一种改性生物活性玻璃骨填充材料及其制备方法和应用与流程
1.本发明涉及生物活性玻璃领域,尤其是涉及一种经过锌纤维改性的改性生物活性玻璃骨填充材料及制备方法和应用。
背景技术:
2.生物活性玻璃是一类能对机体组织进行修复、替代与再生、具有能使组织和材料之间形成键合作用的生物活性材料。它是由二氧化硅、氧化镁、氧化钙、氧化钠、二水磷酸氢钙、二氧化钛等基本成分组成的硅酸盐玻璃。生物活性玻璃的降解产物能够促进生长因子的生成、促进细胞的繁衍、增强成骨细胞的基因表达和骨组织的生长。生物活性玻璃具有良好的生物相容性、骨生成性,又有骨引导作用,与骨和软组织都有良好的结合性,被认为是可应用在骨组织修复领域的良好生物活性材料。但是生物活性玻璃的主要问题是强度不足、断裂韧性较差,很难满足人体承力较大部位的应用需求。
3.锌是生命代谢中的重要微量金属元素,是多种生物酶类的重要辅基。它还参与糖类、脂类、蛋白质的合成和降解等重要的新陈代谢过程,在调节细胞增殖、分化和程序性凋亡及在维持细胞膜结构中均起重要作用,在整个生命活动中不可或缺。锌能抑制细菌生长,这与其降解产物锌离子有关。由于锌的标准电极电位(-0.763v)比较低,锌在人体内可以电化学降解并释放出锌离子,它能作为活性催化中心激发氧化应激反应,破坏细菌的繁殖能力,致使细菌死亡。其次,锌离子带正电,当过多的锌离子到达细菌表面时,因细胞膜带有负电荷,锌离子能依靠库仑力牢固地吸附于细胞膜表面,进一步穿透细胞壁,导致细胞壁破裂,引起细胞质外流,阻碍细胞繁殖,最终导致细菌死亡。锌离子能促进骨形成及矿化,具有良好的促进成骨作用,并可富集骨髓间充质干细胞。锌可以刺激骨的生长、对于成骨细胞的增殖有特殊的直接刺激作用,而对于破骨细胞有一定的抑制作用。
4.锌纤维韧性高、延展性好,并且锌纤维在体内降解还具有抗菌作用和促成骨作用。正好可以弥补生物活性玻璃强度低和脆性的问题,增加生物活性玻璃的骨组织修复能力和抗菌抗炎作用。但是采用传统烧结方法实现生物玻璃材料致密化。通常需要1000℃以上的高温,高温条件下容易使锌纤维被氧化,降低其纤维增韧、抗菌和促成骨的功效。
5.公开号为cn 107185033 a的中国专利文件公开了一种抗感染生物陶瓷人工骨及其应用,但它采用的是烧结工艺,材料对象主要采用生物陶瓷,利用生物玻璃作烧结助剂,烧结温度为600~1300℃。在如此高的烧结温度下,它无法添加由纯锌或者锌合金制备的锌纤维。因为锌的熔点为419.5℃。高温条件下容易使锌纤维被氧化,降低其纤维增韧、抗菌和促成骨的功效。所以它只能添加锌的氧化物。但是锌的氧化物比如氧化锌等,化学性质比较稳定。在体内降解的速率远比较为活泼的纯锌或者锌合金要缓慢的多,其释放的锌离子数量非常有限,在3~6月的骨缺损修复最佳窗口期内起不到理想的抗菌和促成骨作用。
技术实现要素:
6.针对现有技术的不足,本发明提供一种改性生物活性玻璃骨填充材料及其制备方
