一种TPU中胎的制作方法
一种tpu中胎
技术领域
1.本实用新型涉及皮球制作的技术领域,尤其涉及一种tpu中胎。
背景技术:
2.现有技术中的篮球中胎多使用橡胶、黑烟胶、多硫化剂、促进剂和防老剂等制成。具体的,现有技术中的篮球中胎需要经过一下步骤制成:塑炼、混炼、压延、裁切、贴片、成型、硫化、修整、检验。
3.虽然现有技术中可以采用天然橡胶作为篮球中胎制作的原材料,但是在生产制作过程中,为了能够对篮球中胎进行硫化,增强篮球中胎的弹性,还需要加入辅助硫化的化学试剂。尤其是高温的硫化生产过程中会产生刺鼻的气味,比如硫化氢、二氧化硫等,被作业人员吸入肺部后会对人体产生极大的危害。
4.另外,现有技术中篮球中胎的生产制造过程较为繁琐,生产时间长,且用于生产制造的设备多,占地面积较大。并且,现有技术中篮球中胎制作过程中,对受环境温度、湿度影响较大,容易因为制作环境变化使得篮球中胎的表面出现不规则,影响中胎圆度。
技术实现要素:
5.本实用新型其中一个目的是为了提出一种tpu中胎,解决了现有技术中胎制作时间长,且会产生有害气体的技术问题。本实用新型优选实施方案中能够达到诸多有益效果,具体见下文阐述。
6.为实现上述目的,本实用新型提供了以下技术方案:
7.本实用新型所述的tpu中胎包括中胎层,中胎层为tpu材料制成。
8.本实用新型一种优选或可选的技术方案中,中胎层为tpu发泡皮料制成。
9.本实用新型一种优选或可选的技术方案中,中胎层为一体结构。
10.本实用新型一种优选或可选的技术方案中,中胎层的厚度为2.5mm至 4.5mm。
11.本实用新型一种优选或可选的技术方案中,中胎层的邵氏硬度为30ha至 50ha。
12.本实用新型一种优选或可选的技术方案中,tpu中胎还包括内胆层和缠纱层,缠纱层位于内胆层与中胎层之间。
13.本实用新型一种优选或可选的技术方案中,缠纱层至少包括两个方向上沿着内胆表面缠绕的纱线。
14.本实用新型一种优选或可选的技术方案中,缠纱层为缠绕在内胆层表面的尼龙。
15.本实用新型一种优选或可选的技术方案中,缠纱层涂抹有粘胶,且缠纱层中的纱线通过粘胶与内胆层和/或中胎层粘贴。
16.本实用新型一种优选或可选的技术方案中,内胆层为丁基橡胶材料制成。
17.本实用新型所述的tpu中胎采用tpu皮料代替现有技术中的橡胶材料制作成中胎,不仅增加中胎的弹性,并且tpu中胎的制造过程更加简单,制造时间短。另一方面,tpu中胎制作过程中无需硫化作业,减少了制造过程中产生的有害气体。并且,tpu材料为热塑性材
料,在制作中胎的过程中受到环境温度和湿度的影响较小,能够提高产品质量的稳定性。
18.需要说明的是,本实用新型所述的tpu中胎与现有技术中橡胶中胎相比,不仅仅是制作过程中少了硫化环节,tpu的制造时间也比橡胶的制造时间短。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1是本发明一种优选实施方式tpu发泡中胎制造方法的流程图;
21.图2是本发明一种优选实施方式tpu发泡中胎制造的示意图;
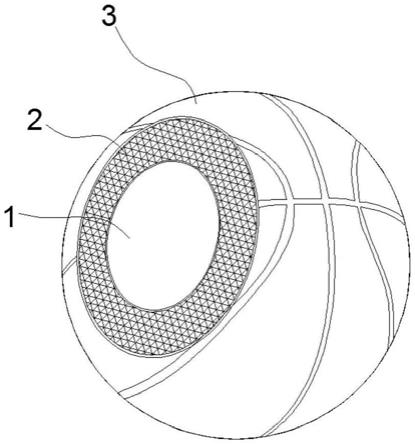
22.图3是本发明一种优选实施方式tpu发泡中胎的结构示意图。
23.图中:1-内胆层;2-缠纱层;3-中胎层。
具体实施方式
24.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
25.参照图2,本实用新型一种优选或可选的实施方式中,tpu中胎包括中胎层3,中胎层3为tpu材料制成。
26.本实用新型一种进一步优选或可选的实施方式中,中胎层3为tpu发泡皮料制成。
27.本实用新型一种进一步优选或可选的实施方式中,中胎层3为一体结构。
28.参照图1、图2,本实用新型一种优选或可选实施方式中,tpu中胎制造至少包括如下步骤:
29.s1、tpu发泡皮料贴片成型,将tpu发泡皮料裁剪成篮球片形状。
30.具体的,将发泡后的tpu皮料裁剪成能够构成球型的片状,进而得到tpu 发泡皮料贴片。然后利用多片发泡后的tpu皮料贴片拼接形成中胎层3。先制片然后在拼接形成中胎层3能有效保证中胎层3各处厚度一致,进而使得中胎各处弹性性能一致。
31.需要说明的是,上述步骤中所述的篮球片形状可以为现有技术中各类皮球制造过程中贴片形状。具体的,该形状与生产制造过程中采用贴片模具相适配。
32.s2、粘贴tpu发泡皮料贴片,将成型后的tpu发泡皮料贴片粘贴在缠纱后的内胆上。
33.具体的,将tpu发泡皮料贴片放置在模具中,然后将缠好纱线的内胆放置在模具中,利用模具对tpu发泡皮料贴片固定,并通过模具将tpu发泡皮料贴片粘贴在缠好纱线的内胆上。
