一种卫生护理垫的制作设备及工艺的制作方法
1.本技术涉及护理垫生产技术的领域,尤其是涉及一种卫生护理垫的制作设备及工艺。
背景技术:
2.卫生护理垫是一种一次性卫生用品,其主要用料包括pe膜、无纺布、木浆纤维、高分子吸水材料等,卫生护理垫主要用于医院手术、妇科检查、产妇护理、幼儿看护、瘫痪病人护理等领域。
3.现有技术中制作卫生护理垫的方式主要有两种。一种是由木浆纤维、高分子吸水材料经过热合、胶合制成的吸水纸,再将吸水纸应用于护理垫吸收体的制作,应用吸水纸做护理垫吸收体的优点是高分子吸水材料在吸收体中的分布均匀、固定良好,制成的护理垫吸液量大;其缺点是吸水纸制作速度低,吸水纸制作机台速度无法与护理垫机台同步,吸水纸加工以及使用的工序繁复,浪费成本;另一种是在制作护理垫机台上同步制作护理垫吸收体,该方法的优点是制作速度高,制造成本低,吸收体与护理垫可在同一机台上实现连续性制作,而其缺点则是高分子吸水材料分布不均匀,吸液不均,吸收体吸液能力差,使用体验差。
4.在节约自然资源和轻便易用的理念下,护理垫产品逐步向轻、薄方向发展,护理垫的轻、薄化意味着高分子吸水材料占比的提高;如通过上述第二种制作护理垫的方式,单纯以加大高分子吸水材料用料占比,也难以达到吸水纸作为护理垫吸收体的使用功能;因此如何通过设备、工艺改造,使护理垫吸收体吸液更均匀,同时尽可能地降低制作成本,就是目前亟待解决的技术问题。
技术实现要素:
5.本技术的目的是提供一种卫生护理垫的制作设备及工艺,以便于在使护理垫吸收体保持良好吸液性能的前提下,降低护理垫的制作成本。
6.本技术提供的一种卫生护理垫的制作设备采用如下的技术方案:一种卫生护理垫的制作设备,包括机架,所述机架的一端设有木浆粉碎装置,所述木浆粉碎装置用于将木浆卷粉碎为木浆纤维,所述机架设有用于带动下卫生纸托浮木浆纤维的输送网带,所述机架设有用于将木浆纤维吸附到下卫生纸的吸附床,所述吸附床的上方设有下料辊,所述下料辊用于辊压木浆纤维,所述下料辊的两端设有辊轴,所述辊轴与所述机架转动连接,所述下料辊为中空结构,所述下料辊的周壁均匀分布有第一出料孔;所述机架设有用于盛放高分子吸水材料的料仓,所述料仓位于所述下料辊的上方,所述料仓设有供所述下料辊外周面贴合的内凹弧面,所述料仓设有贯穿所述内凹弧面的下料口,所述下料口呈狭长状,所述下料口的长度方向朝向所述下料辊的轴向。
7.通过采用上述技术方案,木浆卷经过木浆粉碎装置粉碎成木浆纤维,木浆纤维被吸附床持续吸附到托浮于输送网带的下卫生纸上,输送网带托浮输送下卫生纸和木浆纤维
至下料辊时,下料辊内腔中承接自料仓的高分子吸水材料随着下料辊的辊压动作持续从第一出料孔洒落到木浆纤维上;高分子吸水材料盛放于料仓内,下料辊的外周面与料仓的内凹弧面抵接贴合,使下料辊的周面封堵料仓的贯穿内凹弧面的下料口,当下料辊转动时,料仓内的高分子吸水材料持续从狭长状的下料口经过下料辊的第一出料孔进入下料辊的内侧,而下料辊内的高分子吸水材料则随着下料辊的辊压动作持续从第一出料孔洒落到木浆纤维上;料仓的下料口呈狭长状,有利于使高分子吸水材料在下料辊的内侧沿轴向均匀分布,第一出料孔在下料辊周壁均匀分布,有利于使高分子吸水材料在木浆纤维上均匀分布,并且高分子吸水材料从下料辊内侧洒落到木浆纤维上时,下落的高度接近下落辊的壁厚,下落的路程短,不易出现高分子吸水材料重新分散或聚集的情况,从而有利于高分子吸水材料在木浆纤维上的均匀分布。
8.可选的,所述下料辊的内侧设有散料槽,所述散料槽的槽底设有多个沿长度方向均匀排布的第二出料孔,所述散料槽的槽口朝上,所述散料槽的槽口在水平面内的投影覆盖所述料仓的下料口在水平面内的投影;所述散料槽的两端固设连接轴,所述下料辊的两端沿轴向设置有供所述连接轴穿过所述辊轴的通孔,所述连接轴与所述机架固定连接。
