穿着物品的制造方法与流程
1.本发明涉及穿着物品的制造方法。
背景技术:
2.以往,为了连续地制造一次性尿布等穿着物品,提出了各种制造方法。
3.例如,在专利文献1所记载的穿着物品的制造方法中,通过使成为穿着物品的连续体以该连续体的前身部分与后身部分叠合的状态绕挂于转动鼓来搬送该连续体。而且,在由转动鼓搬送前身部分与后身部分叠合的连续体的过程中,一边使密封单元以与转动鼓相同的速度转动,一边使密封单元的砧辊在与连续体的搬送方向交叉的方向上沿着直线的移动路径往返移动,由此,在连续体上的成为各穿着物品的端部的部分处,通过沿往返的各移动路径的线状的密封部分来将前身部分与后身部分接合。
4.然而,在专利文献1所示的穿着物品的制造方法中,在成为穿着物品的连续体以前身部分与后身部分叠合的状态被绕挂于转动鼓的情况下,配置在鼓的内周侧的前身和后身其中一方的部分与配置在外周侧的另一方的部分之间会产生圆周速度差(例如参照图11的连续体w的第1部分w1和第2部分w2)。
5.因此,在通过密封单元在与连续体的搬送方向交叉的方向上往返来接合连续体的情况下,存在着如下的问题:在密封单元与前身或后身之间产生圆周速度差,导致在往路的密封部分和返路的密封部分上产生偏差(例如参照图12的密封部分s1、s2)。
6.这样的密封部分的偏差在通常使用的直径为2m左右的大直径的转动鼓的周面上会成为1mm以上的可视觉识别的大小,尤其是在如裤型尿布那样具有厚的吸收体的穿着物品的情况下,偏差会变得更为显著。
7.现有技术文献
8.专利文献
9.专利文献1:国际公开第2015/098535号
技术实现要素:
10.本发明的目的在于提供一种如下的穿着物品的制造方法:能够抑制在往返地接合连续体的叠合部分时的密封部分的偏差。
11.为了解决上述的问题,本发明的穿着物品的制造方法包含:叠合步骤,使连续体中构成穿着物品的第1部分和第2部分叠合;搬送步骤,将处于所述第1部分与所述第2部分叠合的状态的所述连续体绕挂于转动鼓的外周面,并且基于该转动鼓的转动来搬送该连续体;以及,接合步骤,在所述连续体基于所述转动鼓的转动而被搬送且密封单元以与所述转动鼓相同的速度转动的状态下,通过使所述密封单元的可动部分在与所述连续体的搬送方向交叉的交叉方向上往返地移动而在往路和返路中分别形成线状的密封部分,从而在与所述穿着物品的两侧相当的部分分别进行所述第1部分与所述第2部分的接合;该穿着物品的制造方法在所述叠合步骤后且在所述接合步骤前还包含:偏差抑制处理步骤,抑制在进行
所述第1部分与所述第2部分的所述接合的位置处的所述第1部分和所述第2部分的相对移动。
附图说明
12.图1是用于说明作为本发明的第1实施方式所涉及的穿着物品的制造方法的一个例子的一次性尿布的制造方法的工序图。
13.图2是表示用于进行图1所示的接合步骤的超声波熔接装置的简略构成的主视图。
14.图3是图2的iii-iii线剖视图。
15.图4是图3的iv-iv线剖视图。
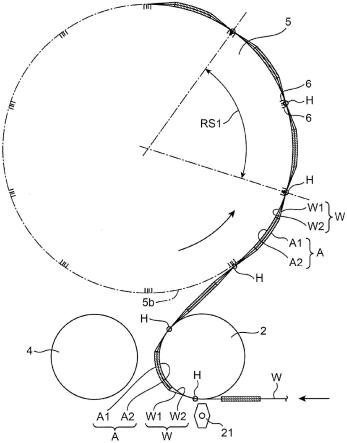
16.图5是表示作为偏差抑制处理步骤的一个例子而在图2的转动鼓的上游侧将连续体中相互叠合的第1部分与第2部分热熔合的动作的示意图。
17.图6是表示通过图2的超声波熔接装置形成往返的密封部分的接合步骤的示意图。
18.图7a是表示通过图5的热熔合单元而被形成在连续体上的热熔合的模式也就是热封部分的布置的示意图。
19.图7b是表示通过图5的热熔合单元而被形成在连续体上的热熔合的其它的模式也就是热封部分的其它的布置的示意图。
20.图7c是表示通过图5的热熔合单元而被形成在连续体上的热熔合的另一个其它的模式也就是热封部分的另一个其它的布置的示意图。
21.图8表示本发明的第1实施方式的变形例,是表示作为偏差抑制处理步骤的其它的例子而通过利用热封来进行暂时固定并且将等间隔地被配置在连续体上的吸收体插入到被设置在转动鼓的周面上的凹部中来加强暂时固定的效果的动作的示意图。
22.图9表示本发明的第2实施方式所涉及的穿着物品的制造方法,是表示在偏差抑制处理步骤中通过让被设置在转动鼓的周面上的多个针穿通连续体中相互叠合的第1部分和第2部分来抑制该第1部分及第2部分的偏差的动作的示意图。
23.图10a是连续体被图9的针穿通的状态的放大主视图。