34.s3、加热融合,将粘贴好tpu发泡皮料贴片的中胎放入磨具并加热,以使 tpu发泡皮料贴片融合为一体。
35.本实用新型一种进一步优选或可选实施方式中,加热融合步骤中利用磨具将成型的中胎加热至160℃至200℃,持续时间为2min至3min。
36.需要说明的是,tpu发泡皮料贴片在粘贴在内胆上的缠纱层上后,相邻两片tpu发泡皮料贴片之间拼接处存在间隙。利用模具对粘贴好tpu发泡皮料贴片的中胎加热,使表面tpu发泡皮料贴片处于半融状态时,利用模具挤压,使得相邻两片tpu发泡皮料贴片的连接处相互融合并连接,进而形成一体结构的中胎层3。
37.s4、降温修整,将加热融合后的中胎取出,降温,并对表面毛刺进行修整,以形成一个完整tpu中胎。
38.s5、检验,对上一步骤中制成的tpu中胎进行质检。
39.上述优选实施例中提供了一种以tpu发泡皮料为原材料制作tpu中胎。上述方法利用tpu发泡皮料制造tpu中胎时,无需对中胎进行硫化,不仅能简化中胎制作流程,缩短中胎制作周期,还能避免中胎硫化作业时产生有害气体,危害作业人员的身心健康。并且,由于上述tpu中胎对环境温度和湿度依赖小,进而通过上述方法生产出来的tpu中胎质量稳定,成品合格率高。
40.参照图1、图2,本实用新型一种进一步优选或可选实施方式中,tpu发泡皮料的制造至少包括如下步骤:
41.s11、tpu颗粒热熔:将tpu颗粒加热至液态。
42.本实用新型一种进一步优选或可选实施方式中,tpu颗粒热熔时的温度为: 170℃至180℃。
43.s12、添加发泡剂,在液态tpu中加入发泡剂。
44.s13、延展成型:将半液体化的tpu放入延展机,并通过延展机制成tpu 皮料。
45.s14、加热发泡:将上一步骤中制成的tpu皮料加热发泡,以制成tpu发泡皮料。
46.本实用新型一种进一步优选或可选实施方式中,tpu皮料加热发泡时的温度为:120℃至140℃。
47.本实用新型一种进一步优选或可选的实施方式中,tpu皮料加热发泡后得到的tpu发泡的厚度为2.5mm至4.5mm。优选的,中胎层3的厚度为2.5mm 至4.5mm。
48.本实用新型一种进一步优选或可选的实施方式中,tpu皮料加热发泡后得到的tpu发泡的邵氏硬度为30ha至50ha。进一步优选的,中胎层3的邵氏硬度为30ha至50ha。
49.本实用新型一种进一步优选或可选实施方式中,液态tpu经过延展机形成的tpu皮料的宽度为135cm至150cm。
50.一种优选或可选的实施方式中,tpu皮料发泡前的厚度为0.8mm至1.2mm。
51.需要说明的是,tpu材料的熔点为150℃。当tpu颗粒在锅炉中加热到 170℃至180℃时,tpu颗粒成为液态。然后向液态tpu中加入发泡剂,并将加入发泡剂的液态tpu导入延展机中,tpu材料温度迅速下降并延展为厚度为 0.8mm至1.2mm的tpu皮料。
52.由于tpu材料经过延展机时已经下降至发泡剂生效温度以下,为了进一步使得tpu皮料中的发泡剂生效,进一步将tpu皮料加热至120℃至140℃。进一步优选或可选的实施方式中,tpu皮料发泡后的厚度为3mm至4mm。具体的,上述实施例中经过延展机延展后的tpu皮料加热至120℃至140℃时, tpu皮料内产生孔,进而达到发泡的作用。
53.本实用新型一种进一步优选或可选的实施方式中,tpu中胎还包括内胆层 1和缠纱层2,缠纱层2位于内胆层1与中胎层3之间。
54.本实用新型一种进一步优选或可选的实施方式中,缠纱层2至少包括两个方向上
沿着内胆表面缠绕的纱线。
55.本实用新型一种进一步优选或可选的实施方式中,缠纱层2为缠绕在内胆层1表面的尼龙。
56.上述优选实施例中,缠纱层2至少包括两个方向上沿着内胆表面缠绕的纱线,能够提高缠纱层2各个方向上的抗拉性能,能够有效保护内胆层1,防止内胆变形。
57.本实用新型一种进一步优选或可选的实施方式中,缠纱层2涂抹有粘胶,且缠纱层2中的纱线通过粘胶与内胆层1粘贴。优选的,缠纱层2通过乳胶与内胆层1粘接。
58.进一步优选的,中胎层3与缠纱层2之间通过粘胶粘接。作为另一种可实施的技术方案,中胎层3通过热熔的方式使得缠纱层2嵌入中胎层3。具体的,通过加热中胎层3,使得中胎层3熔化或软化,进而利用模具对中胎层3加压使得缠纱层2中的纱线嵌入中胎层3。
59.上述优选实施例中,利用胶水将缠纱层2与内胆层1和/或中胎层3粘接,能够有效防止缠纱层2与内胆层1和/或中胎层3分层。
60.本实用新型一种进一步优选或可选的实施方式中,内胆层1为丁基橡胶材料制成。
61.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1