法和应用,所述改性生物活性玻璃骨填充材料采用低温烧结或冷冻干燥制备得到,较低的制备温度保证了锌纤维增韧、抗菌和促成骨的功效不受影响,所得改性生物活性玻璃骨填充材料具有较高的韧性和强度,同时具有抗菌和促成骨的功效。
7.本发明中的改性生物活性玻璃骨填充材料,组分包括锌基纤维和生物活性玻璃,所述锌基纤维和所述生物活性玻璃质量比为(0.01~0.3):1。
8.优选的,所述锌基纤维由金属锌或者锌合金制备而成。
9.优选的,所述锌合金中含有锌和合金元素,合金元素为mg、li、fe、cu、ag、ca、sr和mn元素中的任意一种或多种的组合。
10.优选的,所述锌基纤维的直径为0.02~0.15mm,长度为1~30mm。
11.优选的,所述生物活性玻璃中的二氧化硅的质量分数是40%~50%,钙和磷的摩尔比为1:(0.19~0.2)。
12.优选的,所述改性生物活性玻璃骨填充材料的骨小梁致密度为80%~95%。
13.本发明提供了上述改性生物活性玻璃骨填充材料的制备方法,包括:
14.拉拔锌基纤维:利用拉丝摸具将锌或锌合金材料拉拔成细长的锌基纤维;
15.采用溶胶-凝胶法制备生物活性玻璃粉体,采用该方法制备的生物活性玻璃具有纳米团簇结构和微孔,因而比表面积较大,生物活性比其他生物玻璃及微晶玻璃更好;
16.制备改性生物活性玻璃粉体:将所述锌基纤维以及所述生物活性玻璃粉体加入到研磨设备中混合研磨成混合浆料;筛分干燥,将所述混合粉体通过圆孔筛,筛分出包括所述锌基纤维和所述生物活性玻璃在内的改性生物活性玻璃粉体,将所述改性生物活性玻璃粉体烘干;
17.改性生物活性玻璃粉体致密成型:有两种方式,一是采用低温烧结工艺(cold sintering process,csp)制备成致密体,配置适量浸润溶剂,将所述改性生物活性玻璃粉体与所述浸润溶剂混合搅拌后成为浆料;将所述浆料注入模具,在低温高压的条件下进行烧结,制备出的致密体即为所述改性生物活性玻璃骨填充材料。该致密体适合应用在人体需要承力部位。二是可以配置生物相容性良好的水基粘结剂,将所述改性生物活性玻璃粉体与所述水基粘结剂混合搅拌均匀成为膏体;将所述膏体注入挤出式增材制造设备,采用无丝打印(filament free printing,ffp)技术3d打印成多孔结构的支架;再将所述多孔结构的支架在冻干机里进行冷冻干燥,去除水分后制备出所述改性生物活性玻璃骨填充多孔支架。
18.优选的,所述拉拔锌基纤维采用单根拉拔法,通过拉力令所述锌或者锌合金材料通过多级所述拉丝模具,使得所述锌或者锌合金材料的横截面积逐渐减小。
19.优选的,所述拉丝摸具设计有小孔,所述拉丝模具的材料为硬质合金或金刚石。
20.优选的,所述制备改性生物活性玻璃粉体是采用配备有直径分布为3mm、10mm、30mm,质量配比为3mm:10mm:30mm=1:3:1的研磨球的球磨机进行研磨,研磨时间为1~24h,所述球磨机的转速可设定为200~600r/min。
21.优选的,所述低温烧结浸润溶剂为无毒无残留的去离子水或双脱醛无水乙醇、丙酮、二氯甲烷、氟氯碳化合物等挥发性溶剂。