24.图10b是表示图10a的针在转动鼓的周面上穿通连续体的第1部分及第2部分的状态的剖面示意图。
25.图10c是对图10a的针进行支撑的板的侧视图。
26.图11是表示本发明的比较例也就是不进行偏差抑制处理的穿着物品的制造方法中,基于在转动鼓上的连续体中的叠合的第1部分和第2部分的圆周速度差而在该第1部分及第2部分之间产生偏差的状态的图。
27.图12是表示在图11的转动鼓上形成往返的密封部分的情况下的往路的密封部分与返路的密封部分的偏差的图。
具体实施方式
28.下面,参照附图详细叙述本发明的一优选实施方式。
29.利用本发明的制造方法而被制造的穿着物品20例如是图1所示那样的一次性尿布或内裤等能够覆盖下半身的穿着物品,其包括:在穿着时配置在穿着者的腹部的前身20a:被配置在穿着者的臀部的后身20b;从前身20a通过穿着者的两脚部之间并延伸到后身20b
的胯部20c。
30.前身20a的两侧缘部和后身20b的两侧缘部以前身20a和后身20b呈环状连结的方式而被接合,具体而言,其基于2处的由超声波熔接而成的密封部分s而被相互熔接。
31.穿着物品20的基本制造步骤如下。
32.<搬送步骤p1>
33.在搬送步骤p1中,将沿着特定方向延伸的长形片状的连续体w沿着其长边方向(搬送方向f)搬送。以下,将连续体w的流动方向作为横向方向且将图1中与横向方向正交的方向作为纵向方向来进行说明。
34.连续体w具有:在穿着时朝向穿着者的体表侧的内侧片材;在穿着时朝向穿着者的外侧的外侧片材;被夹持在该内侧片材和该外侧片材之间并且至少沿搬送方向f伸缩的弹性构件。外侧片材由具有透液性的无纺布片材及/或网状片材,或者聚乙烯薄膜、聚丙烯薄膜,或者具有防水性及透气性的热熔合树脂制的无纺布构成。
35.<腿孔形成步骤p2>
36.在腿孔形成步骤p2中,在连续体w的纵向方向的中央位置处形成腿孔l。
37.连续体w中2个腿孔l之间的区域是与胯部20c相当的部分。此外,连续体w中与胯部20c相当的部分的纵向方向的两侧位置是分别与前身20a和后身20b相当的部分。
38.也就是说,搬送步骤p1和腿孔形成步骤p2相当于准备连续体的步骤,该连续体中,前身20a和后身20b经由胯部20c而沿纵向方向连结而成的结构要素沿着横向方向连续。
39.<吸收体接合步骤p3>
40.在吸收体接合步骤p3中,将吸收性主体a接合在连续体w中2个腿孔l之间的位置。
41.吸收性主体a具备:具有透液性的渗透性片材;具有防水性及透气性的防水片材;被夹持在渗透性片材和防水片材之间的吸收性芯材。渗透性片材由具有透液性的无纺布片材及/或网状片材构成。防水片材由聚乙烯薄膜、聚丙烯薄膜、或者具有防水性及透气性的无纺布构成。吸收性芯材通过将粉碎的纸浆或其与高吸水性聚合物的混合物层叠而被成型。
42.<叠合步骤p4>
43.在叠合步骤p4中,将载置有吸收性主体a的连续体w沿纵向方向(亦即连续体w的宽度方向(纵向方向)中间的位置处)对折。由此,连续体w中与前身20a相当的部分和与后身20b相当的部分被叠合。
44.<接合步骤p5>
45.在接合步骤p5中,对被对折而成的连续体w中与前身20a的侧缘部相当的部分和与后身20b的侧缘部相当的部分进行超声波熔接。
46.具体而言,在接合步骤p5中,隔开作为在后述的切断步骤p6中切断的范围的、预先设定的切断范围,对连续体w的2处同时进行超声波熔接,以形成沿着与搬送方向f交叉(在本实施方式中为正交)的交叉方向r延伸的线状的密封部分s。
47.2个密封部分s分别被形成在与前身20a的侧缘部相当的部分和与后身20b的侧缘部相当的部分。
48.<切断步骤p6>
49.在切断步骤p6中,在由接合步骤p5所形成的2个密封部分s之间沿着沿纵向方向延
伸的切断线切断连续体w。由此,连续体w被切割为各穿着物品。
50.<超声波熔接装置1的说明>
51.进行接合步骤p5的接合装置只要具有如下的构成便可:在连续体w基于转动鼓5的转动而被搬送的状态下,通过使密封单元的可动部分沿着与连续体w的搬送方向f交叉的交叉方向r往返地移动而在往路r1和返路r2中分别形成图6所示的线状的密封部分s1、s2,从而在与穿着物品20的两侧相当的部分分别进行第1部分w1与第2部分w2的接合。例如,图2所示的超声波熔接装置1用于进行接合步骤p5。