9.通过采用上述技术方案,料仓内的高分子吸水材料经过下料辊旋转至上方的第一出料孔落在散料槽内,高分子吸水材料缓存在散料槽内经过第二出料孔持续下落到下料辊的内壁上,再经下料辊旋转至靠近木浆纤维的第一出料孔向外洒落,从而使高分子吸水材料洒落在木浆纤维上时经过两次分散作用,有利于使高分子吸水材料在木浆纤维上分布更为均匀。
10.可选的,所述第二出料孔呈狭长状结构,所述第二出料孔的长度方向朝向所述散料槽的长度方向。
11.通过采用上述技术方案,第二出料孔呈狭长状结构,有利于提高散料槽内的高分子吸水材料的出料效率,并且有利于使散料槽内的高分子吸水材料沿下料辊的长度方向的覆盖率更高。
12.可选的,所述机架设有振动组件,所述振动组件包括振动马达和压缩弹簧,所述压缩弹簧的一端与所述机架固定连接,所述压缩弹簧的另一端与所述振动马达固定连接,所述振动马达抵接所述连接轴。
13.通过采用上述技术方案,振动组件的振动马达抵接连接轴,使振动马达可以通过连接轴振动散料槽,使散料槽内的高分子吸水材料加速从第二下料孔落到下料辊的内壁上,在振动马达的作用下,散料槽对高分子吸水材料具有振动筛选的作用,可以减少高分子吸水材料局部堆积下料不畅的情况,从而有利于提高散料槽下料的均匀性;振动马达通过压缩弹簧与机架连接,可以减少振动马达对机架的振动作用,使振动马达的输出功耗主要集中于对散料槽的振动作用上,从而可以减少振动马达的能量浪费。
14.可选的,所述下料辊包括辊筒和端盖,所述辊筒的两端分别设有内螺纹,所述端盖设有与所述内螺纹适配的外螺纹,所述辊轴与所述端盖固定连接。
15.通过采用上述技术方案,下料辊通过辊筒与端盖进行连接组合,便于将散料槽放入下料辊的内侧与下料辊进行组合安装;同时下料辊以辊筒和端盖连接组合,便于拆卸下料辊清理下料辊和散料槽的积垢。
16.可选的,所述辊筒两端的内螺纹的螺旋方向相反,所述端盖的直径大于或等于所
述辊筒的直径,所述端盖相对所述辊筒的旋紧方向与所述下料辊的辊压方向相反。
17.通过采用上述技术方案,当下料辊辊压木浆纤维时,下料辊受到木浆纤维的摩擦力,木浆纤维对下料辊的摩擦力方向与下料辊的辊压方向相相反,端盖相对辊筒的旋紧方向与下料辊的辊压方向相反,即使木浆纤维对下料辊的摩擦力方向与端盖相对辊筒的旋紧方向相同,从而有利于减少端盖在下料辊辊压作业的过程中出现松动的情况。
18.可选的,所述机架设有接料槽,所述接料槽位于所述下料辊靠近所述木浆粉碎装置的一侧,所述接料槽的长度方向朝向所述下料辊的轴向,所述接料槽的上边缘低于所述下料辊的轴线高度,所述接料槽靠近所述下料辊的一侧与所述下料辊的轴线的距离小于所述下料辊的直径。
19.通过采用上述技术方案,当下料辊旋转时,下料辊的外周面难免从料仓的下料口带出少量高分子吸水材料,接料槽位于下料辊的侧下方,可以承接下料辊外周面带出的高分子吸水材料,减少高分子吸水材料落在木浆纤维上,影响高分子树脂材料在木浆纤维上分布的均匀性。
20.可选的,所述机架设有折边装置和打点压实装置,所述折边装置包括两个折边件,两个所述折边件分别设置于所述输送网带的相对两侧;所述折边件包括底板和折边板,所述折边板与所述底板之间的夹角沿所述输送网带的输送方向逐渐减小,所述折边板与所述底板之间的夹角范围为0
°
到180
°
;所述打点压实装置用于将折边后的下卫生纸、木浆纤维和上卫生纸共同打点压实。
21.通过采用上述技术方案,折边装置对上卫生纸和下卫生纸进行折边,以封装上卫生纸和下卫生纸之间的木浆纤维,从而减少木浆纤维从上卫生纸和下卫生纸外漏的情况,上卫生纸和下卫生纸在输送网带的带动下经过折边件时,因为折边板与底板之间的夹角从180