22.优选的,所述低温烧结条件为:模具加热温度在25~300℃之间,通过液压机施加到模具上的实际压力值在200~800mpa之间。
23.优选的,所述冷冻干燥的冻干参数为冻干温度-35~-45℃,真空度5~20pa,冻干时间24~48h。
24.与现有技术相比,本发明具有以下有益的技术效果:
25.本发明采用低温烧结或冷冻干燥成型技术实现了常温或者较低温度条件下利用锌或锌合金纤维改性生物活性玻璃的可能。低温烧结技术可将烧结温度降低至300℃以下,在短时间内,利用过渡液相和单轴压力,通过生物玻璃粉体的溶解-再沉淀过程实现生物活性玻璃的致密化。同样冷冻干燥工艺也可以实现生物活性玻璃材料的固化和成型,从而避免高温烧结。本发明采用低温制备方法,避免了锌金属经高温氧化熔化的情况,保持了锌或者锌合金的纤维形状,保持了锌基纤维的增韧、抗菌和促成骨功效。经改性的生物活性玻璃骨填充材料结构致密,具有较高的韧性和强度,力学性能满足人体承重部位应用需求,同时具有抗菌和促成骨的功效。
26.进一步的,本发明优选了合适的锌基纤维添加量,在该添加量范围内,改性生物活性玻璃致密体具有较好的力学性能、抗菌性能和促成骨性能。
27.进一步的,采用溶胶-凝胶法制备生物活性玻璃粉体,能得到比表面积较大的生物活性玻璃。
28.进一步的,锌基纤维的直径为0.02~0.15mm,长度为1~30mm。若锌基纤维过细则起不到补强增韧的作用。若锌基纤维过粗,则会使锌纤维在本发明的改性生物活性玻璃粉体中无法均匀分散,易发生锌基纤维团聚,从而影响补强增韧效果。
29.本发明通过锌纤维对生物活性玻璃进行改性,利用了锌纤维的优良力学性能、生物相容性、生物可降解性、抗菌性能和促成骨性能,提高了生物活性玻璃的力学性能,同时也使改性生物活性玻璃具有了优异的生物可降解性、抗菌性能和促成骨性能。
30.通过本发明的制备方法可以制备不同形状和功能的骨填充材料,适用于由生物活性玻璃制备的骨缺损再生修复补块、可吸收人工骨、可吸收颅骨/下颌骨修复补片、可吸收牙槽填充骨粉等,材料植入人体后会逐渐降解,待新生骨组织重建后会被完全替代,无需二次手术取出。
附图说明
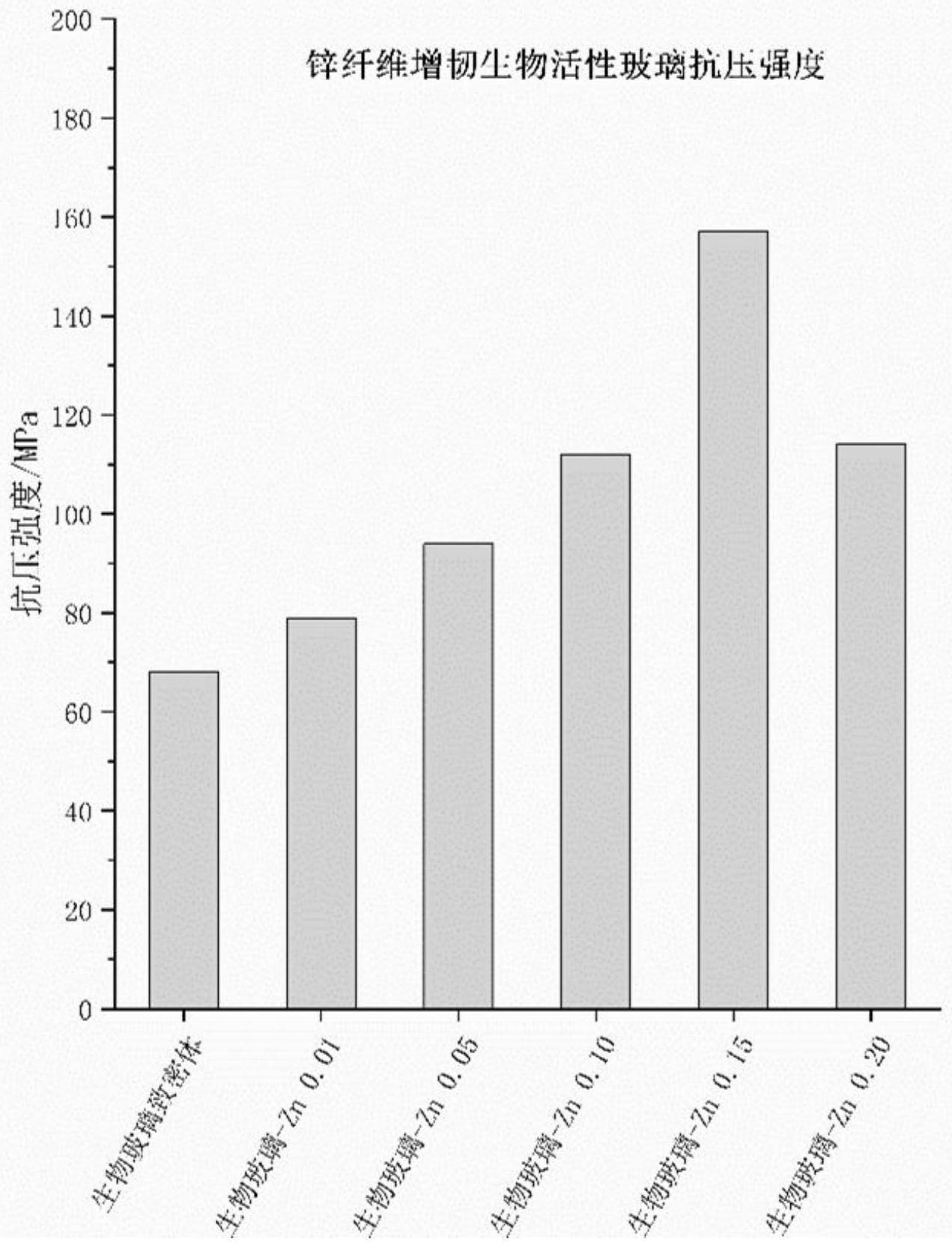
31.图1为多种改性生物玻璃的抗压强度条形图。
具体实施方式
32.下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
33.本发明涉及的锌纤维掺杂改性生物活性玻璃骨填充材料,组分包括锌基纤维和生物活性玻璃,制备原料包括锌基纤维和生物活性玻璃粉体。在生物活性玻璃粉体中,粒径在20~200微米,微观形貌为无定型状态,生物活性玻璃以na2o-cao-sio
2-p2o5四元体系为主,按照质量百分比计,sio2含量不超过50wt%,作为玻璃网格外体的na2o含量不超过25wt%,cao含量不超过26wt%,p2o5含量不超过8wt%。在此基础上,添加少量的b、mg、sr、cu、ti、f、k等元素以改善材料的力学和生物学性能,以上添加元素含量不超过3wt%。本发明中锌基纤维和所述生物活性玻璃质量比为(0.01~0.3):1。
