀物用的加工用块,有时被称为牙科用cad/cam块、或者研磨坯料(mill blank)。另外,呈圆盘状形状的加工用块,有时被称为cad/cam加工用圆盘等。该cad/cam加工用圆盘适合使用于加工多个牙科用补缀物的情况、或者加工多颗牙齿上形成而呈大型化的牙科用补缀物的情况。
4.另外,在专利文献2中,cad/cam加工用圆盘表示为牙科用研磨坯料。
5.在将圆盘状的加工用块提供到加工装置中时,若不进行使加工用块的圆的轴心和成为加工装置的加工基准的轴心一致的轴对齐处理,则被加工出的牙科用补缀物的形状不会成为所希望的形状,有可能导致加工用块的材料的浪费。例如,如专利文献3中所示,加工装置具备将作为加工用块的圆盘状未加工品3进行保持的环状的保持装置4,未加工品3需要被保持在该保持装置4的规定位置。例如,使环状的保持装置4的中心轴和圆盘状未加工品3的中心轴一致。即,通过使这些中心轴彼此一致而进行轴对齐处理,未加工品3相对于加工装置的基准配置在规定的位置,从而能够实施所希望的加工。
6.在此,保持装置作为保持圆盘状的加工用块的结构,由一对环状保持构件构成,通过将圆盘盘面的两侧的周缘部分别保持于该一对环状保持构件中并夹持该圆盘,从而保持加工用块。
7.图14中示出作为呈圆盘状的cad/cam加工用圆盘的加工用块100,其中,图14中(a)是立体图,图14中(b)是主视图。
8.该加工用块100具备:形成牙科用补缀物用的圆柱形的被加工部101和形成于被加工部101的中央部且相比被加工部101扩径的凸缘部102。另外,这些被加工部101和凸缘部102由例如陶瓷或钛、复合树脂等的材料一体成形。
9.【现有技术文献】
10.【专利文献】
11.专利文献1:日本专利、特表2016-535610号公报
12.专利文献2:日本专利、特开2017-109036号公报
13.专利文献3:日本专利、特开2012-5874号公报
技术实现要素:
14.(发明所要解决的课题)
15.当将上述的加工用块100提供到加工装置的保持装置中时,加工用块100和加工装置的轴对齐作业,有时会因为作业人员的不同而产生差异,从而导致轴心之间的偏移处于允许范围外。对于加工用块100的加工,是以加工装置的轴心为基准进行,因此,由于轴心之间的偏移,无法加工出所希望的形状或个数的牙科用补缀物,从而有可能导致误加工。
16.因此,本发明的目的在于提供一种:在保持于加工装置的保持装置中时,能够容易保持于规定位置的加工用块、加工用块保持件以及加工用块的定位方法。
17.(用于解决课题的方案)
18.从上述应解决的课题即容易保持于规定位置的观点出发,以被保持于保持装置的状态加工所希望形状的部件用的呈圆盘状的加工用块,具有如下特征。
19.所述加工用块具有:圆柱形的被加工部、从所述被加工部的外周面突出的凸缘部、以及保持面,其设置于所述凸缘部上,所述保持装置所具备的按压侧保持构件的对面周缘部与该保持面抵接而被定位;所述保持面的至少一部分相对于所述被加工部的轴心倾斜。
20.另外,在本发明的另一侧面的所述加工用块中,优选:所述保持面被设置为构成圆锥的侧面的一部分。
21.另外,在本发明的另一侧面的所述加工用块中,优选:所述保持面被设置为曲面状。
22.另外,在本发明的另一侧面中,能够将所述加工用块作为牙科用cad/cam块。
23.另外,从能够可靠地保持上述加工用块的观点出发,本发明涉及的加工用块保持件具备圆盘状的加工用块和环状保持构件,该环状保持构件用于以保持所述加工用块的状态加工所希望形状的部件,该加工用块保持件具有如下特征。
