一种连续灭菌系统的制作方法
本发明涉及食品、药品包装机械设备,尤其涉及一种连续灭菌系统。
背景技术:
1、现在的终端湿热灭菌技术,多为批次式整箱灭菌,整个物料及灭菌柜需要的升温降温,这个过程能耗高,时间长。再有小瓶灭菌需要装盒、码垛、装盘,中间就需要大量的盒、盘、装盒机、脱盒机、码垛机、物流转运系统,系统的占地广。
2、现有大批量灭菌通常采用连续隧道灭菌,灭菌隧道内包括高温高压的预热段、加热段以及冷却段,灭菌载体承载待灭菌的物品通过灭菌隧道实现灭菌,灭菌完成后,灭菌载体从灭菌隧道出口返回至入口进行下一轮灭菌工作,其中灭菌隧道的长度与产能相关,相同产能以及其他条件相同的情况下,灭菌隧道的长度应该相等,例如申请号为us201415113087的《一种连续灭菌系统》,其灭菌隧道为直线,其中的预热段、加热段以及冷却段的进出料方向均属于共线,导致灭菌隧道的进出料距离较远,不方便灭菌隧道上下游设备布置,并且占用较大空间以及外部输送线的浪费;另外,直线的灭菌隧道内如有部件需检修更换,进入直线的灭菌隧道较为困难,造成检修维修的不方便。
技术实现思路
1、本发明要解决的技术问题是克服现有技术的不足,提供一种灭菌效果好、方便上下游设备布置、占用空间小以及便于检修门布置的连续灭菌系统。
2、为解决上述技术问题,本发明采用以下技术方案:
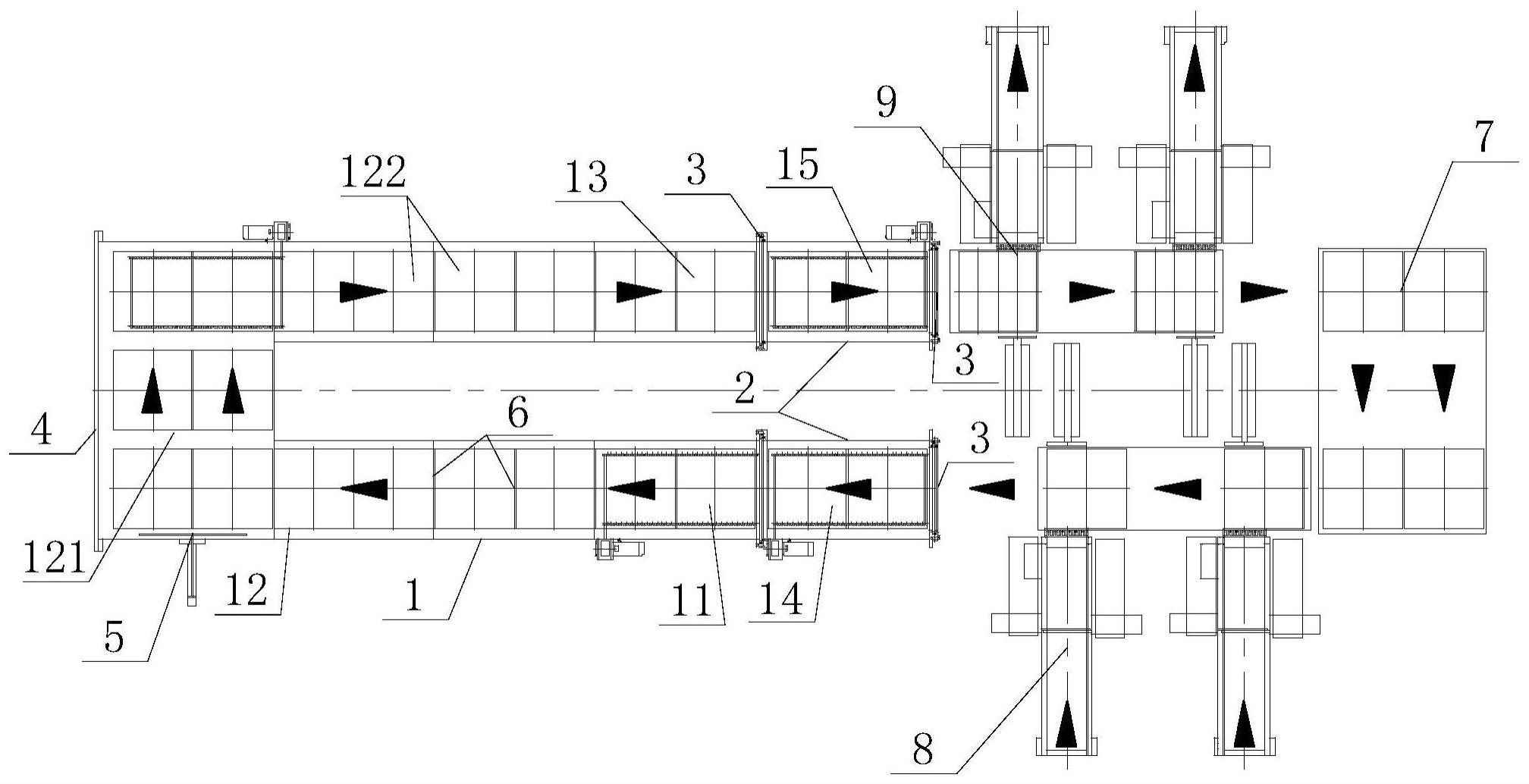
3、一种连续灭菌系统,包括设有预热段、加热段、冷却段的灭菌隧道,所述预热段、冷却段设有对接的缓存隧道,所述缓存隧道进料端、出料端、与预热段及冷却段对接处设有能够开启或关闭的隔断门,且所述灭菌隧道至少部分进料段与出料段平行设置。
4、作为上述技术方案的进一步改进:
5、所述灭菌隧道两端的进料段和出料段平行或者相对设置。
6、所述预热段、加热段、冷却段沿灭菌隧道的输送方向依次设置。
7、所述缓存隧道分别对接于预热段的进料端和冷却段的出料端。
8、所述灭菌隧道两端的进料段和出料段分别为缓存隧道的进料段和出料段。
9、所述灭菌隧道至少部分垂直设置。
10、所述灭菌隧道垂直端部设有检修门。
11、所述灭菌隧道内设有推料机构,推料机构设于灭菌隧道的垂直端部。
12、所述预热段、加热段、冷却段之间设有多个沿输送方向布置的隔板,所述隔板上设有供载具通过的进出洞。
13、所述灭菌隧道的两端分别对接有进料机构、出料机构,且进料机构与出料机构之间设有载具回转机构。
14、与现有技术相比,本发明的优点在于:
15、本发明的连续灭菌系统,由于设置了缓存隧道和隔断门,物料在进出灭菌隧道的过程中,不会改变加热段中的气压,避免影响加热段的灭菌效果。由于灭菌隧道至少部分进料段与出料段(预热段、加热段、冷却段均可具有进料段与出料段,该进料段与出料段均为灭菌隧道的进料段与出料段)平行设置,也就是说,灭菌隧道不呈直线,预热段、加热段、冷却段的进出料方向不共线,使灭菌隧道的进出料距离较近,方便灭菌隧道上下游设备布置,并且占用较小空间;并且,便于在灭菌隧道弯折或者弯曲的部分设置检修门,以便于进入灭菌隧道内的各部位进行检修维修。
技术特征:
1.一种连续灭菌系统,包括设有预热段(11)、加热段(12)、冷却段(13)的灭菌隧道(1),其特征在于:所述预热段(11)、冷却段(13)设有对接的缓存隧道(2),所述缓存隧道(2)进料端、出料端、与预热段(11)及冷却段(13)对接处设有能够开启或关闭的隔断门(3),且所述灭菌隧道(1)至少部分进料段(14)与出料段(15)平行设置。
2.根据权利要求1所述的连续灭菌系统,其特征在于:所述灭菌隧道(1)两端的进料段(14)和出料段(15)平行或者相对设置。
3.根据权利要求1所述的连续灭菌系统,其特征在于:所述预热段(11)、加热段(12)、冷却段(13)沿灭菌隧道(1)的输送方向依次设置。
4.根据权利要求1所述的连续灭菌系统,其特征在于:所述缓存隧道(2)分别对接于预热段(11)的进料端和冷却段(13)的出料端。
5.根据权利要求1所述的连续灭菌系统,其特征在于:所述灭菌隧道(1)两端的进料段(14)和出料段(15)分别为缓存隧道(2)的进料段(14)和出料段(15)。
6.根据权利要求1至5中任一项所述的连续灭菌系统,其特征在于:所述灭菌隧道(1)至少部分垂直设置。
7.根据权利要求6所述的连续灭菌系统,其特征在于:所述灭菌隧道(1)垂直端部设有检修门(4)。
8.根据权利要求6所述的连续灭菌系统,其特征在于:所述灭菌隧道(1)内设有推料机构(5)。
9.根据权利要求1至5中任一项所述的连续灭菌系统,其特征在于:所述预热段(11)、加热段(12)、冷却段(13)之间设有多个沿输送方向布置的隔板(6),所述隔板(6)上设有供载具通过的进出洞。
10.根据权利要求1至5中任一项所述的连续灭菌系统,其特征在于:所述灭菌隧道(1)的两端分别对接有进料机构(8)、出料机构(9),且进料机构(8)与出料机构(9)之间设有载具回转机构(7)。
技术总结
本发明公开了一种连续灭菌系统,包括设有预热段、加热段、冷却段的灭菌隧道,所述预热段、冷却段设有对接的缓存隧道,所述缓存隧道进料端、出料端、与预热段及冷却段对接处设有能够开启或关闭的隔断门,且所述灭菌隧道至少部分进料段与出料段平行设置。本连续灭菌系统灭菌效果好、方便上下游设备布置、占用空间小以及便于检修门布置。
技术研发人员:翁宽,朱隆华,谭亮
受保护的技术使用者:楚天科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!