52.图2所示的超声波熔接装置1具备:导入用砧辊2,导入在叠合步骤p4中被对折而成的连续体w;熔接鼓部3,对被导入用砧辊2所导入的连续体w进行熔接;导出用砧辊4,导出被熔接鼓部3熔接后的连续体w。
53.熔接鼓部3具备:转动鼓5,将被导入用砧辊2所导入的连续体w保持;6个超声波密封单元7,作为接合连续体w的密封单元,对连续体w进行超声波熔接。
54.如图2至3所示,超声波密封单元7具备:6个超声波焊头6,被设置于转动鼓5;砧辊10(可动部分),用于在其与超声波焊头6之间熔接连续体w;保持件11,以能够沿着转动中心c1相对于转动鼓5移动(亦即在图3中能够沿着上下方向移动)的方式保持砧辊10。
55.此外,熔接鼓部3具备:筒状的砧保持鼓8(参照图3),保持保持件11;凸轮鼓9(参照图3),被设置在砧保持鼓8的内侧;6块被按压构件18(参照图3),与各超声波焊头6相邻地被固定于转动鼓5。
56.如图2至3所示,转动鼓5在将连续体w保持在其外周面上的状态下能够绕转动中心c1转动。此外,在转动鼓5上,绕转动中心c1等间隔地形成有6个凹槽5a。各凹槽5a朝转动鼓5的外侧开放并且沿着转动中心c1延伸。
57.各超声波焊头6对被转动鼓5所保持的连续体w施加超声波振动。各超声波焊头6具备输出超声波振动的输出侧端部6b。
58.如图2至3所示,超声波焊头6被设置在凹槽5a内,以便从内侧接触被转动鼓5所保持的连续体w。
59.如图3至4所示,保持件11具备:保持件主体12,以能够沿转动中心c1移动的方式被安装于砧保持鼓8;保持杆19,以能够绕摆动轴19b摆动的方式被安装于保持件主体12,并且将砧辊10以能够绕转轴19a转动的方式保持;施力件25,向使砧辊10接近超声波焊头6的方向对所述保持杆19施力。
60.此处,转轴19a及摆动轴19b分别是沿着与包含转动中心c1及超声波密封单元7的平面正交的方向(与图3的纸面正交的方向)延伸的轴。此外,转轴19a被设置在保持杆19的远端部,而摆动轴19b被设置在保持杆19的中间部。
61.因此,砧辊10能够对应于保持件11的沿转动中心c1的移动而滚动接触连续体w,而且能够对应于保持杆19的摆动而在转动鼓5的径向接近或远离连续体w(超声波焊头6)。
62.施力件25相对于保持件主体12对保持杆19的基端部施加向离开转动中心c1的方向的作用力,从而对砧辊10施加一个向使砧辊10接近超声波焊头6的方向的作用力。
63.施力件25、保持杆19、以及摆动轴19b相当于对砧辊10施加朝向超声波焊头6的作用力的施力机构,以使超声波焊头6与砧辊10接近。
64.在保持件主体12中设置有:凸轮凸起14,向转动中心c1延伸;一对卡合凸起15,在
与凸轮凸起14及转动中心c1正交的方向(图4的左右方向)上分别向相反方向突出,并且沿着转动中心c1延伸。
65.此外,保持件主体12被设置在立设于砧保持鼓8的外周面的一对导轨17之间。各导轨17中形成有向对方的导轨17这一侧开放并且沿着转动中心c1延伸的卡合槽17a。保持件主体12的各卡合凸起15以能够相对于砧保持鼓8而沿转动中心c1移动的方式分别卡合于卡合槽17a。
66.此处,在筒状的砧保持鼓8中设置有穿通其周壁并且沿着转动中心c1延伸的狭缝16a。保持件主体12的凸轮凸起14经由狭缝16a而插入到砧保持鼓8的内侧。
67.在砧保持鼓8内设置有凸轮鼓9,在该凸轮鼓9的外周面形成有凸轮槽9a。凸轮凸起14的远端部插入到凸轮槽9a内。凸轮槽9a对应于砧保持鼓8相对于凸轮鼓9的转动而引导凸轮凸起14,以使超声波密封单元7沿着转动中心c1移动。
68.此处,转动鼓5和砧保持鼓8彼此被固定,两者一体地绕转动中心c1转动。另一方面,凸轮鼓9的转动位置与转动鼓5及砧保持鼓8的转动无关地被固定。因此,保持件主体12对应于转动鼓5及砧保持鼓8的绕转动中心c1的转动而沿转动中心c1移动。
69.具体而言,位于图2及图3的最下方的砧辊10及保持件11被配置在俯视时离开被转动鼓5所保持的连续体w的位置上。在该状态下,对应于转动鼓5绕图2的逆时针方向转动,砧辊10及保持件11沿着转动中心c1向接近连续体w的方向移动。
70.在砧辊10及保持件11位移至图2及图3的最上方的位置的过程中,砧辊10横过连续体w并且在图2及图3的最上方的位置处,被配置在俯视时该砧辊10离开被转动鼓5所保持的连续体w的位置上。转动鼓5从该状态进一步绕逆时针方向转动时,砧辊10再度横过连续体w,并返回到图2及图3的最下方位置的砧辊10的位置。