24.所述环状保持构件具备:配置于所述加工用块的轴向上的一侧的收纳侧保持构件和配置于所述轴向上的另一侧的按压侧保持构件,所述收纳侧保持构件和所述按压侧保持构件具备使该收纳侧保持构件和按压侧保持构件装卸自如地卡合的卡合机构;所述加工用块具有:圆柱形的被加工部、从所述被加工部朝向外侧突出的凸缘部、以及保持面,其设置于所述凸缘部上,所述环状保持构件所具备的按压侧保持构件的对面周缘部与该保持面抵接而被定位;所述保持面的至少一部分相对于所述被加工部的中心轴线倾斜,并且,所述按压侧保持构件具备通过与所述收纳侧保持构件卡合而按压所述保持面的倾斜部分的对面周缘部。
25.另外,从对上述加工用块和加工装置可靠地进行轴对齐的观点出发,本发明涉及的加工用块的定位方法,是用于以利用环状保持构件保持圆盘状的加工用块的状态加工所希望形状的部件的方法,该加工用块的定位方法具有如下特征。
26.所述加工用块具有:圆柱形的被加工部、从所述被加工部朝向外侧突出的凸缘部、以及保持面,其设置于所述凸缘部上,且该保持面的至少一部分相对于所述被加工部的中
心轴线倾斜;
27.所述加工用块的定位方法,包括:
28.第一配置步骤,其将所述环状保持构件所具备的收纳侧保持构件配置在所述加工用块的轴向上的一侧,
29.第二配置步骤,其在所述第一配置步骤之后实施,在该第二配置步骤中,将所述环状保持构件所具备的相对于所述收纳侧保持构件装卸自如的按压侧保持构件配置在所述加工用块的轴向上的另一侧,以及
30.定位步骤,其在所述第二步骤之后实施,在该定位步骤中,通过使所述按压侧保持构件与所述收纳侧保持构件卡合,使所述按压侧保持构件的对面周缘部抵接在所述保持面上,从而进行所述加工用块的定位。
31.作为所述收纳侧保持构件和所述按压侧保持构件的卡合机构,例如,可以采用:加工有拧入部的螺纹结构;例如,将彼此之间利用螺栓或螺母等的紧固件紧固的结构;利用使用了弹簧等的夹持机构进行固定的结构等。
32.(发明效果)
33.当将本发明涉及的加工用块、加工用块保持件以及加工用块的定位方法应用于加工装置中时,能够简单地使成为加工装置的加工基准的轴心和加工用块的轴心一致,从而能够减少加工时的误加工或材料的浪费。
附图说明
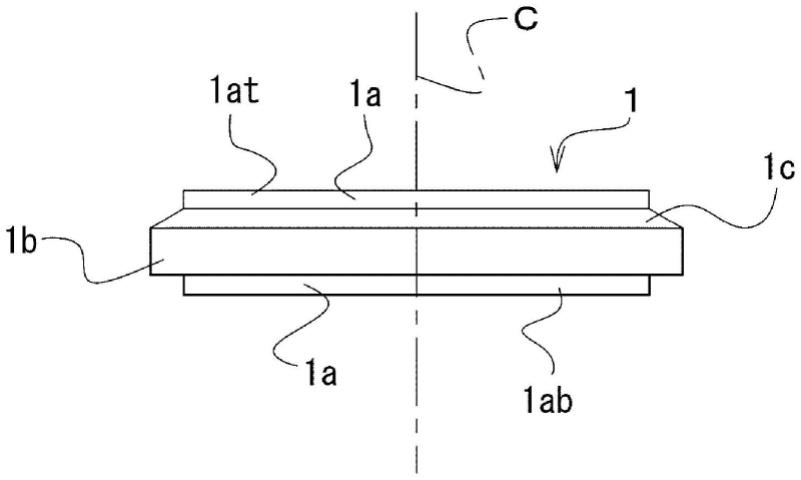
34.图1是本发明第一实施方式涉及的加工用块的主视图。
35.图2是将第一实施方式涉及的加工用块保持于环状保持构件中的状态的说明图,且是分开表示环状保持构件和加工用块的立体图。
36.图3是表示将第一实施方式涉及的加工用块保持于环状保持构件中的状态的图,其中,(a)是以包含加工用块的轴心的面切断而表示的剖面图,(b)是放大表示(a)中一部分的剖面图。
37.图4是表示第一实施方式涉及的加工用块保持于与图3中所示环状保持构件不同的形状的环状保持构件中的状态的图,且是以包含加工用块的轴心的面切断而表示的剖面图。
38.图5涉及本发明的第二实施方式,其示出与第一实施方式相同的加工用块保持于具备与第一实施方式不同的形状的对面周缘部的环状保持构件中的状态,且是以包含加工用块的轴心的面切断而表示的剖面图。
39.图6是第二实施方式涉及的加工用块的变形例的说明图,且是以包含加工用块的轴心的面切断的状态表示加工用块保持于环状保持构件中的状态的剖面图。
40.图7是表示本发明第三实施方式涉及的加工用块的图,其中,(a)是立体图,(b)是主视图。
41.图8是以包含加工用块的轴心的面切断的状态表示第三实施方式涉及的加工用块保持于环状保持构件中的状态的剖面图。
42.图9是表示第三实施方式涉及的加工用块保持于与图8中所示环状保持构件不同的形状的环状保持构件中的状态的图,且是以包含加工用块的轴心的面切断而表示的剖面
