一种蚕丝复合止血气囊的加工工艺方法
1.本发明涉及止血气囊生产技术领域,尤其涉及一种蚕丝复合止血气囊的加工工艺方法。
背景技术:
2.目前,针对现场急救快速止血的常用手段是压迫止血,压迫止血常用的手段和装备就是止血带止血和压迫止血。对于肢体出血,通常采用止血绷带捆绑肢体,压迫血管阻断血流,达到止血的目的。对于躯干贯穿伤大出血,无法使用止血带有效止血,只能依靠加压包扎。
3.急救现场中的大出血伤情中常因短时大量出血而不能及时得到救治,导致伤情更加严重,同时增加胸腹腔内闭合性出血和交界处(颈部、腋窝等)出血的发生率。目前针对交界处出血的有效控制性的装备尚处于空缺,不论是止血带还是加压包扎止血装备均不能有效控制上述部位的出血。并且上述部分的出血更靠近血管的近心端,血管管径更粗,出血量和出血速度更加迅猛,故而研发有效的控制出血的器材和装备非常重要。
4.因此,研究一种高效止血的方法迫在眉睫,尤其是在急救现场可以充分发挥止血效果,快速止血,同时不会对人体造成二次伤害。
技术实现要素:
5.本发明目的在于针对现有技术的缺陷,提供一种适用于现场尤其是急救的蚕丝复合止血气囊的加工工艺方法,保证止血装置的高效快速展开并使用。
6.为解决上述技术问题,本发明提供技术方案如下:
7.一种蚕丝复合止血气囊的加工工艺方法,其特征在于,包括如下步骤:
8.s1:以含蚕丝量为100%的水刺蚕丝无纺布为原料,将所述水刺蚕丝无纺布放置于鼓风干燥箱,在190℃的温度下烘烤8-9小时,直至水刺蚕丝无纺布由白色转变为金黄色;
9.s2:将医用热熔胶置于烧杯中放于加热平台,140℃融化并保温,将离型纸和挤压式线棒涂布器也放于加热平台预热5分钟,将离型纸固定于加热平台上,使用挤压式线棒涂布器
10.将融化的医用热熔胶均匀涂布在离型纸上;
11.s3:均匀涂布热熔胶的离型纸冷却至室温,将烘烤后的水刺蚕丝无纺布无褶皱粘贴至离型
12.纸上,采用滚棒挤压滚动水刺蚕丝无纺布,排出气泡;
13.s4:将带有离型纸的水刺蚕丝无纺布放置于激光切割机中,按照预定设计的连续三角形曲
14.面片形状将蚕丝无纺布进行切割;
15.s5:将tpu气囊充气后固定两端,剥离水刺蚕丝无纺布上的离型纸,将带有热熔胶的水
16.刺蚕丝无纺布按固定位置粘贴于tpu气囊表面,形成蚕丝复合止血气囊;
17.s6:根据蚕丝复合止血气囊的曲面划分连续三角曲面片,依照划分线进行折痕分割,制作
18.纸质折叠模具;
19.s7:将蚕丝复合止血气囊于纸质折叠模具中,向蚕丝复合止血气囊内充入足量气体,调整蚕丝复合止血气囊与纸质折叠模具的位置,保证蚕丝复合止血气囊上蚕丝切割缝隙与纸质
20.折叠模具的折痕相对齐;
21.s8:采用气泵对蚕丝复合止血气囊进行抽气,同时按照纸质折叠模具折痕对蚕丝复合止血
22.气囊进行折叠;
23.s9:抽气结束后展开纸质折叠模具,取出折叠完成的蚕丝复合止血气囊。
24.进一步的,所述s1中水刺蚕丝无纺布是以桑蚕丝为原料经过水刺无纺布工艺制作而成,克重为20-40g/m2,厚度为1mm,幅宽为150mm。
25.进一步的,所述s2中挤压式线棒涂布器的总长度为240mm,有效涂膜宽度为200mm,医用热熔胶的涂膜厚度为20um。
26.进一步的,所述s6中制作纸质折叠模具的材料为0.25mm厚的牛皮硬卡纸。
27.与现有技术相比,本发明的有益效果是:1、相比于止血带,蚕丝复合止血气囊可适用于躯干与肢体交界处等部位的贯穿伤大出血,焦蚕丝止血效果优良且生物相容性好,对人体无害。2、采用该加工工艺制作的蚕丝复合止血气囊,气囊表面的蚕丝不易剥离,可与tpu止血气囊表面粘合紧密,可以实现蚕丝止血和气囊压迫止血双重效果,快速高效止血。对比现有复合粘贴工艺,采用本加工工艺可以保证蚕丝与tpu薄膜的高粘合性,不易脱落。3、为了保证气囊在充气过程中可以快速膨胀,保证充气过程中气囊展开时不会沿轴向进行旋转,采用折叠工艺将气囊进行折叠。4、采用纸质折叠模具对气囊进行折叠,相比于普通折叠方式,采用特定的纹路和划分对止血气囊的折叠可以保证在气囊充气展开时可以更加快速,同时不会大范围的轴向旋转,对伤口造成二次伤害。