71.也就是说,在超声波熔接装置1中,砧辊10在图2的范围e1在连续体w上往返移动,在该往返移动的过程中,连续体w在密封部分s的部位处被熔接。更详细而言,位于图2的范围e1以外的范围内的砧辊10处于俯视时离开连续体w的位置,当砧辊10进入到范围e1内时,砧辊10以成为俯视时与连续体w重叠的位置的方式依次移动。
72.<第1实施方式>
73.第1实施方式的穿着物品20的制造方法使用上述的超声波熔接装置1并且通过以下的步骤来进行。
74.也就是说,第1实施方式的穿着物品20的制造方法包含:
75.(i)叠合步骤,将连续体w中构成穿着物品20的作为前身的第1部分w1和作为后身的第2部分w2叠合(参照图1的叠合步骤p4);
76.(ii)搬送步骤,将处于第1部分w1与第2部分w2叠合的状态的连续体w如图5所示那样绕挂于转动鼓5的外周面5b并且基于该转动鼓5的转动来进行搬送(亦即从图1的叠合步骤p4至接合步骤p5为止的搬送步骤);
77.(iii)接合步骤,在连续体w基于转动鼓5的转动而被搬送且超声波密封单元7以与转动鼓5相同的速度转动的状态下(例如在图5的转动鼓5在指定的角度范围rs1转动的过程中),通过使图2至3的超声波密封单元7的可动部分亦即砧辊10在与连续体w的搬送方向f交叉的交叉方向r上往返地移动而在往路r1和返路r2上分别形成图6所示的线状的密封部分s1、s2,从而在与穿着物品20的两侧相当的部分分别进行第1部分w1与第2部分w2的接合(在
本实施方式中为超声波熔接)(图1的接合步骤p5)。
78.第1实施方式的制造方法在上述的叠合步骤后且接合步骤前包含:(iv)偏差抑制处理步骤,抑制在进行第1部分w1与第2部分w2的接合的位置处的第1部分w1和第2部分w2的相对移动。
79.在第1实施方式,在偏差抑制处理步骤中,在第1部分w1和第2部分w2中的进行接合的预定的接合预定位置s0(参照图7a、图7b、图7c)或其相邻的部分,将第1部分w1和第2部分w2彼此暂时固定。
80.该暂时固定例如通过热熔合(亦即热封)来进行。具体而言,在图2及图5所示的转动鼓5的上游侧的导入用砧辊2的周面上,利用热封单元21对连续体w的被叠合的第1部分w1和第2部分w2进行热封。
81.关于热封,例如如图7a、图7b、图7c的热封部分h所示那样,在与穿着物品20(参照图1)的腰身部(第1部分w1的上端)、腹部(该第1部分w1的中间)、腿部(该第1部分w1的下端)对应的位置分别形成纵长或横宽的模式。如图7a、图7b、图7c所示,为了不会对基于接合步骤而对接合预定位置s0实施的超声波熔接密封产生剥离等影响,相比于接合预定位置s0,较为理想的是在分离各穿着物品20的切断预定位置c进行热封。
82.亦即,如图7a、图7b、图7c所示,热封以在2个接合预定位置s0之间的区域同时形成多个在第1部分w1和第2部分w2的全宽范围等间隔地离开间隔的热封部分h的方式而在多个位置处进行。
83.例如,图7a所示的热封部分h形成在沿连续体w中相邻的穿着物品20之间的切断预定位置c彼此离开间隔的多个位置上。
84.此外,也可以如图7b所示的热封部分h那样,在连续体w中相邻的穿着物品20之间的切断预定位置c的两侧的位置实施热封。
85.此外,还可以如图7c所示的热封部分h那样,以横跨连续体w中相邻的穿着物品20之间的切断预定位置c的方式实施热封。
86.此外,热熔合的模式亦即热封部分h的布置并不限定于上述的图7a、图7b、图7c的模式,只要能够在接合步骤之前暂时固定连续体w的叠合的第1部分w1和第2部分w2而不让其在沿着转动鼓5的外周面5b被搬送时发生偏差,则可以采用任何的模式。
87.此外,图2至3所示的超声波密封单元7的可动部分只要是砧辊10、超声波焊头6的任意一方便可。
88.在图5中,连续体w中成为前身的第1部分w1和成为后身的第2部分w2以第1部分w1相对于第2部分w2而位于外周侧的方式被绕挂于转动鼓5,但是,也可以以相反的配置亦即以第2部分w2相对于第1部分w1而位于外周侧的方式被绕挂于转动鼓5。
89.此外,图5所示的吸收性主体a随着连续体w的第1部分w1及第2部分w2在叠合步骤(图1的p4)中被叠合,而成为对折的状态(亦即第1部分a1和第2部分a2重叠的状态)。