图。
43.图10是本发明第四实施方式涉及的加工用块的说明图,且是以包含加工用块的轴心的面切断的状态表示加工用块保持于环状保持构件中的状态的剖面图。
44.图11是表示第四实施方式涉及的加工用块的变形例的图,且是加工用块的主视图。
45.图12是表示图11中所示的加工用块保持于环状保持构件中的状态的图,且是以包含加工用块的轴心的面切断而表示的剖面图。
46.图13是本发明第五实施方式涉及的加工用块的说明图,且是加工用块的主视图。
47.图14是现有的加工用块的形状的说明图,其中,(a)是立体图,(b)是主视图。
具体实施方式
48.以下,根据图示的实施方式,对本发明涉及的加工用块、加工用块保持件以及加工用块的定位方法进行说明。需要说明的是,加工用块中使用的材料并没有限制,但是,在本实施方式中,例示的是使用了通常用于牙科用补缀物的材料的加工用块,其中,该通常用于牙科用补缀物的材料为:氧化锆、二硅酸锂等的陶瓷材料;钛、钴铬合金等的金属材料;pmma(polymethyl methacrylate;聚甲基丙烯酸甲酯)、peek(polyetheretherketone;聚醚醚酮)、复合树脂等的树脂类材料;以及蜡(wax)类材料等。
49.(第一实施方式)
50.图1~图3中示出本发明第一实施方式涉及的加工用块1。图1是加工用块1的主视图,图2是分开表示作为保持加工用块1的加工用块保持件的环状保持构件10(参照图3)的收纳侧保持构件11和按压侧保持构件12的立体图。另外,图3中(a)是以包含加工用块1的轴心的面切断的状态表示通过收纳侧保持构件11和按压侧保持构件12保持加工用块1的状态的剖面图。另外,图3中(b)是放大表示图3中(a)的一部分的剖面图。
51.在该加工用块1中,圆柱形的被加工部1a和凸缘部1b一体形成,其中,该凸缘部1b配置于该被加工部1a的中央部且其直径比被加工部1a的直径大。由于该凸缘部1b形成于中央部,因此,被加工部1a的两端部从凸缘部1b的凸缘面突出。在该凸缘部1b上面形成有作为倾斜面的保持面1c,其中,该倾斜面设置在凸缘部1b的外周缘和从凸缘面朝向上方突出的被加工部1a的上侧突出部1at之间。另外,如后面所述,按压侧保持构件12与该保持面1c对置。需要说明的是,将加工用块1的与按压侧保持构件12对置的一侧、即上侧突出部1at的配置侧作为上侧。另外,在被加工部1a的下部,从凸缘部1b的凸缘面朝向下方突出形成有下侧突出部1ab。另外,形成保持面1c的倾斜面,是由顶点位于加工用块1的轴心c上的圆锥的侧面形成。另外,如图1中所示,该圆锥的顶点位于凸缘部1b的按压侧保持构件12侧即上侧。另外,由于是圆锥的侧面,因此,保持面1c内的位置且处于以加工用块1的轴心c上的适当位置为中心的圆上的位置的、从凸缘部1b的底面起的距离是固定的。
52.另外,在图1~图3中,示出的是保持面1c形成于凸缘部1b的外周端和被加工部1a之间的情况,但是,该保持面1c也可以构成为:将其下端部配置在凸缘部1b的径向上的中间部,且设置在该下端部与被加工部1a之间。另外,保持面1c也可以构成为:将其上端部配置在凸缘部1b的径向上的中间部,且设置在该上端部与凸缘部1b的外周端之间。进一步地,保持面1c还可以仅设置在凸缘部1b的中间部。
53.另外,关于保持面1c的倾斜角度,其形成为相对于加工用块1的轴心c为3度~87度,优选为5度~85度,更优选为10度~80度的范围内。
54.收纳侧保持构件11由以轴心c1为中心的圆筒形的收纳主体部11a、设置于该收纳主体部11a下部的收纳凸缘部11b及外侧凸缘部11c形成。在收纳主体部11a的外侧面上,形成有构成卡合机构的阳螺纹部11s。
