SAP可定区域定投的稳克重高扩散复合吸收芯成型装置的制作方法
sap可定区域定投的稳克重高扩散复合吸收芯成型装置
技术领域
1.本发明属于设备技术领域,具体涉及sap可定区域定投的稳克重高扩散复合吸收芯成型装置。
背景技术:
2.随着吸收制品(纸尿裤、纸尿片等)朝着超薄方向的发展,现有吸收制品采用具有超薄性、柔软性且良好吸收性能的复合吸收芯作为吸收介质,从而使得吸收制品具有超薄、柔软的特点。复合吸收芯在吸液后还能保持原有的状态,使得复合吸收芯凭借其超薄、不起坨、不断裂、不脱层等优点,在吸收制品中得到广泛的应用。
3.如附图1所示,现有复合吸收芯14具有多层复合结构,从上至下包括第一覆盖层15、第一高吸水性树脂层16、蓬松无纺布层17、第二高吸水性树脂层18以及第二覆盖层19,并通过胶黏剂层(热熔胶层20a、20b)复合连接为一体。其中:
4.(1)蓬松无纺布层17采用蓬松热风无纺布,起到固载高吸水性树脂颗粒的作用,也为sap颗粒吸液后提供所需的膨胀空间。
5.(2)高吸水性树脂层16、18由一定平方克重的高吸水性树脂颗粒均匀分布而成。位于蓬松热风无纺布两侧的第一高吸水性树脂层16、第二高吸水性树脂层18内的高吸水性树脂颗粒,分别植入蓬松热风无纺布的纤维网网格内。
6.(3)此外,覆盖层15、19可以根据使用需要进行选择,既可以采用无尘纸,也可以采用卫生纸,还可以采用无纺布,如热轧无纺布、纺粘无纺布或导流无纺布。
7.如附图2所示,现有复合吸收芯14的制备装置及其工艺包括:
8.首先,通过蓬松热风无纺布放卷机构,将蓬松热风无纺布11通过若干导辊44或/和夹压驱动辊的作用以一定张力输送至第一复合鼓装置41(直径为20-40cm)处。
9.在第一复合鼓装置41的上游位置设第一高分子供料装置21,并通过吸料装置将高吸水性树脂颗粒(sap颗粒)22投入第一高分子供料装置21内,然后第一高分子供料装置21将一定量的高吸水性树脂颗粒均匀地撒在蓬松热风无纺布的表层上,此时,部分高吸水性树脂颗粒植入或进入蓬松热风无纺布的纤维网网格内,获得半成品a。
10.其次,通过无纺布放卷机构,将无纺布13(第一覆盖层)通过若干导辊44或/和夹压驱动辊的作用以一定张力输送至第一复合鼓装置41处,在第一复合鼓装置41的上游位置设第一喷胶装置31,第一喷胶装置对无纺布13进行施加热熔胶。无纺布13在第一复合鼓装置41处与半成品a通过热熔胶层复合连接,形成半成品b。
11.再次,半成品b同样在若干导辊或/和夹压驱动辊的作用下以一定张力输送至第二复合鼓装置43(直径为20-40cm)处,并在第二复合鼓装置43的上游位置设第二高分子供料装置23,第二高分子供料装置23将一定量的高吸水性树脂颗粒均匀地撒在蓬松热风无纺布的底层上,此时,同样部分高吸水性树脂颗粒植入或进入蓬松热风无纺布的纤维网网格内,获得半成品c。
12.最后,通过无纺布放卷机构,将无纺布12(第二覆盖层)通过若干导辊或/和夹压驱
动辊的作用以一定张力输送至第二复合鼓装置43处,在第二复合鼓装置43的上游位置设第二喷胶装置32,第二喷胶装置32对无纺布12进行施加热熔胶。无纺布12在第二复合鼓装置43处与半成品c通过热熔胶层复合连接,形成复合吸收芯半成品10。
13.本步骤完成后,可通过分切机构对复合吸收芯半成品10按幅宽尺寸进行分切处理,并经成品收卷结构进行收卷、打包处理。