90.(第1实施方式的特征)
91.(1)
92.如上所述,第1实施方式的穿着物品20的制造方法包含:叠合步骤,使连续体w中构成穿着物品20的成为前身的第1部分w1和成为后身的第2部分w2叠合;搬送步骤,将处于第1部分w1与第2部分w2叠合的状态的连续体w如图5所示那样绕挂于转动鼓5的外周面5b并且
基于该转动鼓5的转动来进行搬送;接合步骤,在连续体w基于转动鼓5的转动而被搬送且超声波密封单元7以与转动鼓5相同的速度转动的状态下,通过使图2至3的超声波密封单元7的可动部分(例如砧辊10)在与连续体w的搬送方向f交叉的交叉方向r上往返地移动而在往路r1和返路r2上分别形成图6所示的线状的密封部分s1、s2,从而在与穿着物品20的两侧相当的部分分别进行第1部分w1与第2部分w2的接合;该制造方法在叠合步骤后且在接合步骤前还包含:偏差抑制处理步骤,实施用于抑制在进行第1部分w1与第2部分w2的接合的位置处的第1部分w1和第2部分w2的相对移动的热封等暂时固定。
93.在上述的制造方法中,在往返地接合连续体w中的成为穿着物品20的前身的第1部分w1和成为后身的第2部分w2的接合步骤之前,在偏差抑制处理步骤中,通过热封等暂时固定来抑制在进行第1部分w1与第2部分w2的接合的位置处的第1部分w1和第2部分w2的相对移动。因此,如图6所示,第1部分w1与第2部分w2接合时的往路r1和返路r2的密封部分s1、s2能够沿着相同的位置形成,能够抑制密封部分s1、s2的偏差,由此,能够减低超声波密封单元7与第1部分w1或与第2部分w2的圆周速度差。因此,能够抑制在往返地接合连续体w的叠合部分时的密封部分s1、s2的偏差。
94.此处,作为比较例,在接合步骤之前不进行基于热封等暂时固定的偏差抑制处理步骤的情况下,如图11所示,当连续体w以第1部分w1与第2部分w2叠合的状态被绕挂于转动鼓5时,配置在转动鼓5的内周侧的第2部分w2与配置在外周侧的第1部分w1之间产生圆周速度差。因此,如图12所示,在利用超声波密封单元7在与连续体w的搬送方向f交叉的交叉方向r上往返地进行接合的情况下,会产生在往路r1和返路r2上导致密封部分s1、s2发生偏差这样的问题。因此,基于上述的热封等暂时固定的偏差抑制处理步骤有助于在往返地接合连续体w的叠合部分时的密封部分s1、s2的偏差抑制的效果。
95.(2)
96.第1实施方式的穿着物品20的制造方法中,在偏差抑制处理步骤中,在第1部分w1和第2部分w2中的进行接合的预定的接合预定位置s0(参照图7a、图7b、图7c)或其相邻的部分,通过热封等将第1部分w1和第2部分w2彼此暂时固定。
97.上述的制造方法中,在偏差抑制处理步骤中,由于在第1部分w1和第2部分w2的接合预定位置s0或其相邻的部分将第1部分w1和第2部分w2彼此暂时固定,因此,能够可靠地抑制接合步骤之前的第1部分w1和第2部分w2的接合预定位置s0的相对移动。其结果,能够可靠地抑制在第1部分w1与第2部分w2接合时的往路r1和返路r2中的密封部分s1、s2的偏差。
98.此外,基于热封等的暂时固定为了抑制在此后的接合步骤中的往返的密封部分s1、s2的偏差,尽可能是接合预定位置s0的近处为佳。
99.此外,暂时固定不仅可以在相对于转动鼓5而位于搬送方向f的上游侧的导入用砧辊2的周面上进行,也可以在转动鼓5的外周面5b上进行。
100.(3)
101.第1实施方式的穿着物品20的制造方法中,在接合步骤中,在连续体w中相邻的2个穿着物品之间形成2处的线状的密封部分s,以用于该2个穿着物品的每一者,并且,在偏差抑制处理步骤中,在2处的线状的密封部分的预定形成位置(亦即接合预定位置)s0之间将第1部分w1和第2部分w2彼此暂时固定。
102.上述的构成中,在偏差抑制处理步骤中,如图7a、图7b、图7c所示,由于在2处的线状的密封部分的预定形成位置(亦即接合预定位置)s0之间将第1部分w1和第2部分w2彼此暂时固定,因此,以少量位置的暂时固定便能够抑制在2处的线状的密封部分s中的往路r1和返路r2的密封部分s1、s2的偏差。
103.(4)
104.在第1实施方式的穿着物品20的制造方法中,由于暂时固定通过热熔合(热封)来进行,因此,通过热熔合,能够容易且迅速地进行第1部分w1和第2部分w2的暂时固定。
105.(5)