°
逐渐减小变为0
°
,使折边板的表面对上卫生纸和下卫生纸形成导向面的作用,使上卫生纸和下卫生纸各自两侧的边缘部分在折边板的导向作用下相向翻折,从而完成折边的作用;打点装置对上卫生纸、下卫生纸和混合有高分子吸水材料的木浆纤维进行压实打点,使上卫生纸、下卫生纸和木浆纤维的位置相对固定。
22.可选的,所述料仓内设有调节板,所述调节板与所述料仓的底壁贴合,所述调节板与所述下料口在水平面的投影具有重叠部分,所述调节板固设有第一磁铁,所述料仓的外侧可分离设置有第二磁铁,所述第二磁铁通过磁吸力驱动所述第一磁铁带动调节板移动。
23.通过采用上述技术方案,第二磁铁移动时,可通过对其第一磁铁的磁吸力驱动调节板在料仓内位移,从而调节料仓的下料口的开度,以调节下料高分子吸水材料的下料速度。
24.一种用上述一种卫生护理垫的制作设备制作卫生护理垫的制作工艺,包括如下步骤:s1,木浆纤维吸附及其高分子吸水材料混合:木浆纤维粉碎装置将木浆卷粉碎为木浆纤维,吸附床将木浆纤维吸附到托浮于输送网带上的下卫生纸上,输送网带输送下卫生纸和木浆纤维至下料辊下方时,下料辊辊压木浆纤维的同时将高分子吸水材料均匀洒落到木浆纤维的缝隙中,完成木浆纤维与高分子吸水材料的混合,并以上卫生纸覆盖。
25.通过采用上述技术方案,护理垫的吸收体的木浆纤维与高分子吸水材料混合均匀,使吸收体各部位的洗液性能较为均匀,有利于提升护理垫的使用体验。
26.综上所述,本技术包括以下至少一种有益技术效果:1.料仓内的高分子吸水材料经过下料辊的第一出料孔进入下料辊的内侧,而下料辊内的高分子吸水材料则随着下料辊的辊压动作持续从第一出料孔洒落到木浆纤维上;第一出料孔在下料辊周壁均匀分布,有利于使高分子吸水材料在木浆纤维上均匀分布,有利于提高护理垫各部位吸液的均匀性;2.通过设置位于下料辊内侧的散料槽,料仓内的高分子吸水材料经过下料辊旋转至上方的第一出料孔落在散料槽内,高分子吸水材料先经过散料槽的第二出料孔,再经下料辊旋转至靠近木浆纤维的第一出料孔向外洒落,有利于使高分子吸水材料在木浆纤维上分布更为均匀。
附图说明
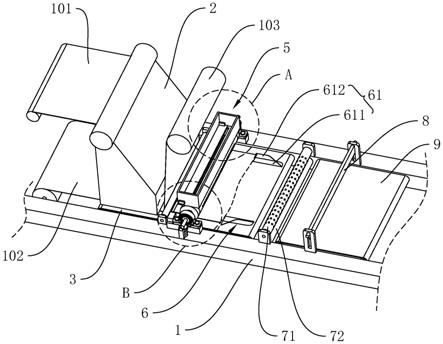
27.图1是本实施例的整体结构示意图。
28.图2是本实施例用于体现输送网带与下料装置的位置关系的示意图。
29.图3是图1中a处的局部放大视图。
30.图4是图1中b处的局部放大视图。
31.图5是本实施例用于体现下料辊的结构的爆炸视图。
32.附图标记说明:1、机架;2、木浆粉碎装置;3、输送网带;4、吸附床;5、下料装置;51、料仓;511、内凹弧面;512、下料口;513、调节板;514、第一磁铁;515、第二磁铁;52、下料辊;521、辊轴;522、辊筒;5221、内螺纹;523、端盖;5231、外螺纹;524、第一出料孔;525、通孔;53、散料槽;531、连接轴;532、第二出料孔;54、振动组件;541、压缩弹簧;542、振动马达;55、接料槽;551、支撑块;6、折边装置;61、折边件;611、底板;612、折边板;7、打点压实装置;71、上压辊;72、下压辊;8、切刀;9、输送皮带;101、木浆卷;102、下卫生纸;103、上卫生纸。
具体实施方式
33.以下结合附图1
‑
5对本技术作进一步详细说明。
34.本技术实施例公开一种卫生护理垫的制作设备。参照图1,卫生护理垫的制作设备包括机架1,机架1设有木浆粉碎装置2、输送网带3和吸附床4,木浆粉碎装置2用于将木浆卷101粉碎为木浆纤维,吸附床4将木浆纤维吸附到托浮于输送网带3的下卫生纸102。