14.在上述工艺中,由于产线较长,所有材料的张力控制均通过张力控制装置进行实现,且可采用纠偏装置对材料的位置进行控制,这些装置均为现有设备,为本领域技术人员所熟悉掌握。
15.然而,现有的上述工艺步骤在制备复合吸收芯中存在如下技术问题:
16.其一、在第一复合鼓装置41处,该蓬松热风无纺布11经第一复合鼓装置41的导向作用进行转向,但转向后的蓬松热风无纺布11在与无纺布13复合之前存在sap颗粒散落区a,在该散落区a内sap颗粒在其自身重力的作用下从蓬松热风无纺布11上散落开来,而散落出来的一些sap颗粒部分被胶黏剂粘附,或掉落在无纺布13的未施胶区域上,而还有一些sap颗粒则直接散落至地上。以上问题不但造成sap颗粒的平方克重难以控制,而且造成sap颗粒的分布不均匀,从而造成克重稳定性差和高吸水性树脂浪费,且复合吸收芯吸水后平整性差。可见,因撒漏问题造成sap颗粒分布不均匀和克重稳定性较差,更无法分区域进行精准施加高吸水性树脂。
17.其二、在现有工艺中,为使得蓬松热风无纺布11的幅宽和相对位置保持稳定,避免忽宽忽窄或跑偏,需要通过张力控制装置、纠偏装置进行输送,使得蓬松热风无纺布11的宽幅和相对位置保持恒定。而为了使得蓬松热风无纺布11能保持恒定的张力,则要求蓬松热风无纺布11自身必须具有一定的强度,即:现有蓬松无纺布层17无法采用更加薄或者更为蓬松的热风无纺布,否则,无纺布将会因强度不足而无法满足实施张力的要求。
18.可见,由于蓬松无纺布层17所用的蓬松热风无纺布的蓬松度不足,导致植入纤维网网格内的sap颗粒比例较低,sap颗粒沿蓬松无纺布层17厚度方向的分布均匀性差,导致芯体导流性能差,液体扩散性不理想,导致液体吸收时间长,易出现反渗及侧漏,极大地影响了卫生用品的多次吸收性能,大大降低了复合芯体产品的优势。
19.最后,现有工艺设备中产线较长,占地面积大,增加了生产成本。
20.究其原因在于,现有技术中缺乏一种能够使得sap颗粒分布均匀和sap颗粒的平方克重以及复合吸收芯的平方克重保持稳定的成型装置。
技术实现要素:
21.本技术针对现有复合吸收芯的生产系统在成型(复合)环节存在sap颗粒散落区,因撒漏问题造成sap颗粒分布不均匀,或/和造成sap颗粒的平方克重以及复合吸收芯的平方克重稳定性较差的问题,以及现有生产系统中无法采用更加薄或者更为蓬松的热风无纺布,否则,蓬松无纺布将会因强度不足而无法满足实施张力的要求而造成幅宽和相对位置不稳定的问题,提供一种sap可定区域定投的稳克重高扩散复合吸收芯成型装置。其中,“sap可定区域定投”为可根据复合吸收芯的结构,在吸收区定区域精准投加sap(高吸水性树脂),且sap分布均匀、平方克重稳定。
22.为解决上述问题,本发明采用以下的技术方案:
23.所述sap可定区域定投的稳克重高扩散复合吸收芯成型装置主要由高分子供料装置和成型装置组成,所述成型装置包括第一宽径复合鼓装置及沿产线方向与第一宽径复合鼓装置并排分布的第二宽径复合鼓装置,其中:
24.在第一宽径复合鼓装置的顶侧位置远离第二宽径复合鼓装置的一侧设第一复合部,而在在另一侧设蓬松无纺布导入部,所述蓬松无纺布导入部与第一复合部相向设置,从而在蓬松无纺布导入部与第一复合部之间构建而成蓬松无纺布附着输送区,在所述蓬松无纺布附着输送区的上方位置设第一高分子供料装置。
25.在第二宽径复合鼓装置的顶侧位置远离第一宽径复合鼓装置的一侧设第二复合部,而在另一侧则设有与第二复合部相向设置的半成品导入部,在所述半成品导入部与第二复合部之间构建而成半成品附着输送b区,在半成品附着输送b区的上方位置设第二高分子供料装置。