34.锌基纤维的直径为0.02~0.15mm,长度为1~30mm。若锌基纤维过细则起不到补强增韧的作用。若锌基纤维过粗,则会使锌纤维在本发明的改性生物活性玻璃粉体中无法均匀分散,易发生锌基纤维团聚,从而影响补强增韧效果。
35.生物活性玻璃粉体包括了氧化钙、氧化硅、氧化磷、氧化钠、氧化镁、二水磷酸氢钙和二氧化钛的熔混物中的多种组合。其中,二氧化硅的质量分数是40%~50%,钙和磷的摩尔比为1:(0.19~0.2)。
36.本发明的锌基纤维,由锌或锌合金通过单孔拉拔的方式制备。所述锌合金中含有锌和合金元素,合金元素为mg、li、fe、cu、ag、ca、sr和mn元素中的任意一种或多种的组合。
37.本发明中的改性生物活性玻璃骨填充材料的骨小梁致密度为80%~95%。其中锌基纤维的质量占比为1%~23%。
38.另一方面本发明提出了制备上述改性生物活性玻璃材料的制备方法,包括:
39.步骤一、拉拔纤维
40.利用金属拉丝模具将锌或锌合金材料拉拔成细长的锌基纤维。本发明采用单根拉拔法,通过拉力让锌或锌合金材料通过多级拉丝模具,使得锌或锌合金材料的横截面积逐渐减小,最终形成直径为0.02~0.15mm的锌基纤维。该锌基纤维包括长度为1~30mm的短纤维和长度大于100mm的长纤维。其中拉丝模具设计有多级小孔,供锌或锌合金材料通过。小孔的直径逐渐减小。单根拉拔法的优势在于可获得直径均匀的金属纤维。
41.步骤二、制备生物活性玻璃粉体
42.通过溶胶凝胶法制备生物活性玻璃。将得到的生物活性玻璃用破碎机破碎成粉末,用于进行随后的成分检测以及体外矿化实验。
43.步骤三、生物活性玻璃粉体和锌纤维混合
44.将生物活性玻璃粉体和锌基纤维共同加入到球磨机中混合研磨1~24h后形成了混合粉体,混合粉体中包括了锌纤维和生物活性玻璃粉体,生物性玻璃粉体的质量百分比为77%~99%。其中球磨机研磨球的直径分布为3mm、10mm、30mm,上述研磨球的质量配比为1:3:1,所述球磨机的转速可设定为200~600r/min。该工艺球磨过程能够使锌纤维在生物玻璃粉体中分散得更加均匀,避免出现锌基纤维团聚现象。
45.步骤四、筛分干燥
46.利用圆孔筛将混合粉体筛分成改性生物活性玻璃粉体,之后将包括了锌基纤维和生物活性玻璃的改性生物活性玻璃粉体放入干燥箱中烘干,烘干温度设置为50~100℃。经过筛分,生物活性玻璃粉体的粒径分布为:20~200μm的质量分数为70%~95%,直径小于20μm的质量分数为1%~10%,直径大于200μm的质量分数为1%~10%。
47.步骤五、低温烧结(方法一)
48.配置浸润溶剂,将上述筛分后的改性生物活性玻璃粉体与浸润溶剂混合后搅拌3~10min成为浆料,其中浸润溶剂的质量占浆料总质量的1%~20%。再利用注射器将混合后的浆料注入所需形状的模具中,在低温高压的低温烧结条件下进行烧结,在不改变锌基纤维的性状的前提下,制备出了致密度为80%~95%的复合生物活性玻璃致密体。