106.在第1实施方式的穿着物品20的制造方法中,热熔合沿着连续体w中相邻的穿着物品20之间的切断预定位置c而被实施。在该制造方法中,由于热熔合沿着连续体w中相邻的穿着物品20之间的切断预定位置c而被实施,因此,热熔合的部分(图7a(a)的热封部分h)在接合步骤之后相邻的穿着物品20之间被切断时被分割,从而会变得不明显。
107.(6)
108.在第1实施方式的穿着物品20的制造方法中,热熔合也可以在连续体w中相邻的穿着物品20之间的切断预定位置c的两侧的位置被实施。此情况下,如图7b(b)的热封部分h所示,由于热熔合在连续体w中的穿着物品20之间的切断预定位置c的两侧的位置被实施,因此,能够配置较多的热封部分h,能够在连续体w中与各穿着物品20的两侧相当的部分可靠地抑制在第1部分w1与第2部分w2接合时的往路r1和返路r2中的密封部分s1、s2的偏差。此外,在接合步骤之后将相邻的穿着物品20之间切断时,由于刀具不会接触到热封部分h,因此不会成为切断时的阻力。此外,由于切断后的穿着物品20的端部不存在热封部分h,因此不会发生穿着物品20的手感变差的情况。
109.(7)
110.在第1实施方式的穿着物品20的制造方法中,热熔合也可以以横跨连续体w中相邻的穿着物品20之间的切断预定位置c的方式而被实施。此情况下,如图7c(c)的热封部分h所示,由于热熔合以横跨连续体w中相邻的穿着物品20之间的切断预定位置c的方式而被实施,因此,能够使热熔合的部分的两端部靠近接合预定位置,提高抑制密封部分的偏差的效果。同时,热熔合的部分在接合步骤之后相邻的穿着物品20之间被切断时被分割,从而变得不明显。
111.(第1实施方式的变形例)
112.(a)
113.上述的第1实施方式中,在偏差抑制处理步骤中,作为将连续体w的第1部分w1和第2部分w2彼此暂时固定的方法,以热熔合(热封)为例进行了说明,但是本发明并不限定于此,还可以利用其它的方法进行暂时固定。例如,可以利用夹持件等夹具进行暂时固定或者利用凸印加工等进行暂时固定。
114.(b)
115.第1实施方式的穿着物品20的制造方法中,在偏差抑制处理步骤中,通过热封等暂时固定来将连续体w的第1部分w1和第2部分w2暂时固定,但是为了加强暂时固定的效果,也可以如图8所示那样,将穿着物品20的吸收性主体a插入到设置在转动鼓5的外周面5b上的凹部24中。图8所示的吸收性主体a随着连续体w的第1部分w1和第2部分w2在叠合步骤(图1
的p4)中被叠合,而成为被对折的状态(亦即第1部分a1和第2部分a2重叠的状态)。
116.即,第1实施方式的变形例的穿着物品20的制造方法中:
117.(a)在叠合步骤中,在吸收性主体a介于连续体w的第1部分w1与第2部分w2之间的状态下,将第1部分w1和第2部分w2叠合;
118.(b)在搬送步骤中,如图8所示,在吸收性主体a的至少局部(在图8中为全部)插入在被设置在转动鼓5的外周面5b上的凹部24中的状态下,将处于第1部分w1与第2部分w2叠合的状态的连续体w绕挂于转动鼓5的外周面5b,并且基于该转动鼓5的转动来进行搬送;
119.(c)在接合步骤中,例如在图8的转动鼓5在指定的角度范围rs1转动的过程中,在第1部分w1和第2部分w2基于热封部分h等而彼此被暂时固定并且吸收性主体a的至少局部插入在凹部24中的状态下,通过包含被设置在转动鼓5的外周面5b上的超声波焊头6的超声波密封单元7(参照图2至3),进行第1部分w1与第2部分w2的接合。
120.图8所示的该变形例的制造方法中,在接合步骤中,在进行第1部分w1与第2部分w2的接合之际,不仅连续体w的第1部分w1和第2部分w2基于热封部分h等而彼此被暂时固定,而且基于吸收性主体a的至少局部插入在凹部24中而加强了暂时固定效果。其结果,能够可靠地抑制在连续体w的各穿着物品20中进行第1部分w1与第2部分w2的接合之际的往路r1和返路r2中的密封部分s1、s2的偏差。
121.此外,基于吸收性主体a的至少局部插入在凹部24中,而减小转动鼓5的周面上的连续体w的第1部分w1和第2部分w2的路径长度之差,从而还能够提高抑制往路r1和返路r2中的密封部分s1、s2的偏差的效果。
122.<第2实施方式>