26.优选地,所述第一宽径复合鼓装置、第二宽径复合鼓装置的直径均为50-500cm。进一步优选所述直径均为100-260cm。
27.优选地,所述蓬松无纺布附着输送区、半成品附着输送b区均为位于宽径复合鼓装置的顶侧位置的一段圆弧面,所述圆弧面与宽径复合鼓装置轴心之间的夹角小于120
°
。进一步优选所述夹角为60-100
°
。
28.优选地,所述第一宽径复合鼓还具有半成品附着输送a区,所述半成品附着输送a区位于产线方向的下游位置,其一侧在所述第一复合部处与蓬松无纺布附着输送区连接,而另一侧与半成品附着输送b区的半成品导入部分别位于第一宽径复合鼓装置、第二宽径复合鼓装置之间公切线的切点上。
29.优选地,所述第一高分子供料装置、第二高分子供料装置均由两个以上的供料装置沿产线方向分布而成。
30.本发明的有益技术效果:
31.本发明以两个具有较大的直径复合鼓装置(宽径复合鼓装置)为成型附着输送装置,设在其顶侧位置的蓬松无纺布附着输送区、半成品附着输送b区均具有平缓结构的弧侧面,该平缓结构使得sap颗粒在随蓬松无纺布朝第一复合部方向径向输送至弧侧面b时,或在半成品朝向第二复合部径向输送至弧侧面c时,sap颗粒均能稳定地置于纤维网网格内,避免了sap颗粒移位的问题,也避免因自身重力作用而脱离蓬松无纺布,出现sap颗粒撒漏的问题,有效保证了sap颗粒的平方克重以及复合吸收芯的平方克重保持稳定,且sap颗粒分布均匀。由于sap颗粒分布的均匀度提高,促进液体的导流扩散,降低返渗性,提高吸收能力。
32.本发明可根据复合吸收芯的结构,对需要设置sap的区域进行定区域精准投加或喷撒sap颗粒。
33.本发明在复合芯体的层叠复合过程中采用宽径复合鼓装置的弧侧面输送蓬松热风无纺布(也称蓬松无纺布)和基于蓬松热风无纺布的半成品,蓬松热风无纺布及其半成品均在弧侧面上附着稳定,对材料输送过程中的张力要求降低,可以采用更薄或更加蓬松的蓬松热风无纺布,即:可以使用更薄或更加蓬松的蓬松热风无纺布作为复合吸收芯的载体,纤维网的网格更加丰富,从而促进sap颗粒植入网格中,特别是促进sap沿复合吸收芯厚度方向的穿透,从而进入网格内的sap比例更高,也使得sap在复合吸收芯内的整体分布更加
均匀,而在sap凝胶吸液膨胀后提供足够的膨胀空间,促进sap吸液后的导流、扩散,从而提高复合吸收芯的吸收性能,降低返渗现象,获得超柔软高导流扩散的复合吸收芯。
34.最后,本发明的成型系统产线较短,占地面积小,节约了生产成本。
附图说明
35.图1是复合吸收芯的横截面示意图。
36.图2是现有复合吸收芯成型系统的示意图。
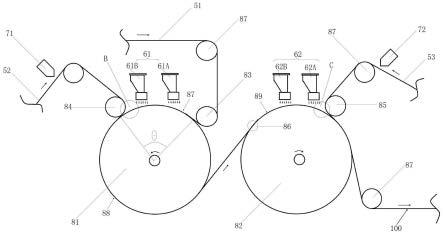
37.图3是本发明的高导流扩散复合吸收芯成型系统示意图。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的优选实施例,且不应被看作对其他实施例的排除。基于本发明实施例,本领域的普通技术人员在不作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.本发明的权利要求书、说明书及上述附图中,除非另有明确限定,如使用术语“第一”、“第二”或“第三”等,都是为了区别不同对象,而不是用于描述特定顺序。