附图说明
28.图1为本发明中水刺蚕丝无纺布的切割形状结构示意图。
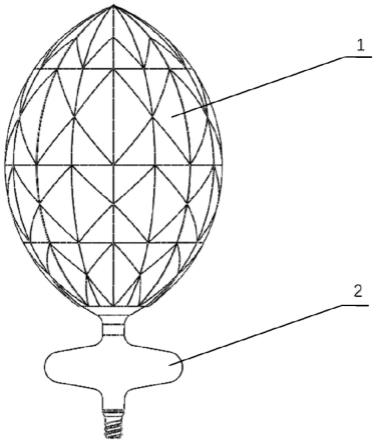
29.图2为本发明中蚕丝复合止血气囊的整体结构示意图。
30.图3为本发明中纸质折叠模具的折叠折痕示意图。
31.图4为本发明中纸质折叠模具的折后形状示意图。
32.其中:1-水刺蚕丝无纺布;2-tpu气囊;3-折叠折峰;4-折叠折谷。
具体实施方式
33.为了加深本发明的理解,下面我们将结合附图对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
34.一种蚕丝复合止血气囊的加工工艺方法的具体实施方式,包括如下步骤:
35.s1:以含蚕丝量为100%的水刺蚕丝无纺布1为原料,其规格为克重32g/m2、厚度
1mm、幅宽150mm,将上述水刺蚕丝无纺布1单层平铺于鼓风干燥箱,在190℃的温度下烘烤8-9小时,直至水刺蚕丝无纺布1的两面均由白色转变为金黄色;
36.s2:将加热平台的加热温度调节为140℃,将固体医用热熔胶置于烧杯中放于加热平台上加热融化,准备a4离型纸,平铺于加热平台上并固定,将挤压式线棒涂布器放置于离型纸上预热五分钟,挤压式线棒涂布器总长240mm,将融化后的热熔胶倒于离型纸上,用挤压式线棒涂布器快速将融化后的热熔胶刮涂至整个离型纸表面,形成有效涂膜宽度200mm、涂膜厚度20um;
37.s3:均匀涂布热熔胶的离型纸冷却至室温,将烘烤后的水刺蚕丝无纺布1无褶皱粘贴至离型纸上,采用滚棒挤压滚动水刺蚕丝无纺布,使得水刺蚕丝无纺布1与离型纸上的热熔胶充分粘合并排出气泡;
38.s4:将粘贴有离型纸的水刺蚕丝无纺布1放置于激光切割机中,按照如图1所示的预定设计的连续三角形曲面片形状对水刺蚕丝无纺布1进行切割;
39.s5:将tpu气囊2充气后使用夹具固定两端,保证tpu气囊2仅沿轴线方向可转动,按照三角曲面片分片剥离水刺蚕丝无纺布1上的离型纸,保证热熔胶完全转移至水刺蚕丝无纺布1上,将带有热熔胶的水刺蚕丝无纺布1按固定位置粘贴于tpu气囊2相应的表面上,形成蚕丝复合止血气囊;
40.s6:图3所示,根据蚕丝复合止血气囊的曲面对纸质折叠模具划分连续三角曲面片,采用0.25mm厚的牛皮硬卡纸制作纸质折叠模具,依照划分线对牛皮硬卡纸进行折痕分割,其中的虚线折痕4为折叠折谷,实线折痕3为折叠折峰,图4所示为折叠完成后的纸质折叠模具;
41.s7:将蚕丝复合止血气囊于纸质折叠模具内侧中,使用气泵向蚕丝复合止血气囊内充入足量气体直至气囊表面与纸质折叠模具内侧完全贴合,调整蚕丝复合止血气囊与纸质折叠模具的相对位置,保证蚕丝复合止血气囊上蚕丝切割缝隙与纸质折叠模具的折痕相对齐;
42.s8:采用气泵对蚕丝复合止血气囊进行匀速抽气,同时按照纸质折叠模具沿着折叠折峰和折叠折谷的折痕对蚕丝复合止血气囊进行折叠;
43.s9:抽气结束后展开纸质折叠模具,取出折叠完成的蚕丝复合止血气囊。
44.上述具体实施方式,仅为说明本发明的技术构思和结构特征,目的在于让熟悉此项技术的相关人士能够据以实施,但以上内容并不限制本发明的保护范围,凡是依据本发明的精神实质所作的任何等效变化或修饰,均应落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1