123.上述的第1实施方式的穿着物品20的制造方法在接合步骤之前进行基于热封等暂时固定的偏差抑制处理步骤,但是也可以利用被设置在转动鼓5的外周面5b上的针状的构件来进行偏差抑制处理步骤,以作为不进行热封等暂时固定的偏差抑制处理步骤。
124.即,第2实施方式的穿着物品20的制造方法中,在偏差抑制处理步骤中,如图9至10所示,在与进行连续体w中的第1部分w1与第2部分w2的接合的位置(接合预定位置s0)相邻的部分,通过使被设置在转动鼓5上的针状的构件也就是多个针22穿通第1部分w1及第2部分w2,来抑制第1部分w1和第2部分w2的相对移动。关于该制造方法中的叠合步骤、搬送步骤、以及接合步骤,由于其与上述的第1实施方式共通,因此省略其说明。
125.图10a、图10b、图10c所示的多个针22以被板23支撑的状态而被设置在转动鼓5的外周面5b上。多个针22在相对于接合预定位置s0而位于切断预定位置c的相反侧的位置上沿着接合预定位置s0而被配置。
126.此外,只要是能够穿通第1部分w1及第2部分w2的针状的构件,也可以是多个针22以外的构件。
127.各个针22的长度只要是能够穿通连续体w的第1部分w1和第2部分w2的长度而且是在连续体w脱离转动鼓5时不会被针22钩挂的程度的长度便可。此外,针22较为理想的是细而短,这样在穿通连续体w时不会损伤连续体w。
128.图10a、图10b、图10c、图11所示的第2实施方式的穿着物品20的制造方法中,在偏差抑制处理步骤中,通过使被设置在转动鼓5上的针状的构件(在图10a、图10b、图10c、图11中为多个针22)穿通第1部分w1和第2部分w2,来抑制第1部分w1和第2部分w2的相对移动,因
此能够可靠地抑制接合步骤(例如在图9的转动鼓5的指定的角度范围rs1上的超声波熔接)之前的第1部分w1与第2部分w2的接合预定位置的相对移动。其结果,能够可靠地抑制第1部分w1与第2部分w2的接合时的往路r1和返路r2中的密封部分s1、s2的偏差。而且,即使在采用难以热熔合的材料的连续体w的情况下,利用针状的构件便能够抑制第1部分w1和第2部分w2的相对移动,从而扩大了本制造方法的通用性。
129.<其它的实施方式>
130.在上述的第1及第2实施方式中,以如纸尿布那样具有前身和后身的穿着物品的制造方法为例进行了说明,但是本发明并不限定于此。本发明的制造方法还可以被应用于在连续体的第1部分和第2部分之间夹持着吸收性主体的状态下将该第1部分及第2部分叠合并且接合而被制造的卫生巾等袋状的穿着物品的制造。
131.<实施方式的总结>
132.所述实施方式总结如下。
133.所述实施方式所涉及的穿着物品的制造方法包含:叠合步骤,使连续体中构成穿着物品的第1部分和第2部分叠合;搬送步骤,将处于所述第1部分与所述第2部分叠合的状态的所述连续体绕挂于转动鼓的外周面,并且基于该转动鼓的转动来搬送该连续体;以及,接合步骤,在所述连续体基于所述转动鼓的转动而被搬送且密封单元以与所述转动鼓相同的速度转动的状态下,通过使所述密封单元的可动部分在与所述连续体的搬送方向交叉的交叉方向上往返地移动而在往路和返路中分别形成线状的密封部分,从而在与所述穿着物品的两侧相当的部分分别进行所述第1部分与所述第2部分的接合;该穿着物品的制造方法在所述叠合步骤后且在所述接合步骤前还包含:偏差抑制处理步骤,抑制在进行所述第1部分与所述第2部分的所述接合的位置处的所述第1部分和所述第2部分的相对移动。
134.在上述的制造方法中,在往返地接合连续体中的成为穿着物品的前身的第1部分和成为后身的第2部分的接合步骤之前,在偏差抑制处理步骤中,抑制在进行所述第1部分与所述第2部分的接合的位置处的所述第1部分和所述第2部分的相对移动。因此,能够抑制第1部分与第2部分接合时的往路和返路中的密封部分的偏差,由此,能够减低密封单元与第1部分或与第2部分的圆周速度差。因此,能够抑制在往返地接合连续体的叠合部分时的密封部分的偏差。
135.上述的穿着物品的制造方法中,较为理想的是在所述偏差抑制处理步骤中,在所述第1部分和所述第2部分中的进行所述接合的预定的接合预定位置或其相邻的部分,将所述第1部分和所述第2部分彼此暂时固定。
136.上述的制造方法中,在偏差抑制处理步骤中,由于在所述第1部分和所述第2部分的接合预定位置或其相邻的部分将所述第1部分和所述第2部分彼此暂时固定,因此,能够可靠地抑制接合步骤之前的第1部分和第2部分的接合预定位置的相对移动。其结果,能够可靠地抑制在第1部分与第2部分接合时的往路和返路中的密封部分的偏差。