40.本发明的权利要求书、说明书及上述附图中,除非另有明确限定,对于方位词,如使用术语“中心”、“横向”、“纵向”、“水平”、“垂直”、“顶”、“底”、“内”、“外”、“上”、“下”、“前”、“后”、“左”、“右”、“顺时针”、“逆时针”等指示方位或位置关系乃基于附图所示的方位和位置关系,且仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位或以特定的方位构造和操作,所以也不能理解为限制本发明的具体保护范围。
41.本发明的权利要求书、说明书及上述附图中,除非另有明确限定,如使用术语“固接”或“固定连接”,应作广义理解,即两者之间没有位移关系和相对转动关系的任何连接方式,也就是说包括不可拆卸地固定连接、可拆卸地固定连接、连为一体以及通过其他装置或元件固定连接。
42.本发明的权利要求书、说明书及上述附图中,如使用术语“包括”、“具有”以及它们的变形,意图在于“包含但不限于”。
43.请同时参阅附图3。本技术为解决背景技术中所提出的问题,提供一种可定域定投sap的稳克重高扩散复合吸收芯成型装置,包括高分子供料装置,其结构特点在于所述成型装置还包括第一宽径复合鼓装置81及沿产线方向与第一宽径复合鼓装置并排分布的第二宽径复合鼓装置82,其中:
44.在第一宽径复合鼓装置81的顶侧位置远离第二宽径复合鼓装置的一侧设第一复合部84,而在在另一侧设蓬松无纺布导入部83,具体地,蓬松无纺布导入部83为导辊。所述蓬松无纺布导入部83与第一复合部84相向设置,从而在蓬松无纺布导入部83与第一复合部84之间构建而成蓬松无纺布附着输送区87,在所述蓬松无纺布附着输送区87的上方位置设第一高分子供料装置61。
45.在第二宽径复合鼓装置82的顶侧位置远离第一宽径复合鼓装置的一侧设第二复合部85,而在另一侧则设有与第二复合部相向设置的半成品导入部86,在所述半成品导入
部86与第二复合部85之间构建而成半成品附着输送b区89,在半成品附着输送b区89的上方位置设第二高分子供料装置62。
46.然后,在第一宽径复合鼓装置81、第二宽径复合鼓装置82之间通过半成品附着输送a区88进行衔接。具体地,所述半成品附着输送a区88位于产线方向的下游位置,其一侧(起点端)在所述第一复合部处与蓬松无纺布附着输送区87连接,另一侧(终点端)与半成品附着输送b区89的半成品导入部86分别位于第一宽径复合鼓装置、第二宽径复合鼓装置之间公切线的切点上。
47.在具体实施例中,本技术对第一宽径复合鼓装置81、第二宽径复合鼓装置82的直径不作具体的限制,本领域技术人员可以根据需要选择合适的复合鼓直径。具体地,优选第一宽径复合鼓装置、第二宽径复合鼓装置的直径均为50-500cm,进一步优选所述直径均为100-260cm。
48.在具体实施例中,所述蓬松无纺布附着输送区、半成品附着输送b区均为位于宽径复合鼓装置的顶侧位置的一段圆弧面,所述圆弧面与宽径复合鼓装置轴心之间的夹角θ小于120
°
。具体地,优选所述夹角θ为60-100
°
。
49.在具体实施例中,所述第一高分子供料装置61、第二高分子供料装置62可以根据需要设置一个以上的供料装置,如:可以将第一高分子供料装置由供料装置61a、供料装置61b沿产线方向分布而成;第二高分子供料装置分别由供料装置62a、供料装置62b沿产线方向分布而成。
50.上述结构的成型装置的技术效果在于:
51.其一、由于宽径复合鼓装置81、82具有较大的直径,因此,设在其顶侧位置的蓬松无纺布附着输送区、半成品附着输送b区均为具有平缓结构的弧侧面,因此该平缓结构使得sap颗粒在随蓬松无纺布朝第一复合部方向径向输送至弧侧面b时,或在半成品朝向第二复合部径向输送至弧侧面c时,sap颗粒均能稳定地置于纤维网网格内,从而避免了sap颗粒移位的问题,也避免因自身重力作用而脱离蓬松无纺布,出现sap颗粒撒漏的问题,一方面保证了复合吸收芯的平方克重保持稳定,另一方面也可以根据复合吸收芯的结构,对需要设置sap的区域进行定区域精准投加或喷撒sap颗粒。此外,由于sap颗粒分布的均匀度提高,促进液体的导流扩散,降低返渗性,提高吸收能力。
52.其二、在复合芯体的层叠复合过程中,本技术采用宽径复合鼓装置的弧侧面,如蓬松无纺布附着输送区、半成品附着输送a区及半成品附着输送b区输送蓬松无纺布和基于蓬松无纺布的半成品,因此,具有输送张力稳定的效果,一方面使得材料或半成品幅宽保持稳定,即不会忽窄或忽宽,另一方面,基于弧侧面的衬托作用,对材料输送过程中的张力要求降低,从而可以采用更薄或更加蓬松的蓬松热风无纺布,即为使用更薄或更加蓬松的蓬松热风无纺布作为复合吸收芯的载体,为获得超柔软高扩散的复合吸收芯奠定了基础。
53.在申请在上述成型装置的基础上构建一种高导流扩散复合吸收芯成型系统,所述成型系统包括:
54.(一)开收卷机构(现有机构,图中未示出):
55.蓬松无纺布开卷机构,用于对蓬松热风无纺布进行开卷放料;
56.第一覆盖层开卷机构,用于对第一覆盖层(无纺布)进行开卷放料;
57.第二覆盖层开卷机构,用于对第二覆盖层(无纺布)进行开卷放料;
58.收卷机构,用于对成型后的复合吸收芯半成品或经分切处理的复合吸收芯进行收卷。
59.(二)输送系统:
60.蓬松无纺布输送系统51:将蓬松无纺布输送至蓬松无纺布导入部83。
61.第一覆盖层输送系统52:在第一覆盖层输送系统设有第一喷胶装置71,并将第一覆盖层输送至第一复合部84。
62.第二覆盖层输送系统53:在第二覆盖层输送系统设有第二喷胶装置72,并将第二覆盖层输送至第二复合部85。
63.在上述工序均可采用若干导辊,如导辊87,或夹压驱动辊、纠偏机构或/和张力控制机构。上述工序及其需要的零部件均为现有技术,为本领域技术人员所熟悉掌握。
64.(三)采用前述成型装置构建成型(复合)系统。
65.成型系统的复合过程如下:蓬松热风无纺布经蓬松无纺布导入部83进入蓬松无纺布附着输送区后,第一高分子供料装置61在蓬松无纺布附着输送区向蓬松热风无纺布施加高吸水性树脂,形成半成品a,并向第一复合部84的方向输送,在第一复合部84与经第一覆盖层输送系统输至的第一覆盖层复合连接而形成半成品b。
66.然后,半成品b经半成品导入部86进入半成品附着输送b区后,第二高分子供料装置62在半成品附着输送b区后向半成品b施加高吸水性树脂形成半成品c,并向第二复合部85的方向输送,并在第二复合部85与经第二覆盖层输送工序输至的第二覆盖层复合连接而形成所述复合吸收芯半成品100。所述复合吸收芯半成品100经导辊87输送至分切机构进行分切成符合使用要求的复合吸收芯产品。
67.本技术继续采用上述成型系统提供一种制备超柔软与高导流扩散的复合吸收芯的方法,包括各层材料的输送工序外,但所述制备方法主要由复合工艺过程组成,采用本技术的成型装置(高分子供料装置)在更加蓬松的蓬松热风无纺布上精准施加sap,且sap的平方克重稳定、分布均匀,并通过所述成型装置进行附着输送、复合而成:
68.具体地,所述成型装置包括第一宽径复合鼓装置81及沿产线方向与第一宽径复合鼓装置并排分布的第二宽径复合鼓装置82,其中:
69.在第一宽径复合鼓装置81的顶侧位置远离第二宽径复合鼓装置的一侧设第一复合部84,而在在另一侧设蓬松无纺布导入部83,所述蓬松无纺布导入部83与第一复合部84相向设置,从而在蓬松无纺布导入部83与第一复合部84之间构建而成蓬松无纺布附着输送区,在所述蓬松无纺布附着输送区的上方位置设第一高分子供料装置61。然后,位于产线方向的下游位置设半成品附着输送a区,半成品附着输送a区在第一复合部处与蓬松无纺布附着输送区衔接,其作用在于:将半成品a输送到达第一宽径复合鼓装置、第二宽径复合鼓装置之间公切线的切点位置后转送(转轮)至半成品导入部86。
70.在第二宽径复合鼓装置82的顶侧位置远离第一宽径复合鼓装置的一侧设第二复合部85,而在另一侧则设有与第二复合部相向设置的半成品导入部86,在所述半成品导入部86与第二复合部85之间构建而成半成品附着输送b区,在半成品附着输送b区的上方位置设第二高分子供料装置62。
71.具体地,利用上述成型装置制备复合吸收芯的工艺过程,包括:
72.包括开收卷机构、蓬松无纺布输送工序51、第一覆盖层输送工序52与第二覆盖层
输送工序53以及复合工序组成,其中:
73.所述蓬松无纺布输送工序将蓬松无纺布输送至蓬松无纺布导入部83。
74.所述第一覆盖层输送工序52设有第一喷胶装置71,所述第一喷胶装置71对第一覆盖层进行喷胶处理,并将第一覆盖层输送至第一复合部84。
75.所述第二覆盖层输送工序53设有第二喷胶装置72,所述第二喷胶装置72对第二覆盖层进行喷胶处理,并将第二覆盖层输送至第二复合部85。
76.在每一所述工序中均可设若干导辊、夹压驱动辊或/和张力控制机构。上述工序步骤均被本领域技术人员所熟悉掌握。
77.然后,采用上述成型装置通过如下的主要工艺步骤制备而成:
78.步骤一、蓬松热风无纺布经蓬松无纺布导入部83进入蓬松无纺布附着输送区后,第一高分子供料装置61在蓬松热风无纺布附着输送区向蓬松无纺布施加sap颗粒,所述sap颗粒可植入蓬松无纺布的纤维网网格内,并向第一复合部的方向输送时,所述蓬松无纺布附着输送区的平缓结构使得sap颗粒稳定地置于纤维网网格内而不移位或/和撒漏,获得半成品a。
79.在具体实施方式中,sap颗粒采用均匀喷撒的方式进行添加。
80.步骤二、第一覆盖层经喷胶处理后在第一复合部84与半成品a复合连接而形成半成品b。
81.步骤三、半成品b经半成品导入部86进入半成品附着输送b区后,第二高分子供料装置62在半成品附着输送b区后向半成品b施加高吸水性树脂,并向第二复合部85的方向输送时,所述半成品附着输送b区的平缓结构使得sap颗粒稳定地置于纤维网网格内而不移位或/和撒漏,获得半成品c。
82.在具体实施方式中,sap颗粒采用均匀喷撒的方式进行添加。
83.步骤四、第二覆盖层经喷胶处理后在第二复合部85与半成品c复合连接而形成所述宽幅的复合吸收芯半成品100。
84.最后,采用分切机构对宽幅的复合吸收芯半成品100沿其幅宽进行分切处理而形成复合吸收芯(产品)的步骤。
85.其中,在步骤三、步骤四中,由于宽径复合鼓装置具有较大的直径,因此,设在其顶侧位置的蓬松无纺布附着输送区、半成品附着输送b区均为具有平缓结构的弧侧面,因此该平缓结构使得sap颗粒在随蓬松无纺布朝第一复合部或第二复合部径向输送时,sap颗粒能稳定地置于纤维网网格内,避免了sap颗粒移位的问题,也避免因自身重力作用而脱离蓬松无纺布或出现sap颗粒撒漏的问题,在获得的复合吸收芯内sap颗粒分布均匀,平方克重稳定。