35.参照图1,机架1沿输送网带3输送方向依次设置有下料装置5、折边装置6、打点压实装置7和切刀,输送网带3托浮下卫生纸102和木浆纤维经过下料装置5时,下料装置5将高分子吸水材料均匀洒落到木浆纤维上,接着上卫生纸103覆盖木浆纤维,随后折边装置6对上卫生纸103和下卫生纸102进行折边以封装木浆纤维,打点压实装置7将上卫生纸103、下卫生纸102和木浆纤维进行打点压实,然后再通过切刀裁切形成吸收体。
36.参照图1,机架1设有输送皮带9,输送皮带9用于将吸收体输送到下一工序覆盖无纺布以加工成护理垫。
37.参照图2,下料装置5位于输送网带3的上方,下料装置5包括料仓51和下料辊52,料仓51位于下料辊52的上方,其用于存放高分子吸水材料,下料辊52转动时辊压托浮于输送网带3的木浆纤维。
38.参照图2和图3,料仓51的下部设有供下料辊52外周面贴合的内凹弧面511,料仓51
设有贯穿内凹弧面511的下料口512,下料口512呈狭长状,下料口512的长度方向朝向下料辊52的轴向;料仓51内设有调节板513,调节板513与料仓51的底壁贴合,调节板513与下料口512在水平面内的投影部分重叠,调节板513为长矩形板,调节板513的两端固设有第一磁铁514,料仓51相对的两侧壁可分离设置有第二磁铁515,第二磁铁515通过磁吸力驱动第一磁铁514沿垂直于下料口512长度方向的方向移动,以调节下料口512的开度。
39.参照图1和图5,下料辊52的两端设有辊轴521,辊轴521与机架1转动连接,下料辊52为中空结构,下料辊52的周壁均匀分布有第一出料孔524;料仓51内的高分子吸水材料从料仓51的下料口512经下料辊52旋转至上方的第一出料孔524落入下料辊52的内侧,再经下料辊52旋转至靠近输送网带3的第一出料孔524洒落到木浆纤维;高分子吸水材料随下料辊52的辊压动作从下料辊52的第一出料孔524洒落到木浆纤维上,有利于使高分子吸水材料在木浆纤维上均匀分布。
40.参照图5,下料辊52包括辊筒522和端盖523,端盖523的直径等于辊筒522的直径,辊轴521与端盖523固定连接;辊筒522的两端均设有内螺纹5221,端盖523设有与内螺纹5221适配的外螺纹5231,端盖523与辊筒522螺纹连接,端盖523与辊筒522螺纹连接,便于拆卸清理辊筒522的内壁;辊筒522两端的内螺纹5221的螺旋方向相反,端盖523相对辊筒522的旋紧方向与下料辊52的辊压方向相反。
41.当下料辊52辊压木浆纤维时,木浆纤维对下料辊52的表面具有与辊轴521辊压方向相反的摩擦力,同时端盖523相对辊筒522的旋紧方向的与下料辊52的辊压方向相反,使得端盖523受到的摩擦力方向与端盖523相对辊筒522的旋紧方向一致,从而有利于减少端盖523在辊压过程中相对辊筒522松动脱落的情况。
42.参照图5,下料辊52的内侧设有外形与下料辊52内腔形状适配的散料槽53,即散料槽53的外表面为柱面,散料槽53的槽口朝上设置,散料槽53的槽口在水平面内的投影覆盖料仓51的下料口512在水平面内的投影;散料槽53的两端固设有连接轴531,下料辊52的两端设有沿轴向贯穿辊轴521和端盖523的通孔525,通孔525供连接轴531穿出,连接轴531与机架1固定连接,使散料槽53相对机架1固定,散料槽53的槽底沿散料槽53的长度方向设置有多个等距设置的第二出料孔532,第二出料孔532呈狭长状,第二出料孔532的长度方向朝向散料槽53的长度方向。
