剪线钳的制作方法
1.本实用新型涉及医疗器械技术领域,特别是涉及一种剪线钳。
背景技术:
2.在镜下手术缝合工具中,需要用剪线钳剪断手术缝合线,而手术剪的寿命受到剪切刃口的影响,剪切一定次数后刃口磨损,容易产生拉丝现象,甚至无法有效剪断缝合线。现阶段要求剪线钳能连续剪线,剪线次数达到1万次以上。但是实际上剪线钳在剪线次数2000次时就产生拉丝现象,剪线次数3000次刃口完全破损,无法剪切缝合线,功能失效。
技术实现要素:
3.基于此,有必要针对现有技术中剪线次数不能满足要求即功能失效的问题,提出一种剪线钳。
4.一种剪线钳,包括:外剪,所述外剪的远端设有外剪刃口;控制体,设置于所述外剪的近端,内剪,所述内剪包括功能部、内芯,所述内芯滑动设置在所述外剪内,所述内芯的远端与所述功能部的近端相连,所述内芯的近端与所述控制体相连,所述内芯用于在所述控制体牵引下带动所述功能部与所述外剪沿轴向作相对运动,其中所述功能部的远端端面上设有进线口,所述功能部的侧壁上设有出线口,所述出线口与所述进线口之间通过穿线孔连通,所述出线口的远端设有能够与所述外剪刃口配合使用的内剪刃口;其中,所述外剪的远端的材质为455不锈钢,所述功能部的材质为420不锈钢,所述功能部与所述外剪的配合间隙不大于0.06mm。
5.上述的剪线钳,455不锈钢具有高强度和良好的耐腐蚀性,420不锈钢具有一定耐磨性及耐腐蚀性且硬度较高,455不锈钢硬度没有420不锈钢高,与420不锈钢配合不会出现“硬”碰“硬”现象,而是“软”、”硬”配合,故能更好的发挥剪线效果。420不锈钢作为内剪的功能部的材料,硬度高,在剪线过程中更容易剪断手术线,且比455不锈钢更耐磨损。配合间隙控制不大于0.06mm时,保证能够一次剪断缝合线,同时避免间隙过大时出现一次性剪不断导致磨损增加的现象,从而能够实现更多的剪线次数。
6.在其中一个实施例中,所述功能部与所述外剪的配合间隙范围为0.02mm-0.06mm。
7.在其中一个实施例中,所述进线口沿着朝向近端的方向,向远离所述出线口的一侧倾斜。
8.在其中一个实施例中,自所述进线口至所述出线口,所述穿线孔逐渐收缩。
9.在其中一个实施例中,所述穿线孔为锥形孔。
10.在其中一个实施例中,所述内芯与所述外剪的配合间隙大于所述功能部与所述外剪的配合间隙。
11.在其中一个实施例中,所述功能部与所述内芯之间的过渡面为弧面。
12.在其中一个实施例中,所述内芯相对于所述功能部向远离所述出线口的一侧偏移。
13.在其中一个实施例中,所述功能部和所述外剪均沿第一轴线延伸,所述内芯沿第二轴线延伸,所述第二轴线与所述第一轴线不在同一直线。
14.在其中一个实施例中,所述第二轴线相对于所述第一轴线偏离2-4
°
。
附图说明
15.图1为一实施例的剪线钳使用状态时的结构示意图。
16.图2为图1的俯视图。
17.图3为图1的剪线钳的内剪与外剪在一方向下的装配结构示意图。
18.图4为内剪与外剪的装配结构在另一方向下的局部示意图。
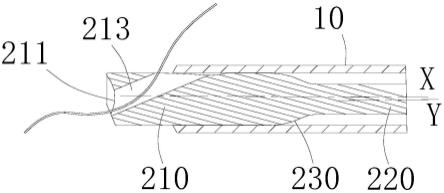
19.图5为内剪与外剪的装配结构的局部剖面结构示意图。
20.图6为内剪的功能部的结构示意图。
21.图中的相关元件对应编号如下:
22.100、剪线钳;10、外剪;110、第一销孔;120、外剪刃口;20、内剪;210、功能部;211、进线口;212、出线口;213、穿线孔;214、内剪刃口;220、内芯;221、第二销孔;230、过渡面;30、控制体;310、固定手柄;320、活动手柄;330、控制开关;340、连杆;x、第一轴线;y、第二轴线;200、缝合线。
具体实施方式
23.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