86.由于本技术在复合芯体的层叠复合过程中采用宽径复合鼓装置的弧侧面进行输送(如蓬松无纺布附着输送区、半成品附着输送a区及半成品附着输送b区),材料附着稳定,张力受控且对材料输送过程中的张力要求降低,因此,采用本成型装置的复合吸收芯可以采用更加蓬松或更薄的蓬松无纺布。因此,在本技术的蓬松热风无纺布中添加有超细旦纤维,所述超细旦纤维采用粘胶纤维、绒毛浆纤维、莱赛尔纤维、聚丙烯纤维、聚酯纤维、聚丙烯腈纤维或/和聚酰胺纤维,其旦数为1-12d、长度为8-51mm;按质量百分比计,所述超细旦纤维占蓬松无纺布总质量的1-15%。具体地,蓬松热风无纺布中添加的超细旦纤维由超短
粘胶纤维、莱赛尔纤维和绒毛浆纤维组成,三者的添加比例不作限制,可以依次为5:3:2,也可以是4:3:3,还可以是4:1:5。上述超细旦纤维的作用在于:其一、获得的蓬松热风无纺布更加柔软、蓬松,可获得超柔软高扩散的复合吸收芯;其二、提供更加丰富的纤维网格,让更多的sap颗粒植入纤维网格内,并沿厚度方向穿透,即进到纤维网格内的sap比例更高。如此,使得sap在复合吸收芯内的整体分布更加均匀。因此,当sap吸液时有利于sap凝胶的膨胀(提供更多的膨胀空间),且形成sap凝胶后不会出现胶体堵塞的现象,有利于液体的导流、扩散,从而提高复合吸收芯的吸收性能,降低返渗现象,避免了蓬松热风无纺布蓬松厚度欠佳sap无法合理地渗透至蓬松热风无纺布中,出现高分子吸水材料分布不均匀,导致芯体吸水后平整性差、芯体导流性能差、液体扩散性不理想的问题,导致液体吸收时间长,易出现反渗及侧漏的现象。
87.以下采用es纤维(pe/pet皮芯结构纤维)、超细旦纤维加工超蓬松热风无纺布,es纤维通过市售商品获得。其中,热风无纺布成型工艺为现有工艺,为本领域技术人员所熟悉掌握。
88.实施例1
89.按重量百分比计,es纤维占比为85%,超细旦纤维占比为15%,其中,超细旦纤维由超短粘胶纤维、莱赛尔纤维和绒毛浆纤维按5:3:2的比例组成。将es纤维、超细旦纤维经计量、共混、梳理后铺网,采用现有热风无纺布成型工艺获得超蓬松热风无纺布,该超蓬松热风无纺布的平方克重为25.2g/m2。
90.然后,以纺粘无纺布作为第一覆盖层、第二覆盖层,高吸水性树脂层由sap颗粒均匀喷撒分布而成,该纺粘无纺布、sap均为现有材料,市售商品获得。将纺粘无纺布、超蓬松热风无纺布以及sap通过本技术的复合吸收芯制备方法制备而成,经分切获得超柔软高扩散复合吸收芯。
91.本实施例的超柔软高扩散复合吸收芯为5层结构,由第一覆盖层(纺粘无纺布)、第一高吸水性树脂层、超蓬松热风无纺布、第二高吸水性树脂层以及第二覆盖层(纺粘无纺布)组成,其中,在第一高吸水性树脂层(上层)上均匀分布sap 4g,而在第二高吸水性树脂层上均匀分布sap 6g。
92.实施例2
93.按重量百分比计,es纤维占比为90%,超细旦纤维占比为10%,该超蓬松热风无纺布的平方克重为25.8g/m2。其他与实施例1相同。
94.实施例3
95.按重量百分比计,es纤维占比为95%,超细旦纤维占比为5%,该超蓬松热风无纺布的平方克重为25.5g/m2。其他与实施例1相同。