49.上述步骤五(方法一)中的浸润溶剂为无毒无残留的去离子水或生理盐水、双脱醛无水乙醇、丙酮、二氯甲烷、氟氯碳化合物等挥发性溶剂中的一种或几种。模具加热温度在25~300℃之间,通过液压机施加到模具上的实际压力值在200~800mpa之间。
50.步骤五、冷冻干燥(方法二)
51.配置生物相容性良好的水基粘结剂,将筛分后的改性生物活性玻璃粉体与所述水基粘结剂混合搅拌均匀成为膏体;将所述膏体注入挤出式增材制造设备,采用无丝打印(filament free printing,ffp)技术3d打印成型所需形状的多孔结构支架;再将所述3d打印成型的多孔结构支架在冻干机里进行冷冻干燥,去除水分后制备出所述改性生物活性玻璃骨填充多孔支架。
52.上述步骤五(方法二)中的水基粘结剂为聚乙烯醇水溶液,冷冻干燥的冻干参数为冻干温度-35~-45℃,真空度5~20pa,冻干时间24~48h。
53.步骤六、包装
54.对上述步骤五制备的改性生物活性玻璃成品进行包装。
55.步骤七、灭菌
56.对上述步骤六包装好的改性生物活性玻璃成品进行环氧乙烷或辐照灭菌,得到医用可植入的骨填充材料。
57.本发明在使用时将锌纤维复合生物活性玻璃制备成不同形状和功能的骨填充材料,临床上治疗骨缺损和修复的医疗器械如骨缺损再生修复补块、可吸收人工骨、可吸收颅骨/下颌骨修复补片、可吸收牙槽填充骨粉等。
58.以下通过具体实施例进一步描述本发明中的技术方案及技术效果。
59.实施例一:
60.在本实施例中利用纯锌纤维对生物活性玻璃进行复合改性,其中纯锌、生物活性玻璃的质量比为0.01:1,在本实施例中生物活性玻璃为45s5生物活性玻璃。其中制备方法,包括以下步骤:
61.步骤一、拉拔纤维
62.利用金属拉丝模具将纯锌拉拔成直径为0.02mm,长度为1mm的纯锌纤维。
63.步骤二、制备生物活性玻璃粉体
64.按照45s5生物活性玻璃中sio2、p2o5、cao、na2o的成分含量比例45wt%:6wt%:24.5wt%:24.5%称量正硅酸乙酯(teos)、磷酸三乙酯(tep)、四水合硝酸钙ca(no3)2·
4h2o、硝酸钠nano3。首先将前驱体正硅酸乙酯加入到去离子水中,保证混合溶液处于酸性环境下,从而有利于sio2网络的交联。在室温环境下,将磷酸三乙酯、硝酸钠溶液、硝酸钙溶液依次加入混合反应液中,每加入一种试剂后,都要确保溶液的ph值保持在2~4,并且通过搅拌保证之前的溶液澄清后才可顺次加入。待所有试剂完全加入后,继续搅拌溶液,使其水解完全,形成透明溶胶。然后将溶胶在60℃下陈化直到形成果冻状凝胶,将凝胶在120℃下干燥成为干凝胶,干凝胶最终于650℃下烧结得到生物活性玻璃。
65.步骤三、制备混合粉体
66.将生物活性玻璃与纯锌纤维加入到球磨机中混合研磨1h后形成混合粉体,研磨球的直径质量配比参考本发明具体实施方式的步骤三,球磨机的转速可设定为200r/min。