24.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴线”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
25.此外,术语“第一”、“第二”仅用以描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
26.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
27.在本实用新型中,为了便于理解,使用了“近端”和“远端”等术语,这些术语是指从
使用该医疗器械的医生角度来看相对于彼此的元件或动作的相对方位、相对位置、方向。“近端”和“远端”并非是限制性的,但是“近端”、通常指该医疗设备在正常操作过程中靠近操作者的一端,而“远端”通常是指远离操作者的一端。
28.本领域中,传统手术剪线钳常使内剪、外剪作相对运动来剪断手术缝合线,但剪线钳的寿命受到剪切刃口的影响,在达到要求的剪线次数1万次之前,往往剪切功能已经损失,导致无法有效剪断缝合线,甚至完全失效,无法剪断缝合线。
29.为解决剪线次数不足即失效的问题,申请人研究发现,可以选用较硬、耐磨度高的材料以提高内剪、外剪的耐磨性。通常会为内剪和外剪选用外科手术器械惯用的420不锈钢。420不锈钢硬度高且耐磨损,在剪线过程中更容易剪断缝合线。然而,内剪和外剪使用420不锈钢时,申请人发现,这样的剪线钳使用前期效果很好,一次剪断效果还算理想。但随着使用次数增加,外剪上的外剪刃口、内剪上的内剪刃口的磨损明显增加,剪线钳的剪切能力迅速降低,导致仍然不能很好的满足剪线次数的要求。另外,暴露在外的外剪磕伤现象也有所增加。
30.基于上述考虑,为了解决剪线次数不足即失效而将内剪和外剪选用420不锈钢的设计导致磨损增加以致并未有效解决剪线次数不足即失效的问题,以及外剪易磕伤的问题,发明人经过深入研究,提出了一种剪线钳,将内剪的功能部选用420不锈钢,外剪上至少与功能部相配合的区域(即外剪的远端)则选用455不锈钢,同时外剪与功能部的配合间隙控制在不大于0.06mm。
31.在这样的剪线钳中,剪线效果好且剪线使用寿命更长。具体而言,455不锈钢是马氏体时效硬化不锈钢,具有高强度和良好的耐腐蚀性,420不锈钢具有一定耐磨性及耐腐蚀性,硬度较高,属于“刃具级”马氏体钢。考虑到对材料强度及空气中耐腐蚀性特性的需求,两种材料作为内剪刃口都具有良好的切削能力。455不锈钢退火后具有很好的弹力特性,不易磕伤,作为外剪不容易被磕伤。455不锈钢硬度没有420不锈钢高,与420不锈钢配合不会出现“硬”碰“硬”现象,而是“软”、”硬”配合,故能减轻磨损,更好的发挥剪线效果。420不锈钢作为内剪的功能部的材料,硬度高,在剪线过程中更容易剪断手术线,且比455不锈钢更耐磨损。配合间隙控制不大于0.06mm时,保证能够一次剪断缝合线,同时避免间隙过大时出现一次性剪不断导致磨损增加的现象,从而能够实现更多的剪线次数。
32.下面结合附图详细说明本实用新型的实施例的剪线钳。
33.如图1和图2所示,本实用新型的实施例提供了一种剪线钳100,可用于在完成镜下缝合手术(例如肩关节处的肩袖缝合手术)后将缝合线200剪断。本实用新型实施例的剪线钳100包括外剪10、内剪20和控制体30。外剪10套在内剪20外部。内剪20相对于外剪10滑动设置,用以穿引缝合线200。控制体30安装于外剪10的近端且与内剪20相连接,控制体30用于牵引内剪20相对于外剪10运动,使得内剪20能与外剪10配合继而将缝合线200剪断。图1至图3中,外剪10的近端为其右端,外剪10的远端为其左端。
34.外剪10具体呈中空的圆筒状,其外表面光滑,一方面可基于棒料方便地加工而成,另一方面在人体内操作时不容易损伤人体组织。当然外剪10也不限于为圆筒,例如也可以是径向截面轮廓为多边形,多边形的相邻边之间圆滑过渡。如图3所示,外剪10的近端设有第一销孔110。第一销孔110用以通过销钉与控制体30相连接。外剪10上至少其远端为455不锈钢。较佳地,外剪10整体均为455不锈钢,这样加工方便。