96.以上实施例1、实施例2及实施例3的超蓬松热风无纺布作为复合吸收芯的载体层,采用附图2的现有设备及其工艺进行加工,发现该超蓬松热风无纺布在张力作用下发生断裂情况,或/和幅宽大幅度波动的情况,其力学性能不满足现有加工工艺的张力要求。
97.对比例
98.按重量百分比计,es纤维占比为100%,将es纤维经计量、梳理后铺网,采用现有热风无纺布成型工艺获得蓬松热风无纺布,该超蓬松热风无纺布的平方克重为34.7g/m2。
99.然后,以纺粘无纺布作为第一覆盖层、第二覆盖层,高吸水性树脂层由sap颗粒均
匀喷撒分布而成,该纺粘无纺布、sap均为现有材料,市售商品获得。将纺粘无纺布、超蓬松热风无纺布以及sap通过现有复合吸收芯的工艺流程(附图2所示)制备而成,经分切获得复合吸收芯。
100.本实施例的复合吸收芯为5层结构,由第一覆盖层(纺粘无纺布)、第一高吸水性树脂层、蓬松热风无纺布、第二高吸水性树脂层以及第二覆盖层(纺粘无纺布)组成,其中,在第一高吸水性树脂层(上层)上均匀分布sap 4g,而在第二高吸水性树脂层上均匀分布sap 6g。
101.性能测试
102.1、吸收性能按照gb/t 28004-2021规定的条件进行试验。
103.2、产品整体柔软度评价方法:以5人为试验对象,通过手感、触感进行人工评价,请评价结果如下:柔软度优>柔软度较好>柔软度良好>柔软度一般>柔软度偏硬。
104.3、样品:
105.1)测试样品制作:市售某品牌纸尿裤商品(l号),通过手工制样工艺卸掉其复合吸收芯,分别替换为实施例1、实施例2、实施例3制得的超柔软高扩散复合吸收芯作为测试样品,然后喷胶粘合连接。
106.3)对比样品:市售某品牌纸尿裤商品,l号,通过手工制样工艺卸掉其复合吸收芯,替换为对比例的复合吸收芯后喷胶粘合连接作为对比样品。
107.测试结果:
[0108][0109]
以上试验数据表明,使用本技术的成型装置制备复合吸收芯,设在成型装置的顶侧位置的蓬松无纺布附着输送区、半成品附着输送b区具有平缓结构的弧侧面,因此该平缓结构使得sap颗粒在随蓬松无纺布朝第一复合部方向径向输送至弧侧面b时,或在半成品朝向第二复合部径向输送至弧侧面c时,sap颗粒均能稳定地置于纤维网网格内,从而避免了sap颗粒移位或/和撒漏的问题,sap颗粒在获得的复合吸收芯内分布均匀,一方面使得复合吸收芯的平方克重,另一方面促进液体的导流和渗透扩散性能,从而提高复核吸收芯的吸收能力,降低返渗性。
[0110]
以上试验数据还表明,在复合芯体的层叠复合过程中,采用宽径复合鼓装置对蓬松热风无纺布进行附着输送,附着稳定且对材料输送过程中的张力要求降低,可采用更薄或更加蓬松的蓬松热风无纺布,通过该装置可以在蓬松热风无纺布中添加超柔软、超细的纤维。
[0111]
本技术在蓬松热风无纺布中添加超细旦纤维后更加蓬松、更加柔软,可以为sap凝胶提供更多的膨胀空间;此外,提供更加丰富的纤维网格,让更多的sap颗粒植入纤维网格内,并沿厚度方向穿透,即进到纤维网格内的sap比例更高,使得sap在复合吸收芯内的整体分布更加均匀,且不会出现胶体堵塞的现象,有利于液体的导流、扩散;最后,超细旦纤维(超短粘胶纤维、莱赛尔纤维和绒毛浆纤维)对体液起到良好的导流扩散作用,以良好的毛细管虹吸效应促进体液沿复合吸收芯的纵向、横向扩散,多因素协同提高吸收芯对体液的吸收速率,提高复合吸收芯的吸收性能,降低返渗量,提高干爽性。
[0112]
上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1