43.料仓51内的高分子吸水材料从下料辊52的第二出料孔532进入下料辊52的内测后,先落在散料槽53内,然后依次经第二出料孔532和第一出料孔524洒落在木浆纤维上,高分子吸水材料先经过第二出料孔532的分散作用后落在下料辊52的内壁,从而使高分子吸水材料洒落在木浆纤维上时经过两次分散作用,有利于使高分子吸水材料的均匀分布。
44.参照图1和图4,机架1设有振动组件54,振动组件54包括压缩弹簧541和振动马达542,压缩弹簧541竖直设置,其下端与机架1固定连接,其上端供振动马达542固定连接,振动马达542抵接连接轴531的周面,当振动马达542振动时通过连接轴531带动散料槽53振动,有力减少高分子吸水材料下料不畅的情况,并且散料槽53振动时对高分子吸水材料具有筛分的作用,可以使高分子吸水材料分布更为均匀。
45.参照图1和图4,下料装置5与木浆粉碎装置2之间设有接料槽55,接料槽55的两端分别与机架1之间固定连接有支撑块551,接料槽55设置于输送网带3的上方;接料槽55的长度方向朝向下料辊52的轴向,接料槽55的长度大于下料辊52的长度,接料槽55的上边缘低
于下料辊52的轴线高度,接料槽55靠近下料辊52一侧与下料辊52的轴线的距离小于下料辊52的直径,即接料槽55与辊轴521在水平面上的投影具有重叠部分。
46.当下料辊52旋转时,下料辊52难免的表面难免从料仓51的下料口512带出部分高分子吸水材料,下料辊52表面的高分子吸水材料沿着下料辊52的表面滑落到接料槽55内,可以减少多余的高分子吸水材料对木浆纤维上的高分子吸水材料分布均匀性的影响。
47.参照图1,折边装置6包括两个折边件61,两个折边件61与机架1相对固定设置,两个折边件61分别设置于输送网带3的相对两侧;折边件61包括底板611和折边板612,折边板612与底板611一体成型,折边板612与底板611之间的夹角沿输送网带3的输送方向逐渐减小,折边板612与底板611之间的夹角范围为0
°
到180
°
,即两个折边件61的折边板612沿输送网带3的输送方向逐渐相向扭转至与底板611平行;折边件61的折边板612的表面对上卫生纸103和下卫生纸102形成导向作用,可以迫使上卫生纸103和下卫生纸102两侧的边缘部分向内翻折,从而完成折边工作。
48.参照图1,打点压实装置7包括上压辊71和下压辊72,上压辊71与下压辊72的直径相同,上压辊71和下压辊72反向转动,以辊压输送网带3上的上卫生纸103、下卫生纸102和木浆纤维形成连续带状的吸收体坯料,其中上压辊71的表面凸设有均匀排布的凸起,使吸收体坯料的形成均匀排布的凹点,从而有利于使木浆纤维和高分子吸水材料的位置受到定位。
49.本实施例还公开一卫生护理垫的制作工艺,包括如下步骤:s1,木浆纤维吸附及其高分子吸水材料混合:木浆纤维粉碎装置将木浆卷101粉碎为木浆纤维,吸附床4将木浆纤维吸附到托浮于输送网带3上的下卫生纸102上,输送网带3输送下卫生纸102和木浆纤维至下料装置5的下方时,下料装置5的下料辊52辊压木浆纤维,在下料辊52辊压木浆纤维的过程中,下料仓51内的高分子吸水材料在下料辊52的作用下持续均匀地洒落到木浆纤维的缝隙中,完成木浆纤维与高分子吸水材料的混合,并以上卫生纸103覆盖;s2,对木浆纤维进行封装压实:折边装置6的两个折边件61对下卫生纸102和上卫生纸103进行折边,使上卫生纸103和下卫生纸102封装混合有高分子吸水材料的木浆纤维,接着打点压实装置7对上卫生纸103、下卫生纸102及混合以后吸水材料的木浆纤维进行打点压实,使高分子吸水材料被牢固定型;s3,吸收体成型:使用切刀完成吸收体的裁切,以输送皮带9输送吸收体到下一工序去完成护理垫的制作。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1