35.控制体30设置于外剪10的近端且与内剪20连接。控制体30的具体结构不作限制,其能够牵引内剪20相对于外剪10运动即可。结合图1至图3所示,一示例中,控制体30包括固定手柄310、活动手柄320、控制开关330及连杆340,其中固定手柄310与第一销孔110连接,活动手柄320与固定手柄310铰接且通过连杆340与内剪20上的第二销孔221连接,控制开关330用以驱动活动手柄320转动继而驱动内剪20作往复直线运动。又如,在其他的实施方式中,控制体30还可以是包括设置在外剪10的近端的滑动机构。
36.如图3至图6所示,内剪20包括功能部210、内芯220,内芯220的远端与功能部210的近端相连。如图3所示,内芯220的近端设有第二销孔221,以与控制体30相连接。图1至图3中,内剪20、功能部210及内芯220的近端为各自的右端,远端为各自的左端。内剪20具体呈棒状,在人体内操作时不容易损伤人体组织,但也不限于此形状。内芯220设置在外剪10内,在控制体30牵引下带动功能部210与外剪10作相对运动。当功能部210运动至与外剪10产生重叠时,功能部210与外剪10配合一起将缝合线200剪断。如图5和图6所示,功能部210的远端端面上设有进线口211,功能部210的侧壁上设有出线口212,出线口212与进线口211之间通过穿线孔213连通。具体的,如果功能部210大致为圆柱形,则远端端面为圆柱形的底面,侧壁即为圆柱形的侧面。如功能部210是其他形状,进线口211和出线口212的相对位置以此类推。
37.具体地,使用剪线钳100进行剪线操作时:如图5和图6所示,使缝合线200从进线口211进入穿线孔213并从出线口212伸出功能部210,完成穿线。然后利用控制开关330驱动活动手柄320转动,使内剪20后移(图1中为向右移动),从而出线口212远离内芯220的一端与外剪10通过剪切作用将缝合线200剪断,即完成剪线操作。
38.内剪20上至少其功能部210的材质为420不锈钢。较佳地,内剪20整体均为420不锈钢,这样加工方便。功能部210与外剪10的远端的配合间隙不大于0.06mm。较佳地,功能部210与外剪10的配合间隙范围为0.02mm-0.06mm。更佳地,功能部210与外剪10的配合间隙为0.04m。配合间隙范围为0.02mm-0.06mm时,既保证了剪线能力,同时又兼顾了加工能力,即对加工精度要求可以适当降低。
39.为了更好地将缝合线200剪断,结合图4和图6所示,内剪20的功能部210上的出线口212的远离内芯220的一端设有内剪刃口214,对应地外剪10的远端设有能够与内剪刃口214配合使用的外剪刃口120。内剪刃口214和外剪刃口120均较为锋利,利于将缝合线200剪断。一具体的实施方式中,出线口212呈三角形,内剪20上的内剪刃口214是三角形的,出线口212靠左边的一个顶点和两条边被加工成锋利的刀刃状而得到的内剪刃口214。外剪10上的外剪刃口120则是外剪10的远端接近出线口212的边缘位置被加工成锋利的刀刃状而得到的刃口。具体加工时,内剪20上的内剪刃口214可以通过慢丝割刃的方式加工,然后精修,这样表面粗糙度较小。外剪10上的外剪刃口120可以利用磨床加工形成刀刃,磨床磨刃形成的外剪刃口120更为锋利,微观下无缺口,剪切能力好。
40.利用剪线钳100进行剪线操作时,缝合线200从进线口211进入穿线孔213并从出线口212伸出功能部210。穿线只能沿平行于功能部210的方向,但这样对于内窥镜手术而言受限于空间是较为困难的。
41.为此,一实施例中,结合图5和图6所示,进线口211朝向内芯220的近端及功能部210的远离出线口212的一侧倾斜,从而缝合线200的穿线更加方便。具体而言,出线口212设