55.收纳凸缘部11b由向收纳主体部11a的内侧方向突出的内侧凸缘形成。而且,加工用块1的凸缘部1b载置于该收纳凸缘部11b上面。即,收纳凸缘部11b的内径小于凸缘部1b的外径。另外,凸缘部1b的外径小于收纳主体部11a的内径。另外,在凸缘部1b载置于收纳凸缘部11b上的状态下,被加工部1a的下侧突出部1ab插通于收纳凸缘部11b的内侧。
56.外侧凸缘部11c是朝向收纳主体部11a的外侧方向突出而形成。该外侧凸缘部11c成为与后述的卡合主体部12a的底面对置的部分。
57.另外,按压侧保持构件12由以轴心c2为中心的圆筒形的卡合主体部12a和按压凸缘部12b形成。在卡合主体部12a的内侧面上,形成有与收纳侧保持构件11的阳螺纹部11s螺合的构成卡合机构的阴螺纹部12s。另外,关于卡合主体部12a的外周面,为了使作业人员容易抓持而形成为适当的形状,例如,形成有滚花纹,或者形成为多边形或波纹形等的形状。另外,当利用夹具时,形成为与所使用夹具卡合的形状。
58.需要说明的是,在本实施方式中,作为卡合机构例示出将阳螺纹部11s和阴螺纹部12s组合形成的拧入结构并进行说明。
59.按压凸缘部12b由在卡合主体部12a的上部朝向内侧方向突出的内侧凸缘形成。在该按压凸缘部12b的内周面的、成为加工用块1侧的端部上,形成有对面周缘部12c。该对面周缘部12c成为在将加工用块1保持于环状保持构件10中的状态下,与保持面1c接触的部分。
60.为了使对面周缘部12c与保持面1c接触,需要满足以下算式1和算式2。
61.dh<do<d
l
ꢀꢀꢀ
(算式1)
62.lo<lhꢀꢀꢀ
(算式2)
63.在上述算式1和算式2中,参照图3中(b)说明的话,do是对面周缘部12c的直径,dh是上侧突出部1at的外径,d
l
是保持面1c的外周端的直径。另外,lh是保持面1c的内周端和凸缘部1b底面之间的距离,lo是对面周缘部12c和卡合主体部12a底面之间的距离。
64.上述的收纳侧保持构件11安装于未图示的加工装置的保持装置上,通过该保持装置,改变收纳侧保持构件11的三维姿态。另外,该收纳侧保持构件11的轴心c1与保持装置呈规定的位置关系,例如,轴心c1成为加工加工用块1时的加工装置的加工基准。
65.当将加工用块1保持于环状保持构件10中时,将加工用块1配置为:被加工部1a的下侧突出部1ab收纳于收纳侧保持构件11的收纳凸缘部11b的内侧(第一配置步骤)。
66.然后,将按压侧保持构件12盖在收纳有加工用块1的收纳侧保持构件11上(第二配置步骤),并且,将卡合主体部12a的阴螺纹部12s螺合在收纳主体部11a的阳螺纹部11s上。
67.当使按压侧保持构件12转动时,按压侧保持构件12朝向收纳侧保持构件11前进,由此,按压侧保持构件12紧固在收纳侧保持构件11上。通过该按压侧保持构件12的前进,对面周缘部12c抵接在保持面1c上(定位步骤)。
68.由于该对面周缘部12c处于与按压侧保持构件12的轴心c2垂直的位置,且保持面
1c由圆锥的侧面形成,因此,为了使按压侧保持构件12相对于收纳侧保持构件11顺畅地转动,需要构成对面周缘部12c的角部的尖端在以保持面1c的圆锥的轴心c为中心的圆上抵接。因此,加工用块1以收纳侧保持构件11和加工用块1之间的间隙在加工用块1的周围呈均匀的方式被移动。当随着按压侧保持构件12的前进,加工用块1被收纳侧保持构件11和按压侧保持构件12夹持时,对面周缘部12c和保持面1c呈对面周缘部12c的圆的轴心c2和保持面1c的圆锥的轴心c一致的状态。另外,具备对面周缘部12c的按压侧保持构件12和安装于保持装置上的收纳侧保持构件11呈轴心c1和轴心c2一致的状态。由此,加工用块1的轴心c和收纳侧保持构件11的轴心c1一致,加工用块1与加工装置的加工基准一致而被进行轴对齐处理,并被保持在规定的位置。因此,利用加工装置对加工用块1所进行的加工,是对加工用块1的规定位置进行。由此,能够减少误加工或材料的浪费。