67.步骤四、筛分干燥
68.利用圆孔筛对研磨好的混合粉体进行筛分以制备改性生物活性玻璃粉体,之后将包括了锌纤维和生物活性玻璃的改性生物活性玻璃粉体放入干燥箱中烘干,烘干温度设置为50℃。
69.步骤五、低温烧结
70.利用去离子水作为浸润溶剂,将筛分后的改性生物活性玻璃粉体与去离子水混合后搅拌3min成为浆料,其中去离子水的质量占浆料总质量的1%。将浆料注入模具中进行低温烧结,在ylj-csp-40a型低温烧结电动液压机进行烧结,模具加热温度为300℃,通过液压机施加到模具上的实际压力值为200mpa。
71.步骤六、包装
72.对上述步骤五制备的改性生物活性玻璃成品进行包装。
73.步骤七、灭菌
74.对上述步骤六包装好的改性生物活性玻璃成品进行辐照灭菌,得到医用可植入的骨缺损再生修复补块。
75.本实施例一制得的改性生物活性玻璃骨缺损再生修复补块的致密度为95%,抗压强度120mpa,相比单独生物活性玻璃制备的骨缺损再生修复补块的抗压强度提高了25%。
76.实施例二:
77.纯锌、生物活性玻璃的质量比为0.05:1,其他与实施例一相同。
78.实施例三:
79.纯锌、生物活性玻璃的质量比为0.10:1,其他与实施例一相同。
80.实施例四:
81.纯锌、生物活性玻璃的质量比为0.15:1,其他与实施例一相同。
82.实施例五:
83.纯锌、生物活性玻璃的质量比为0.20:1,其他与实施例一相同。
84.实施例六:
85.在本实施例中利用锌铜合金纤维对生物活性玻璃进行改性,锌铜合金中锌的质量分数为96%,铜的质量分数为3%,其他微量元素成分的质量分数为1%。其中锌铜、生物活性玻璃的质量比为0.15:1,在本实施例中生物活性玻璃为二氧化硅、二水磷酸氢钙、氧化镁生物活性玻璃。其中制备方法,包括以下步骤:
86.步骤一、拉拔纤维
87.利用金属拉丝模具将锌铜合金拉拔成直径为0.08mm,长度为15mm的纯锌纤维。
88.步骤二、制备生物活性玻璃粉体
89.按照sio2、p2o5、cao、na2o、mgo的成分含量比例45wt%:6wt%:24.5wt%:21.5%:3wt%称量正硅酸乙酯(teos)、磷酸三乙酯(tep)、四水合硝酸钙ca(no3)2·
4h2o、硝酸钠nano3、硝酸镁mg(no3)2。经过水解、交联、陈化、干燥、烧结、破碎过程制备生物活性玻璃。其中反应溶液的ph值保持在2~4。透明溶胶在60℃下陈化直到形成果冻状凝胶,将凝胶在120℃下干燥成为干凝胶,干凝胶最终于650℃下烧结得到生物活性玻璃。
90.步骤三、制备混合粉体
91.将生物活性玻璃与锌铜合金纤维加入到球磨机中混合研磨6h后形成了混合粉体,研磨球的直径质量配比参考本发明具体实施方式的步骤三,球磨机的转速可设定为400r/min。
92.步骤四、筛分干燥
93.利用圆孔筛对研磨好的混合粉体进行筛分以制备改性生物活性玻璃粉体,之后将