置在功能部210的顶部,进线口211设置在功能部210的远端端面的下部区域,该下部区域朝向右侧内芯220的近端及功能部210的底部倾斜。这样,原本只能从功能部210的左侧沿平行于功能部210的方向穿线,而改进后除了仍可以从功能部210的左侧沿平行于功能部210的方向穿线,还可以从功能部210的左下方穿线,手术操作时穿先更加方便。
42.一实施例中,自进线口211至出线口212,穿线孔213逐渐收缩。具体地,穿线孔213为锥形孔,锥度为1
°
但不限于此。制造时,可以通过慢丝加工,摆丝1
°
的方式加工穿线孔213。这样,穿线孔213的入口尺寸较大,使得缝合线200容易穿入;穿线孔213后段逐渐变窄,对穿入的缝合线200能起到引导作用,使缝合线容易通过。故穿线孔213逐渐收缩的结构设计利于缝合线的穿入及通过。
43.一实施例中,内芯220与外剪10的配合间隙大于功能部210与外剪10的配合间隙。而内芯220的长度大于功能部210的长度。这样,内剪20的大部分区域不会与外剪10的外剪刃口120摩擦,有利于延长内剪刃口214的使用寿命。
44.具体而言,功能部210的直径大于内芯220的直径。即两者相比较而言,功能部210粗,内芯220细。这样,内剪20相对于外剪10滑动时,大部分时候内剪20不与外剪10的外剪刃口120摩擦,有利于延长外剪10的外剪刃口120的使用寿命。
45.进一步地,功能部210与内芯220之间的过渡面230为弧面。这样功能部210与内芯220之间平滑过渡,内剪20相对于外剪10滑动剪线更顺滑的同时,功能部210后移与外剪10配合时,过渡面230也不容易破坏外剪10的外剪刃口120。
46.如图5和图6所示,内芯220向功能部210远离出线口212的一侧偏移。这里的一侧是指沿径向相对的两侧中的一侧。具体地,功能部210和外剪10均沿第一轴线x延伸,内芯220沿第二轴线y延伸,第二轴线y与第一轴线x不在同一直线上,例如内芯220与功能部210之间呈钝角。一具体的实施方式中,制造时,可通过专用工装将内芯220和功能部210之间的交界处折弯,使得内芯220整体与水平线偏离2-4
°
(即第一轴线x与第二轴线y呈2-4
°
的夹角),优选偏离3
°
。这样,内芯220和功能部210仍近乎直线,不影响内剪10平稳滑动,但形成内芯220进一步地远离出线口212一侧的效果,在剪线时内部摩擦时不容易擦伤内芯220表面,且不容易破坏外剪10的外剪刃口120。容易理解的,也可使第二轴线y与第一轴线x相互平行,但第二轴线y相对于第一轴线x向远离出线口212的一侧平移,这样也不影响内剪10平稳滑动,但形成内芯220进一步地远离出线口212一侧的效果。
47.另外,通过以上结构设计,使得内剪20的大部分区域不与外剪10的外剪刃口120摩擦,剪线钳100可以利于进一步缩小外剪10与內剪20的功能部210之间的配合间隙,从而可以增加剪切力,剪线的操作感更佳。
48.具体地,实际制造时,由于加工精度导致的不可避免的误差原因,配合间隙越小,则功能部210与外剪10重叠时内剪20的内剪刃口214与外剪10的外剪刃口120越可能发生摩擦。如果内芯220的直径与功能部210的直径相同,则当内剪20的内剪刃口214与外剪10的外剪刃口120发生摩擦时,内芯220相对于外剪10滑动时,内芯220与外剪10的外剪刃口120也会发生摩擦。也就是说,这将导致内剪20相对于外剪10滑动时,不用于执行剪线功能的内芯220也与外剪10的外剪刃口120摩擦,出现内剪20滑动时始终与外剪10的外剪刃口120摩擦的现象,将大大降低外剪10的外剪刃口120的使用寿命。而利用上述结构设计,内剪20的大部分区域不与外剪10的外剪刃口120摩擦,因此利于尽可能的减小外剪10与內剪的功能部
210之间的配合间隙。这样,即使内剪20的内剪刃口214与外剪10的外剪刃口120发生摩擦,也仅仅是在剪线前后才出现上述的摩擦,与内剪20始终与外剪10的外剪刃口120摩擦相比,显然有利于延长外剪10的外剪刃口120的使用寿命。
