一种微晶纤维素丸芯的制备装置的制作方法
1.本发明属于医药技术领域,尤其是涉及一种微晶纤维素丸芯的制备装置。
背景技术:
2.微晶纤维素丸芯实际上是一种药用辅料,越来越多的药品新剂型展现在消费者眼前,同时国内制药企业在各项工艺及设备取得不断进步的前提下又对辅料的功能提出了很多新要求,微晶纤维素丸芯也是这样,已被广泛应用于缓控释胶囊、微丸压片,其制作步骤通常有:微晶纤维素滤饼经机械处理,干燥除去占微晶纤维素滤饼重量水分,干燥后微晶纤维素滤饼加入挤出滚圆机进行滚圆,滚圆后干燥、筛分制得微晶纤维素丸芯。
3.在微晶纤维素浆液制作滚圆的过程中需要将其进行多重蒸发,从而改变其流体的性质,从而方便滚圆,而由于滚圆呈丸其内部还含有大量水分,因此在后续进行蒸发的过程中,部分滚丸会造成局部开裂,从而损坏,同时由于其体积控制困难所以后续还需要进行筛选,从而选出需要的直径,过程冗长,效率低下。
4.为此,我们提出一种微晶纤维素丸芯的制备装置来解决上述问题。
技术实现要素:
5.本发明的目的是针对上述问题,提供一种可循环的在不同的模具中制作微晶纤维素丸芯的微晶纤维素丸芯的制备装置。
6.为达到上述目的,本发明采用了下列技术方案:一种微晶纤维素丸芯的制备装置,包括转动圈和固定圈,转动圈设置在固定圈上方,所述转动圈上连接有固定架,固定架内部包含一根空心管,空心管可以用于容纳器件,所述转动圈可在固定架的作用下转动,转动圈和固定圈上分别有注射机构和塑形机构,注射机构和塑形机构是相互对应且匹配的,所述注射机构通过空心管与外部微晶纤维素丸浆液连通,同时注射机构在转动圈上可上下移动。
7.在上述的微晶纤维素丸芯的制备装置中,所述注射机构包括设置于转动圈端面上的注射下压块、若干个蒸发下压块及分离下压块,并按照上述排布顺序安装设置,所述转动圈的侧边有多个第一液压杆用于各自带动注射下压块、若干个蒸发下压块及分离下压块,所述注射下压块上连接有导流管,导流管穿插到空心管内设置并与外部微晶纤维素丸浆液连通。
8.在上述的微晶纤维素丸芯的制备装置中,所述注射下压块内置空腔,该空腔与导流管连通,所述注射下压块的表面上分布有多根与空腔连通的微注射管,微注射管用于将外部微晶纤维素丸浆液注射到塑形机构内进行塑形。
9.在上述的微晶纤维素丸芯的制备装置中,若干所述蒸发下压块可在多个模块内分别设置不同的温度设定,即使用温、热、冷的方式进行作业,蒸发下压块内设有空腔,空腔内部填充有循环液,所述蒸发下压块的空腔内安装有电热组块,蒸发下压块的底部设有多个
与内部空腔相连通的连通管,循环液可通过连通管在蒸发下压块的空腔内进出。
10.在上述的微晶纤维素丸芯的制备装置中,所述分离下压块的侧边设有多个夹抓,所述分离下压块上固定有第二液压杆用于对夹抓进行控制。
11.在上述的微晶纤维素丸芯的制备装置中,所述塑形机构包括上块和下块,上块和下块相互堆叠设置,上块和下块之间各有半圆形模槽,上块上半圆形模槽有与微注射管连接的孔洞,上块内设有与蒸发下压块内部对应的空腔,上块内空腔中设有密封的压板,压板的底部固定连接有多根第三液压杆,所述上块的端面上设有多个与内部空腔连通的连接孔,连接孔可与连通管对接,所述下块中设有顶起机构用于配合下块上的半圆形模槽。
12.在上述的微晶纤维素丸芯的制备装置中,所述循环液可通过压板在上块和蒸发下压块内的空腔中循环流动,其内部分别设有阀门控制连接孔和连通管。
13.在上述的微晶纤维素丸芯的制备装置中,所述下块在固定圈上倾斜朝外设置,倾斜角度为2
‑3o
。
14.在上述的微晶纤维素丸芯的制备装置中,所述顶起机构包括设置于下块内的空腔,下块空腔中设有连接板,所述连接板上固定连接有多根顶起柱,顶起柱与半圆形模槽的下端部分相匹配,所述连接板上还固定连接有连接杆,所述连接杆是伸缩杆,端部与上块固定连接。