69.在此,如上所述,加工用块1是通过对面周缘部12c抵接在保持面1c而被定位,因此,对面周缘部12形成于按压凸缘部12b的内周面上即可。例如,如图4中所示,也可以形成为:将按压凸缘部12b的下端部从内周面侧切掉而设有凹口部12d的形状。当形成为该形状时,与图3的情况相比,能够缩小卡合主体部12a的上部从被加工部1a的上表面朝向上方突出的突出长度。
70.(第二实施方式)
71.图5涉及第二实施方式,其是以包含加工用块1的轴心c的面切断的状态表示将与第一实施方式相同的加工用块1保持于与第一实施方式不同的作为加工用块保持件的环状保持构件20中的状态的剖面图。按压加工用块1的该第二实施方式涉及的按压侧保持构件22与第一实施方式涉及的按压侧保持构件12同样地,由卡合主体部22a和按压凸缘部22b形成。该第二实施方式涉及的按压凸缘部22b的对面周缘部22c,由与加工用块1的保持面1c重叠的形状即圆锥的内侧面形成。
72.另外,关于该情况下的对面周缘部22c,当将其形成为与保持面1c重叠的形状的圆锥时,与保持面1c的倾斜角度同样地,对面周缘部22c的倾斜角度,其形成为相对于按压侧保持构件12的轴心c2为3度~87度,优选为5度~85度,更优选为10度~80度的范围内。需要说明的是,对面周缘部22c的倾斜角度也可以设置为与保持面1c不同的倾斜角度。另外,关于对面周缘部22c的形状,可以形成为以包含加工用块1的轴心c的面切断后的剖面形状呈直线状或曲线状,或者包含直线和曲线的形状。
73.需要说明的是,加工用块1和收纳侧保持构件11与第一实施方式的加工用块1和收纳侧保持构件11相同,因此,标注了相同的符号。另外,由收纳侧保持构件11和按压侧保持构件22构成环状保持构件20。
74.在该第二实施方式中,当使按压侧保持构件22朝向收纳侧保持构件11前进时,对面周缘部22c的圆锥的内侧面与保持面1c的圆锥的侧面抵接且贴紧。由此,加工用块1的轴心c和收纳侧保持构件11的轴心c1一致,加工用块1和加工装置被进行轴对齐处理,从而加工用块1被设定于加工装置的规定位置。
75.(第二实施方式的变形例)
76.图6中示出第二实施方式的变形例,其中,对于与第二实施方式相同的部位标注了与图5相同的符号。需要说明的是,该变形例涉及的加工用块2与上述的加工用块1是不同的。即,加工用块2具有与被加工部1a不同的被加工部2a。在该加工用块2的下部,设有相比
收纳侧保持构件11更加朝向下方突出的下侧突出部2b。另外,在被加工部2a的上部,设有相比按压侧保持构件12更加朝向上方突出的上侧突出部2c。即,加工用块2的被加工部2a的厚度大于图1中所示加工用块1的被加工部1a的厚度。因此,能够加工出与加工用块1相比更加大型化的牙科用补缀物。另外,在被加工部2a上,设有相当于凸缘部1b的凸缘部2d,另外,还设有相当于保持面1c的保持面2e。
77.(第三实施方式)
78.图7中示出第三实施方式涉及的加工用块3,其中,图7中(a)是加工用块3的立体图,图7中(b)是加工用块3的主视图。