49.下面结合多个实施例和对比例进一步描述本实用新型实施例的剪线钳的优点。
50.实验一
51.分别采用不同的材料制作內剪20和外剪10,且配合间隙分别采用0.04mm和0.1mm,其他结构相同,进行实验。即重复连续剪线直至内剪20的内剪刃口214或外剪10的外剪刃口120发现损伤无法剪线为止,记录有效剪线次数(剪断线记为一次)作为评判标准,结果具体如表1所示。
52.表1
53.组类外剪材料内剪材料配合间隙剪线次数1455不锈钢455不锈钢0.04mm3千2420不锈钢420不锈钢0.04mm2千33316不锈钢316不锈钢0.04mm1千94455不锈钢455不锈钢0.1mm2千55420不锈钢420不锈钢0.1mm2千16316不锈钢316不锈钢0.1mm1千87455不锈钢420不锈钢0.04mm1万+8455不锈钢420不锈钢0.1mm6千+9420不锈钢455不锈钢0.04mm7千+
54.由上述实验结果可知,第七组实验数据中,外剪10采用455不锈钢,内剪20采用420不锈钢,且配合间隙为0.04mm的剪线钳剪线使用寿命更长。其中,配合间隙0.04mm的剪线钳能一次性剪断手术线的次数明显高于配合间隙0.1mm的剪线钳,这是因为配合间隙小,剪线效果可得到明显改善,剪线往往能够一次成功。而配合间隙为0.1mm的剪线钳由于剪线效果差,有时需要剪切多次才能剪断缝合线,所以在完成较少的有效剪线次数时就已经损伤至无法剪线。
55.另外,在配合间隙为0.04mm基础上,申请人还分别适当增加及减小了配合间隙,同样分别采用不同的材料制作外剪10和內剪20进行实验。实验表明,当进一步减小间隙时,剪线次数均呈递增趋势。
56.例如,配合间隙由0.04mm减小至0.02mm,剪线次数可增加1000-1500次不等。此时除外剪10用455不锈钢、内剪20用420不锈钢时的剪线次数能够达到1万次以上外,其他材质情况下的剪线次数仍无法满足要求。
57.例如,配合间隙由0.04mm增大至0.06mm时,剪线次数均下降。其中第七组实验中,外剪10用455不锈钢,内剪20用420不锈钢,当配合间隙改为0.06mm时,剪线次数接近1万次要求的临界点。而其他组实验,剪线次数均下降,剪线次数更加不能满足要求。
58.实验二
59.固定外剪10和内剪20的材料分别为455不锈钢和420不锈钢,改变配合间隙、过渡面以及内剪20自身的夹角特征,进行实验,重复连续剪线直至内剪20的内剪刃口214或外剪10的外剪刃口120发现损伤无法剪线为止,记录有效剪线次数(剪断线记为一次)作为评判
标准,结果具体如表3所示。
60.表2
[0061][0062]
实验二中,第一组数据(有效剪线次数)明显好于其他三组组数据,可知本实用新型实施例的剪线钳的剪线效果更好,使用寿命更长。这是由于配合间隙更大的结构(组4)进行剪线时,会更早出现手术线一次性剪不断的现象,为了剪断需要重复剪线,外剪刃口120的寿命会大大减少。而无过渡面的组2以及內剪20为一条直线的组3,由于外剪10与內剪20的摩擦时间更长,因此外剪刃口120的磨损增加,整体寿命大大减少。
[0063]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0064]
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0065]
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
[0066]
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于
本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1