15.与现有的技术相比,本微晶纤维素丸芯的制备装置的优点在于:1、本发明通过设置的转动圈、固定圈、注射下压块及上块、下块的配合,以达到利用转动圈、固定圈的相对移动从而带动注射下压块依次对上块、下块进行注射塑形从而可循环的制造微晶纤维素丸芯的效果,同时消除了传统制造上需要依次进行蒸发、加工、筛选的工序,不影响其余批次的作业,具有高效性。
16.2、本发明通过设置的注射下压块、蒸发下压块、分离下压块的配合,以达到利用不同的操作步骤来对同一个微晶纤维素丸芯制造模块进行不同的操作,同时利用蒸发下压块的循序渐进的温度控制来防止其在蒸发干燥时产生裂纹,同时也可以配合注射下压块进行多重注射的方式来消除隐患或填补空缺,从而控制产品的规格大小。
附图说明
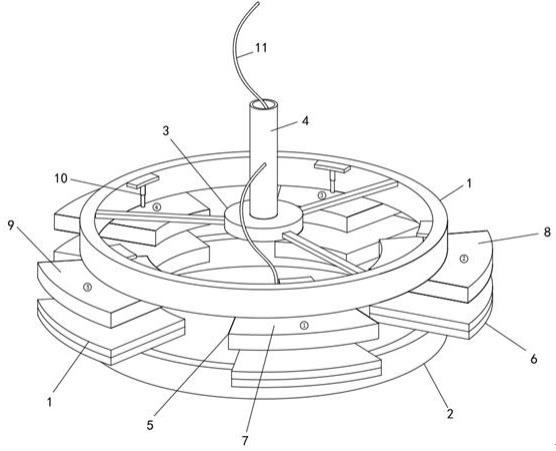
17.图1是本发明提供的一种微晶纤维素丸芯的制备装置的外部结构示意图;图2是图1中蒸发下压块的剖视图;图3是图1中上块、下块组合示意图;图4是图3中上块、下块分离示意图;图5是图4下块剖视图;图6是图1中注射下压块剖视图;图7是图1中分离下压块示意图;图8是图3的侧面透视图。
18.图中,1转动圈、2固定圈、3固定架、4空心管、5注射机构、6塑形机构、7注射下压块、8蒸发下压块、9分离下压块、10第一液压杆、11导流管、12微注射管、13循环液、14电热组块、15连通管、16夹抓、17第二液压杆、18上块、19下块、20半圆形模槽、21孔洞、22压板、23第三液压杆、24连接孔、25顶起机构、26连接板、27顶起柱、28连接杆。
具体实施方式
19.以下实施例仅处于说明性目的,而不是想要限制本发明的范围。
实施例
20.如图1
‑
8所示,一种微晶纤维素丸芯的制备装置,包括转动圈1和固定圈2,转动圈1设置在固定圈2上方,转动圈1可以在固定圈2的上方进行转动,且其固定在一个特定的高度位置,只能循环的转动,转动圈1上连接有固定架3,固定架3用来对转动圈1进行固定,并且驱动转动圈1进行转动,固定架3呈多爪状,分别与转动圈1的内环进行固定支撑,固定架3内部包含一根空心管4,空心管4不仅是作为一个主要的受力点,同时也以此为中心进行转动,空心管4可以用于容纳器件,对多条线路管道或者其余器件进行整合收纳。
21.转动圈1可在固定架3的作用下转动从而进行循环作业,转动圈1和固定圈2上分别有注射机构5和塑形机构6用于进行微晶纤维素丸的制作,注射机构5和塑形机构6是相互对应且匹配的,二者在角度和方位上均相互对应,注射机构5通过空心管4与外部微晶纤维素丸浆液连通,本次采用的是类似于膏体状,相比于传统的半固状物体具有更好的流动性,膏体状可以进行挤出塑形,同时注射机构5在转动圈1上可上下移动,通过注射机构5的上下移动来进行加工作业。
22.注射机构5包括设置于转动圈1端面上的注射下压块7、若干个蒸发下压块8及分离下压块9,注射下压块7和分离下压块9只有一个,而蒸发下压块8可以有多个,并按照上述排布顺序安装设置,注射下压块7和分离下压块9必须相连设置,即一头一尾,转动圈1的侧边有多个第一液压杆10用于各自带动注射下压块7、若干个蒸发下压块及分离下压块9,第一液压杆10是统一启动作业的,所以注射下压块7、若干个蒸发下压块8及分离下压块9均同步的进行升降作业,注射下压块7上连接有导流管11,导流管11穿插到空心管4内设置并与外部微晶纤维素丸浆液连通,导流管11将外部的浆液灌输到注射下压块7内进行浇筑,注射下压块7内置空腔,该空腔与导流管11连通,浇筑的材料预先填充置空腔中。
23.注射下压块7的表面上分布有多根与空腔连通的微注射管12,微注射管12是固定在注射下压块7的表面上的,微注射管12呈平头管状,直径保持在50
‑
80μm,过大的直径会造成造圆失败,而过小的直径则会极大的降低填充的速率,微注射管12插入到塑形机构6中进行同时的填充。
