金属增强带孔复合膜及其制作方法、应用与流程
本技术涉及医疗器械领域,特别是涉及一种金属增强带孔复合膜及其制作方法、应用。
背景技术:
1、引导骨再生术(guide bone regeneration,gbr)指将屏障膜置于软组织与骨缺损之间,建立生物屏障,阻止干扰骨形成且迁移速度较快的结缔组织细胞和上皮细胞进入骨缺损区,允许有潜在生长能力、迁移速度较慢的前体成骨细胞优先进入骨缺损区,完成诱导和生长。对于大面积骨缺损或垂直骨缺损情况,尤其当在极限垂直骨缺损情况下,垂直缺损尺寸>7mm,利用引导骨再生术治疗的过程,维持成骨空间及血供至关重要,且由于无法在植骨手术时获得种植体初期稳定性,一般会进行分期种植(即先植骨,再进行种植)。
2、传统技术中,通常采用传统钛网或3d钛网加上胶原膜作为组合屏障膜进行大面积骨缺损修复,但是钛网存在需修剪锐边、不易取出、暴露感染率高等问题,有文献记载,钛网的暴露率高达12-50%。为克服采用钛网作为引导骨再生术的屏障膜进行骨缺损修复的技术缺陷,不少研究尝试对此进行改进。如采用钛加强聚四氟乙烯膜进行治疗,但由于传统的钛加强聚四氟乙烯膜阻断血供,会导致伤口裂开,使得膜下成骨不理想。
技术实现思路
1、基于此,有必要提供一种能够无需修剪锐边、容易取出、暴露率低且能提升成骨效果的金属增强带孔复合膜及其制作方法、应用。
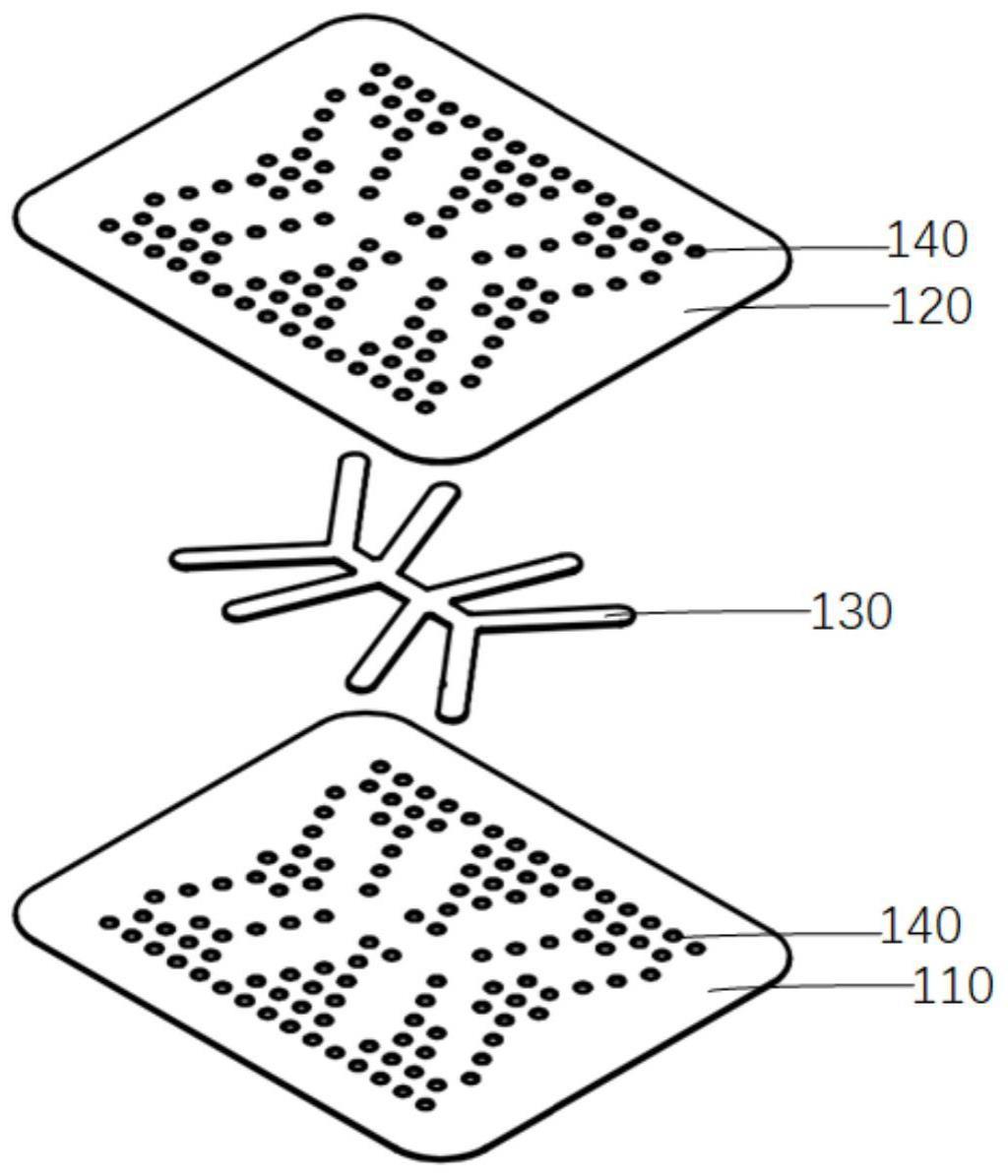
2、本技术一实施例提供了一种金属增强带孔复合膜,包括第一膜层、第二膜层以及金属支架,所述金属支架位于所述第一膜层与所述第二膜层之间,且由所述第一膜层和所述第二膜层包覆于内;
3、在所述金属增强带孔复合膜上设置有多个通孔,所述通孔贯穿所述第一膜层和所述第二膜层,多个所述通孔围绕包覆有所述金属支架的膜层区域周边设置,且各所述通孔所在的位置与所述金属支架不重叠;
4、所述第一膜层和所述第二膜层的材质各自独立地选自拉伸幅度为20%~100%微拉伸膨体聚四氟乙烯,所述微拉伸膨体聚四氟乙烯具有微孔结构;所形成的金属增强带孔复合膜在所述通孔区域之外具有整体平均孔径为0.03μm~0.50μm的微孔;
5、所述金属支架的材质包括可植入金属。
6、在其中一个实施例中,各所述通孔满足以下(1)~(2)性质中的一个或多个:
7、(1)孔径为10μm~500μm;
8、(2)孔间距为50μm~1000μm。
9、在其中一个实施例中,所述金属增强带孔复合膜整体满足以下(1)~(3)性质中的一个或多个:
10、(1)所述通孔区域外的微孔的孔径范围为0.01μm~1.5μm;
11、(2)未包覆有所述金属支架的膜层区域的总厚度为0.10mm~0.50mm;
12、(3)包覆有所述金属支架的膜层区域的总厚度为0.20mm~0.80mm。
13、在其中一个实施例中,用于形成所述第二膜层的微拉伸膨体聚四氟乙烯的微孔的平均孔径小于用于形成所述第一膜层的微拉伸膨体聚四氟乙烯的微孔的平均孔径。
14、在其中一个实施例中,用于形成所述第一膜层的微拉伸膨体聚四氟乙烯满足以下(1)~(3)性质中的一个或多个:
15、(1)厚度为0.10mm~0.40mm;
16、(2)微孔的孔径范围为0.05μm~5.0μm;
17、(3)微孔的平均孔径为0.2μm~1.0μm。
18、在其中一个实施例中,用于形成所述第二膜层的微拉伸膨体聚四氟乙烯满足以下(1)~(3)性质中的一个或多个:
19、(1)厚度为0.05mm~0.3mm;
20、(2)微孔的孔径范围为0.01μm~2.50μm;
21、(3)微孔的平均孔径为0.1μm~0.5μm。
22、在其中一个实施例中,所述可植入金属包括纯钛、钛合金或不锈钢。
23、在其中一个实施例中,所述金属支架的厚度为0.05mm~0.2mm。
24、在其中一个实施例中,所述金属支架为形状预制型金属支架;
25、可选地,所述金属支架包括一个金属中心条和多个金属支条,多个所述金属支条分布于所述金属中心条的两侧,且各所述金属支条分别与所述金属中心条相连。
26、在其中一个实施例中,所述第一膜层背离所述金属支架一侧的表面具有凹槽状的条纹。
27、在其中一个实施例中,所述条纹有多条。
28、在其中一个实施例中,各所述条纹中,含有多个沿第一方向排布的第一条纹和多个沿第二方向排布的第二条纹;所述第一方向和所述第二方向相互垂直;
29、可选地,各所述条纹中,所述第一条纹和所述第二条纹交替排列;
30、进一步可选地,各所述条纹中,各所述第一条纹的长度大于各所述第二条纹的长度,各所述第一条纹的宽度与各所述第二条纹的宽度相同;多个所述第一条纹呈直线排列,多个所述第二条纹平行排列;各所述第一条纹和各所述第二条纹的深度各自独立地自中间向两端递减;
31、可选地,各所述第一条纹的深度和各所述第二条纹的深度各自独立地为0mm~0.15mm。
32、本技术一实施例还提供了一种如上述任一实施例中所述的金属增强带孔复合膜的制作方法,包括如下步骤:
33、提供一模具,所述模具包括模具底板和模具盖板;