79.该加工用块3形成为:未形成有图1中所示第一实施方式涉及的加工用块1的被加工部1a中的、从保持面1c朝向上方突出的上侧突出部1at的形状。即,在被加工部3a的上端部上形成有凸缘部3b,而且,在该凸缘部3b上面设有由倾斜面形成的保持面3c。因此,该保持面3c由设置于被加工部3a的顶面和凸缘部3b的侧面之间的倾斜面形成。需要说明的是,保持面3c也可以构成为:将其下端部配置在凸缘部3b的径向上的中间部,且设置在该下端部与被加工部3a之间。另外,保持面3c也可以构成为:将其上端部配置在凸缘部3b的径向上的中间部,且设置在该上端部与凸缘部3b的外周端之间。进一步地,保持面3c还可以仅设置在凸缘部3b的中间部。
80.另外,与保持面1c同样地,该保持面3c由圆锥的侧面形成。另外,在被加工部3a的下部,形成有相比凸缘部3b的底面更加朝向下方突出的下侧突出部3ab。
81.另外,关于保持面3c的倾斜角度,与保持面1c同样地,其形成为相对于加工用块3的轴心c为3度~87度,优选为5度~85度,更优选为10度~80度的范围内。
82.图8中示出加工用块3保持于环状保持构件中的状态,该环状保持构件与图3中所示第一实施方式涉及的环状保持构件10相同。
83.即,环状保持构件10由收纳侧保持构件11和按压侧保持构件12构成。而且,当使按压侧保持构件12卡合在收纳侧保持构件11时,由按压侧保持构件12的角部的尖端形成的对面周缘部12c抵接在加工用块3的保持面3c上。然后,当将按压侧保持构件12紧固在收纳侧保持构件11时,收纳侧保持构件11的轴心c1、按压侧保持构件12的轴心c2以及加工用块3的轴心c一致,由此,加工用块3和加工装置被进行轴对齐处理。
84.另外,在将加工用块3保持于环状保持构件10中的状态下,如图8中所示,被加工部3a的顶面相比按压侧保持构件12的顶面位于更加下位的位置处。另外,图9中示出利用与图4中所示形状同样地设有凹口部12a的形状的按压侧保持构件12保持了加工用块3的状态。该情况下,与利用图8中所示形状的按压侧保持构件12时相比,从按压侧保持构件12的顶面起至被加工部3a的顶面为止的距离变小,因此,加工装置所具备的加工用夹具容易到达被加工部3a。
85.(第四实施方式)
86.图10涉及第四实施方式,该实施方式涉及的环状保持构件与图5中所示的第二实施方式涉及的由收纳侧保持构件11和按压侧保持构件12构成的环状保持构件20相同。即,按压侧保持构件22的对面周缘部22c,由与形成加工用块3的保持面3c的圆锥重叠的形状的圆锥的内侧面形成。
87.另外,关于该情况下的对面周缘部22c,当形成为与保持面3c重叠的形状的圆锥
时,与保持面3c的倾斜角度同样地,对面周缘部22c的倾斜角度,其形成为相对于按压侧保持构件12的轴心c2为3度~87度,优选为5度~85度,更优选为10度~80度的范围内。需要说明的是,对面周缘部22c的倾斜角度也可以设置为与保持面1c不同的倾斜角度。另外,关于对面周缘部22c的形状,可以形成为以包含加工用块1的轴心c的面切断后的剖面形状呈直线状或曲线状,或者包含直线和曲线的形状。
88.当将按压侧保持构件22的阴螺纹部12s螺合于收纳侧保持构件11的阳螺纹部11s,并使按压侧保持构件22朝向收纳部保持构件11前进时,对面周缘部22c的圆锥的内侧面与保持面3c的圆锥的侧面抵接且贴紧。由此,加工用块3的轴心c、收纳侧保持构件11的轴心c1以及按压侧保持构件22的轴心c2一致,由此,加工用块3和加工装置被进行轴对齐处理。
89.(第四实施方式的变形例)
90.图11中示出图10中所示第三实施方式的变形例涉及的加工用块3,且示出未形成有被加工部3a的下侧突出部3ab的形状。即,如图12中所示,该加工用块4在凸缘部4b上面设有由倾斜面形成的保持面4c。需要说明的是,保持面4c也可以构成为:将其下端部配置在凸缘部4b的径向上的中间部,且设置在该下端部与被加工部4a之间。另外,保持面4c也可以构成为:将其上端部配置在凸缘部4b的径向上的中间部,且设置在该上端部与凸缘部4b的外周端之间。进一步地,保持面4c还可以仅设置在凸缘部4b的中间部。