137.上述的穿着物品的制造方法中,较为理想的是在所述接合步骤中,在所述连续体中相邻的2个穿着物品之间形成2处的线状的密封部分,以用于所述2个穿着物品的每一者,在所述偏差抑制处理步骤中,在所述2处的线状的密封部分的预定形成位置之间将所述第1部分和所述第2部分彼此暂时固定。
138.上述的构成中,在偏差抑制处理步骤中,由于在2处的线状的密封部分的预定形成
位置之间将第1部分和第2部分彼此暂时固定,因此,以少量位置的暂时固定便能够抑制在2处的线状的密封部分中的往路和返路的密封部分的偏差。
139.上述的穿着物品的制造方法中,较为理想的是通过热熔合来进行所述暂时固定。
140.在上述的制造方法中,通过热熔合,能够容易且迅速地进行第1部分和第2部分的暂时固定。
141.上述的穿着物品的制造方法中,较为理想的是所述热熔合沿着所述连续体中相邻的穿着物品之间的切断预定位置而被实施。
142.在上述的制造方法中,由于热熔合沿着连续体中相邻的穿着物品之间的切断预定位置而被实施,因此,热熔合的部分在接合步骤之后相邻的穿着物品之间被切断时被分割,从而会变得不明显。
143.上述的的穿着物品的制造方法中,所述热熔合也可以在所述连续体中相邻的所述穿着物品之间的切断预定位置的两侧的位置被实施。
144.在上述的制造方法中,由于热熔合在连续体中的穿着物品之间的切断预定位置的两侧的位置被实施,因此,能够配置较多的热熔合的位置,能够在连续体中与各穿着物品的两侧相当的部分可靠地抑制在第1部分与第2部分接合时的往路和返路的密封部分的偏差。此外,在接合步骤之后将相邻的穿着物品之间切断时,由于刀具不会接触到热熔合的部分,因此不会成为切断时的阻力。
145.上述的的穿着物品的制造方法中,所述热熔合也可以以横跨所述连续体中相邻的所述穿着物品之间的切断预定位置的方式而被实施。
146.在上述的制造方法中,由于热熔合以横跨连续体中相邻的穿着物品之间的切断预定位置的方式而被实施,因此,能够使热熔合的部分的两端部靠近接合预定位置,提高抑制密封部分的偏差的效果。同时,热熔合的部分在接合步骤之后相邻的穿着物品之间被切断时被分割,从而变得不明显。
147.上述的的穿着物品的制造方法中,较为理想的是在所述叠合步骤中,在吸收性主体介于所述第1部分与所述第2部分之间的状态下,使所述第1部分与所述第2部分叠合,在所述搬送步骤中,在所述吸收性主体的至少局部插入在被设置在所述转动鼓的外周面上的凹部中的状态下,将处于所述第1部分与所述第2部分叠合的状态的所述连续体绕挂于所述转动鼓的外周面,并且基于该转动鼓的转动来搬送该连续体,在所述接合步骤中,在所述第1部分和所述第2部分彼此被暂时固定并且所述吸收性主体的至少局部插入在所述凹部的状态下,进行所述第1部分与所述第2部分的接合。
148.上述的制造方法中,在接合步骤中,在进行第1部分与第2部分的接合之际,不仅连续体的第1部分和第2部分彼此被暂时固定,而且基于吸收性主体的至少局部插入在凹部中而加强了暂时固定效果。其结果,能够可靠地抑制在连续体的各穿着物品中第1部分与第2部分接合时的往路和返路的密封部分的偏差。
149.上述的的穿着物品的制造方法中,也可以在所述偏差抑制处理步骤中,在与进行所述连续体中的所述第1部分与所述第2部分的所述接合的位置相邻的部分,通过使被设置在所述转动鼓上的针状的构件穿通所述第1部分及所述第2部分,来抑制所述第1部分和所述第2部分的相对移动。
150.上述的制造方法中,在偏差抑制处理步骤中,通过使被设置在转动鼓上的针状的
构件穿通第1部分和第2部分,来抑制第1部分和第2部分的相对移动,因此,能够可靠地抑制接合步骤之前的第1部分与第2部分的接合预定位置的相对移动。其结果,能够可靠地抑制在第1部分与第2部分接合时的往路和返路中的密封部分的偏差。而且,即使在采用难以热熔合的材料的连续体的情况下,利用针状的构件便能够抑制第1部分和第2部分的相对移动,从而扩大了本制造方法的通用性。
151.根据以上的所述实施方式的穿着物品的制造方法,能够抑制在往返地接合连续体的叠合部分时的密封部分的偏差。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1