24.若干蒸发下压块8可在多个模块内分别设置不同的温度设定,即使用温、热、冷的方式进行作业,蒸发下压块8的主要作用是用于进行烘干蒸发作业,将初步成型的微晶纤维素丸进行固形/干燥,其主要方法是:先利用逐步升温的方法进行烘烤,最后升到最高温度,在持续一段时间之后,最后在逐步的进行降温,从而使其既可以快速的干燥,同时也可以快速的冷却,同时不易干裂形变,最低作业限度为3组,即温、热、冷的方式进行作业。
25.主要方式为利用循环液13:蒸发下压块8内设有空腔,空腔内部填充有循环液13,该循环液13可以是任何非粘连性不燃液体,防止其泄露危害其余设备,蒸发下压块8的空腔内安装有电热组块14,电热组块14在空腔内对部填充的循环液13进行加热,蒸发下压块8的底部设有多个与内部空腔相连通的连通管15,连通管15负责将加热完毕的循环液13导入至上块18中,从而可对上块18进行快速的升温,最后在返回至蒸发下压块8内,循环液13可通过连通管15在蒸发下压块8的空腔内进出循环往复,且是其唯一的通道,连通管15上连接有
阀门,通过阀门来进一步提高密封的程度,同时控制开合。
26.分离下压块9的侧边设有多个夹抓16,夹抓16可不仅仅设置在分离下压块9侧边,也可以设置在任何位置,在于用多个夹抓16来对上块18进行夹持,分离下压块9上固定有第二液压杆17用于对夹抓16进行控制,第二液压杆17控制夹抓16的开合,从而帮助其完成夹持的作业。
27.塑形机构6包括上块18和下块19,下块19在固定圈2上倾斜朝外设置,倾斜角度为2
‑3o
,下块19是活动固定在固定圈2的,因此下块19可以进行拆卸替换,上块18和下块19相互堆叠设置,从而形成一个完整的模具进行塑形作业,上块18和下块19之间各有半圆形模槽20,两个半圆形模槽20合在一起可以完成一个完整的圆球状,微晶纤维素丸材料注射到两个半圆形模槽20就可以形成一个完整的球状物,该两个半圆形模槽20的直径略大于需要塑形的最大直径,从而在干燥缩小之后可以保持在合适的规格尺寸。
28.上块18上半圆形模槽20有与微注射管12连接的孔洞21,微注射管12直接插入至孔洞21中进入至半圆形模槽20中,孔洞21的直径略大于微注射管12,上块18内设有与蒸发下压块8内部对应的空腔,上块18内空腔中设有密封的压板22,压板22插设在多个上块18中的孔洞21缝隙之中,压板22的底部固定连接有多根第三液压杆23,第三液压杆23可以驱动压板22进行上下移动,上块18的端面上设有多个与内部空腔连通的连接孔24,连接孔24可与连通管15对接,当压板22移动后腾出空间,随后通过连通管15和连接孔24将循环液13输入至上块18内空腔中,将加热后的循环液13输入至上块18后即开始对上块18进行加热,从而完成加热干燥作业,在完成作业之后,压板22复位移动将其完全排出上块18的内空腔,从而进行下一个步骤。
29.下块19中设有顶起机构25用于配合下块19上的半圆形模槽20,顶起机构25包括设置于下块19内的空腔,下块19空腔中设有连接板26,连接板26与下块19内的空腔形状尺寸相同,连接板26上固定连接有多根顶起柱27,顶起柱27设置在连接板26上,顶起柱27与半圆形模槽20的下端部分相匹配,数量和半圆形模槽20相同,连接板26上还固定连接有连接杆28,连接杆28是伸缩杆,端部与上块18固定连接,连接杆28在拉升到一定的程度之后即可带动连接板26,从而顶起柱27抬升将塑形完毕的微晶纤维素丸芯抬出半圆形模槽20,由于下块19是倾斜的,所以会依照定向的方向倒出,完成对微晶纤维素丸芯的收集。
30.尽管本文较多地使用了转动圈1、固定圈2、固定架3、空心管4、注射机构5、塑形机构6、注射下压块7、蒸发下压块8、分离下压块9、第一液压杆10、导流管11、微注射管12、循环液13、电热组块14、连通管15、夹抓16、第二液压杆17、上块18、下块19、半圆形模槽20、孔洞21、压板22、第三液压杆23、连接孔24、顶起机构25、连接板26、顶起柱27、连接杆28等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1