91.图12是表示将该加工用块4保持于环状保持构件中的状态的剖面图。需要说明的是,环状保持构件与图10中所示的环状保持构件20相同,其由收纳侧保持构件11和按压侧保持构件22构成。在将加工用块4保持于环状保持构件20中的状态下,成为凸缘部4b载置于收纳侧保持构件11的收纳凸缘部11b上的状态。而且,该状态下的收纳凸缘部11b的内周侧部分中,并不存在从收纳凸缘部11b的上面朝向下方突出的被加工部4a的部位,而是形成至收纳侧保持构件11的收纳凸缘部11b的下侧面为止的空间。因此,在被加工部3a的上侧的盘面的上方和下侧的盘面的下方形成有空间部11d。该加工用块4的厚度进一步小于第三实施方式涉及的加工用块3的被加工部3a的厚度,其适合于加工比第三实施方式涉及的加工用块3更加小型化的牙科用补缀物。
92.需要说明的是,对于用于保持该加工用块3的环状保持构件,也可以使用收纳侧保持构件11和按压侧保持构件12。当使用环状保持构件10时,按压侧保持构件12可以使用未形成有凹口部12d的形状的构件、形成有凹口部12d的形状的构件中的任意一种形状的按压侧保持构件12。
93.(第五实施方式)
94.图13是第五实施方式涉及的加工用块5的主视图。该加工用块5具有保持面5c,其中,该保持面5c与图7中(b)所示第三实施方式涉及的加工用块3的由圆锥的侧面形成的保持面3c不同。该保持面5c由球面等的曲面形成。关于保持面5c,优选形成为由球面的一部分形成的形状,但是,也可以由椭圆球体的一部分形成,还可以形成为其剖面形状构成放射线等的各种二次曲线、三次曲线等的高次曲线的一部分,或者形成为其他各种曲面的一部分。即,保持面5c内的位置且处于以加工用块5的轴心c上的适当位置为中心的圆上的位置的、从凸缘部5b的底面起的距离是固定的。需要说明的是,保持面5c也可以构成为:将其下端部配置在凸缘部5b的径向上的中间部,且设置在该下端部与被加工部5a之间。另外,保持面5c也可以构成为:将其上端部配置在凸缘部5b的径向上的中间部,且设置在该上端部与凸缘
部5b的外周端之间。进一步地,保持面5c还可以仅设置在凸缘部5b的中间部。另外,保持面5c也可以构成为:相对于凸缘部5b的径向,并非如图13中所示那样呈凸状,而是呈凹状。
95.另外,被加工部5a的形状形成为与图6中(b)所示加工用块3相同的形状,且被加工部5a的下部设有相比凸缘部5b更加朝向下方突出的下侧突出部5ab。
96.保持该加工用块5的环状保持构件,与第一实施方式涉及的图3中所示的环状保持构件10同样地,可以使用将收纳侧保持构件11和按压侧保持构件12组合构成的环状保持构件10。
97.将该加工用块5的凸缘部5b载置在收纳侧保持构件11的收纳凸缘部11b上,由此将加工用块5收纳于收纳侧保持构件11。当使按压侧保持构件12与该收纳侧保持构件11卡合,且使按压侧保持构件12朝向收纳侧保持构件11前进时,按压侧保持构件12的对面周缘部12c与保持面5c抵接。此时,位于以垂直于按压侧保持构件12的轴心c2的面切断后的剖面内的圆上的对面周缘部12c,是在保持面5c的一部分且以加工用块5的轴心c为中心的圆上接触。因此,对面周缘部12c的轴心c2和加工用块5的轴心c一致。由此,收纳侧保持构件11的轴心c1、按压侧保持构件12的轴心c2以及加工用块5的轴心c一致而被进行轴对齐处理,从而加工用块5被定位在规定的位置。