34、在所述模具底板之上依次层叠放置第一薄膜、所述金属支架以及第二薄膜,所述金属支架不超出所述第一薄膜和所述第二薄膜的外沿;所述第一薄膜和所述第二薄膜的材质各自独立地选自拉伸幅度为20%~100%的微拉伸膨体聚四氟乙烯,所述微拉伸膨体聚四氟乙烯具有微孔结构;
35、在所述第二薄膜之上覆盖所述模具盖板;
36、对含有所述第一薄膜、所述金属支架以及所述第二薄膜的模具进行热压;
37、热压结束,降温后除去所述模具,得热压后半成品;
38、在所述热压后半成品之上打多个通孔,所述通孔贯穿所述第一薄膜和所述第二薄膜,多个所述通孔围绕包覆有所述金属支架的膜层区域周边设置,且各所述通孔所在的位置与所述金属支架不重叠;所形成的金属增强带孔复合膜在所述通孔区域之外具有整体平均孔径为0.03μm~0.50μm的微孔。
39、在其中一个实施例中,还包括在所述第一薄膜背离所述金属支架一侧的表面形成条纹的步骤;
40、可选地,在所述第一薄膜背离所述金属支架一侧的表面形成条纹的步骤包括:
41、在所述第一薄膜与所述模具底板之间放置与预设的所述条纹对应的条纹模板。
42、在其中一个实施例中,热压的步骤包括:
43、对含有所述第一薄膜、所述金属支架以及所述第二薄膜的模具依次进行压紧、加热和保温处理;
44、可选地,压紧的方式为锁定压紧,锁定力矩为0.5n·m~10n·m;
45、可选地,加热时的升温速率为30℃/min~60℃/min,加热至温度为300℃~380℃;
46、可选地,保温的时间为1h~5h。
47、在其中一个实施例中,降温速率为2℃/h~10℃/h。
48、在其中一个实施例中,在所述热压后半成品之上打多个通孔的方式为激光打孔;
49、可选地,激光打孔的激光光源为皮秒紫外激光或纳秒紫外激光或皮秒绿光激光;
50、可选地,激光打孔的波长355nm~532nm;
51、可选地,激光打孔的功率4w~30w,频率为100khz~800khz,脉宽为1ps~100ps。
52、本技术一实施例还提供了一种用于引导骨再生术领域的屏障膜,包括如上述任一实施例中所述的金属增强带孔复合膜。
53、本技术所提供的金属增强带孔复合膜应用于引导骨再生术过程中,相比于传统钛网,无需修剪锐边,更容易取出,且同时还具有较好的软组织贴附性、能为新骨再生提供充足的稳定三维空间,能够降低暴露率,并能够增加软组织及成骨区域之间的营养运输及物质交换能力,显著促进成骨。
- 还没有人留言评论。精彩留言会获得点赞!