包括了锌铜合金纤维和生物活性玻璃的改性生物活性玻璃放入干燥箱中烘干,烘干温度设置为80℃。
94.步骤五、低温烧结
95.利用双脱醛无水乙醇作为浸润溶剂,将筛分后的改性生物活性玻璃粉体与双脱醛无水乙醇混合后搅拌10min成为浆料,其中双脱醛无水乙醇的质量占浆料总质量的20%。将浆料注入模具中进行低温烧结,在ylj-csp-40a型低温烧结电动液压机进行烧结,模具温度为常温25℃,通过液压机施加到模具上的实际压力值为800mpa。
96.步骤六、包装
97.对上述步骤五制备的改性生物活性玻璃成品进行包装。
98.步骤七、灭菌
99.对上述步骤六包装好的改性生物活性玻璃成品进行辐照灭菌,得到医用可植入的骨缺损再生修复补片。
100.本实施例六制得的改性生物活性玻璃骨缺损再生修复补片的致密度为90%,抗压强度100mpa,相比单独的生物活性玻璃制备的骨缺损再生修复补片材料的抗压强度提高了15%。
101.实施例七:
102.在本实施例中利用锌镁合金纤维对生物活性玻璃进行改性,其中锌镁合金中,锌的质量分数为97%,镁的质量分数为2%,其他微量元素成分的质量分数为1%。其中锌镁合金、生物活性玻璃的质量比为0.3:1,在本实施例中生物活性玻璃为二氧化硅、氧化镁、二水磷酸氢钙、二氧化钛的生物活性玻璃。其中制备方法,包括以下步骤:
103.步骤一、拉拔纤维
104.利用金属拉丝模具将纯锌镁合金材料拉拔成直径为0.15mm,长度为30mm的锌镁合金纤维。
105.步骤二、制备生物活性玻璃粉体
106.按照sio2、p2o5、cao、na2o、mgo的成分含量比例45wt%:6wt%:24.5wt%:21.5%:3wt%称量正硅酸乙酯(teos)、磷酸三乙酯(tep)、四水合硝酸钙ca(no3)2·
4h2o、硝酸钠nano3、硝酸镁mg(no3)2。经过水解、交联、陈化、干燥、烧结、破碎过程制备生物活性玻璃。其中反应溶液的ph值保持在2~4。透明溶胶在60℃下陈化直到形成果冻状凝胶,将凝胶在120℃下干燥成为干凝胶,干凝胶最终于650℃下烧结得到生物活性玻璃。
107.步骤三、制备混合粉体
108.将生物活性玻璃粉体与锌镁合金纤维加入到球磨机中混合研磨24h后形成了混合粉体,球磨机配备有直径分布为3mm、10mm、30mm,质量配比为3mm:10mm:30mm=1:3:1的研磨球,球磨机的转速可设定为600r/min。
109.步骤四、筛分干燥
110.利用圆孔筛对研磨好的混合粉体进行筛分以制备改性生物活性玻璃粉体,之后将包括了锌镁合金纤维和生物活性玻璃的改性生物活性玻璃粉体放入干燥箱中烘干,烘干温度设置为100℃。
111.步骤五、冷冻干燥
112.配置质量分数为8%的聚乙烯醇水溶液作为3d打印的粘结剂,将上述筛分得到的
改性生物活性玻璃粉体和聚乙烯醇水溶液混合搅拌均匀成为膏体。将所述膏体注入3d生物陶瓷打印机(西安点云生物科技有限公司)进行生物活性玻璃多孔支架的打印。再将打印成型的改性生物活性玻璃多孔结构支架在冻干机中进行冷冻干燥,冻干温度为-45℃,真空度15pa,冷冻干燥时间为36h。去除水分后制备出所述改性生物活性玻璃多孔结构支架。