98.需要说明的是,在图13所示的加工用块5中,示出的是保持面5c的上端缘与被加工部5a的上表面一致的形状,但是,也可以如图1中所示那样形成为:使被加工部5a的一部分相比保持面5c的上端缘更加朝向上方突出的形状。关于被加工部5a的厚度,可以根据应加工的牙科用补缀物的大小等进行设定,还可以如图6中所示的变形例那样,形成为:分别朝向收纳侧保持构件11的下方和按压侧保持构件12的上方突出的形状。
99.在以上所说明的各实施方式中,均对将由圆锥的侧面或曲面、球面形成的保持面1c、3c、4c、5c配置在按压侧保持构件12、22侧的情况进行了说明。但是,也可以形成为如下结构,即:在加工用块1、2、3、4、5的收纳侧保持构件11侧形成由圆锥的侧面或球面构成的载置面,并将加工用块1、2、3、4、5载置于收纳侧保持构件11的结构。该情况下,对于收纳侧保持构件11的收纳凸缘部11b的上侧端缘,也可以与对面周缘部22c的情况同样地,形成与载置面一致的形状的面。
100.进一步地,也可以形成为如下形状,即:不形成上述的保持面1c、3c、4c、5c,仅将设于收纳侧保持构件11侧的载置面形成于加工用块1、2、3、4、5的形状。该情况下,当将按压侧保持构件12、22紧固在收纳侧保持构件11时,载置面的侧面的圆的轴心c和收纳凸缘部11b侧的对面周缘部的圆的轴心c1一致,因此,加工用块1、2、3、4、5的轴心c与收纳侧保持构件11的轴心c一致,由此被定位在加工装置的规定位置。
101.另外,如以上所说明,在加工用块1、2、3、4、5中,均构成为对面周缘部12c、22c是以按压保持面1c、3c、4c、5c的状态接触,因此,能够使该接触部分位于加工用块1、2、3、4、5的内周侧。因此,不需要接触部分的外周侧的部分,因此,能够使凸缘部1b、2d、3b、4b的外径小于现有的加工用块100的凸缘部102的外径。
102.另外,作为牙科用补缀物的加工中使用的圆盘状加工用块的材料,可以使用氧化锆、二硅酸锂等的陶瓷材料;钛、钴铬合金等的金属材料;pmma、peek、复合树脂等的树脂类材料;以及蜡(wax)类材料等的、通常用于牙科用补缀物的材料。进一步地,当加工用块为使用于牙科用补缀物以外的其他加工品的加工用块的情况下,可以使用这些材料、以及其他
该加工品所要求的材料。
103.如以上所说明,根据本发明涉及的加工用块,在提供到加工装置中时,能够容易使加工装置的加工基准和圆盘状的加工用块的轴心一致,从而能够减少误加工或材料的浪费,由此,有助于加工加工用块时的成品率或生产率的提高。
104.(符号说明)
[0105]1…
加工用块、1a
…
被加工部、1b
…
凸缘部、1c
…
保持面、10
…
环状保持构件(加工用块保持件)、11
…
收纳侧保持构件、11a
…
收纳主体部、11b
…
收纳凸缘部、11c
…
外侧凸缘部、11d
…
空间部、11s
…
阳螺纹部、12
…
按压侧保持构件、12a
…
卡合主体部、12b
…
按压凸缘部、12c
…
对面周缘部、2
…
加工用块、2a
…
被加工部、2b
…
下侧突出部、2c
…
上侧突出部、20
…
环状保持构件(加工用块保持件)、22a
…
卡合主体部、22b
…
按压凸缘部、22c
…
对面周缘部、22
…
按压侧保持构件、3
…
加工用块、3a
…
被加工部、3b
…
凸缘部、3c
…
保持面、4
…
加工用块、4b
…
凸缘部、4c
…
保持面、5
…
加工用块、5a
…
被加工部、5b
…
凸缘部、5c
…
保持面、c
…
轴心、c1
…
轴心、c2
…
轴心。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1