113.步骤六、包装
114.对上述步骤五制备的改性生物活性玻璃成品进行包装。
115.步骤七、灭菌
116.对上述步骤六包装好的改性生物活性玻璃成品进行环氧乙烷灭菌,得到医用可植入的生物活性玻璃多孔结构支架。
117.本实施例七制得的改性生物活性玻璃多孔结构支架的骨小梁致密度为80%,抗压强度80mpa,相比单独的生物活性玻璃制备的多孔结构支架的抗压强度提高了10%。
118.本发明通过添加锌基纤维对生物活性玻璃进行复合,如图1所示,为添加了不同质量的纯锌拉拔的纯锌纤维的生物活性玻璃致密体与单纯生物活性玻璃致密体的抗压强度测试。其中“生物玻璃-zn 0.01、生物玻璃-zn 0.05、生物玻璃-zn 0.10、生物玻璃-zn 0.15、生物玻璃-zn 0.20”分别表示了在制备改性生物活性玻璃过程中,添加的锌纤维与生物活性玻璃粉体的质量比依次为“0.01:1、0.05:1、0.1:1、0.15:1、0.2:1”,分别对应实施例一至五。由图中可知经过锌纤维复合的生物活性玻璃致密体的抗压强度明显强于未复合锌纤维的生物活性玻璃致密体。随着锌纤维含量的增加,改性生物活性玻璃致密体的抗压强度不断提高。但是改性生物活性玻璃致密体的力学性能先增大后减小。因为在混合粉体的制备过程中,锌基纤维与生物活性玻璃的质量比必须小于0.3:1,致使在改性生物活性玻璃粉体中锌纤维的质量占比≤23%。这样锌基纤维才能均匀分散在生物活性玻璃粉体中。如果锌基纤维占比超过23%,锌基纤维分散不均匀,易团聚,导致生物活性玻璃成型固化后产生微裂纹,最终使生物活性玻璃致密体的力学性能下降。改性生物活性玻璃材料的抗菌性能和促成骨性能也是先增加后减小的,这是因为锌离子浓度过高,会超过锌离子在体内的安全浓度阈值(在100~150μmol之间),超过安全浓度阈值对组织周围细胞的生长有危害。
119.本发明的突出效果为:
120.(1)本发明采用低温烧结或冷冻干燥成型技术实现了常温或者较低温度条件下利用锌或锌合金纤维改性生物活性玻璃,避免了锌金属经高温氧化熔化的情况,保持了锌或者锌合金的纤维形状。经改性的生物活性玻璃骨填充材料结构致密,力学性能满足人体承重部位应用需求。
121.(2)本发明通过锌纤维对生物活性玻璃进行改性,利用了锌纤维的优良力学性能、生物相容性、生物可降解性、抗菌性能和促成骨性能,提高了生物活性玻璃的力学性能,同时也使改性生物活性玻璃具有了优异的生物可降解性、抗菌性能和促成骨性能。
122.(3)通过本发明的制备方法可以制备不同形状和功能的骨填充材料,适用于由生物活性玻璃制备的骨缺损再生修复补块、可吸收人工骨、可吸收颅骨/下颌骨修复补片、可吸收牙槽填充骨粉等,材料植入人体后会逐渐降解,待新生骨组织重建后会被完全替代,无需二次手术取出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1