羽毛球拍自锁堵头及其羽毛球的拍制作方法与流程
1.本发明涉及运动器材领域,尤其涉及一种羽毛球拍自锁堵头及其羽毛球拍的制作方法。
背景技术:
2.随着生活水平的提高,羽毛球运动这种运动强度可控的全身运动,成为很多人参与的运动。设计生产一支适合市场的球拍成为广大厂商的方向。
3.因为羽毛球球速快,运动反应时间短,造成运动员在运动中需要快速挥拍,为减低运动消耗,市场需要轻质的,有减震功能的球拍。
4.碳纤维复合材料有较高的比模量和比强度,是一类非常优秀的结构材料,在国防、工业、建筑等行业得到了广泛的应用。非常适合羽毛球运动中对重量、强度、抗扭的需求,因碳纤维复合材料无可比拟的优势,已经广泛的应用在羽毛球拍产品上。
5.羽毛球拍一般由拍框,中管,手柄组成。常用的羽毛球拍中管是一种中空管状物,当拍框采用发泡成型技术加工时,一般是将含有环氧树脂的碳纤维复合材料预浸布卷制成管状的拍框预型件,发泡材料放置在拍框预型件中间,在环氧树脂硬化工艺前,流动的环氧树脂容易在发泡材料的挤压下进入中空的中管中,这样产生了几个隐患:第一,降低了发泡材料膨胀压力,容易造成拍框碳纤维复合材料基材层间接合不紧密,存在拍框强度不高的隐患;第二,发泡材料以及流动的环氧树脂易进入中管内部,生产出的球拍在打球时有一定几率会脱落,产生噪音,形成异音隐患。
6.现有的解决上述问题的常用方法是采用胶接工艺将中管靠近管状预型件的一端堵住,一般包括以下步骤:
7.1、制作堵头,一般采用塑胶注塑工艺制作。堵头采用“t”型布局,“t”型堵头下部和中管内腔连接,上部的两端和拍框连接;
8.2、在“t”型堵头上涂胶,将堵头与中管、拍框粘合在一起。
9.3、静置,等待胶硬化即可。
10.胶接工艺虽然操作简单,但同样存在一些弊病,例如:由于在球拍加工时主要出现变形的位置是在中管上,因此中管的刚度控制是球拍成型工艺的关键技术管控点,一般会选配中管的刚度并作记号,并使记号处于球拍的正面,但采用胶接工艺,在接合胶硬化后若出现异常则不容易调整中管位置,整体操作容错率较低;在后续环氧树脂硬化工艺中,由于模具里的温度在150℃左右,容易出现接合胶软化造成胶合不良,存在脱胶和球拍在使用时异音的风险。
技术实现要素:
11.为解决上述胶接工艺存在的技术问题,本发明提供一种羽毛球拍自锁堵头及其羽毛球拍的制作方法。
12.本发明提供的技术方案如下:一种羽毛球拍自锁堵头,包括第一连接块、第二连接
块,第一连接块两端与拍框预型件连接,第二连接块一端与第一连接块转动连接,第二连接块另一端上设置有自锁结构,自锁结构与中管固定连接。
13.进一步地,第一连接块上设置连接孔,第二连接块上设置转动块,转动块可在连接孔内转动。
14.进一步地,连接孔包括卡接孔和限位孔,卡接孔设置在限位孔上方,卡接孔直径大于限位孔直径,第二连接块包括转动块和插入件,自锁结构设置在插入件上,转动块设置在插入件上方,插入件可穿过卡接孔和限位孔,带动转动块抵接在卡接孔和限位孔连接处,转动块可在卡接孔内转动。
15.进一步地,自锁结构自锁结构包括凸起和侧翼,凸起设置在插入件侧壁,侧翼包括自由端和固定端,自由端设置在凸起外侧并朝向转动块,固定端连接在插入件侧壁,自由端向插入件压迫时在凸起和固定端间形成鼓起的空腔,插入件和空腔整体与中管过盈配合。
16.进一步地,侧翼自由端水平位置位于凸起和转动块水平位置中间。
17.进一步地,侧翼自由端与插入件贴合处的外径与限位孔直径相一致。
18.进一步地,凸起与转动块底部间的距离大于限位孔的轴向长度。
19.进一步地,转动块的轴向长度与卡接孔的轴向长度相一致。
20.进一步地,限位孔的直径与中管内径相同。
21.本发明提供一种羽毛球拍的制作方法,使用上述的羽毛球拍自锁堵头,包括如下步骤:
22.s1、制作带发泡材料拍框预型件、选配中管的刚度并作记号;
23.s2、将二连接块的自锁结构与中管内壁过盈配合,再将第一连接块的两端入拍框预型件两端的位置,以堵住拍框预型件两端;
24.s3、通过调整中管的位置,使记号处于拍框预型件的正面。
25.本发明的优势在于:组合结构可在实现堵头与中管自锁功能的情况下保留中管绕中心轴旋转的能力,既能够将发泡材料堵住形成完美的密闭空间,适合后续发泡材料膨胀,同时方便调整中管的位置,利于中管刚度的选配,提升加工出的球拍打感的一致性;堵头与中管间的自锁方式不需要使用胶粘剂,避免了加工出的球拍中管与堵头连接处脱胶造成的异音风险。
附图说明
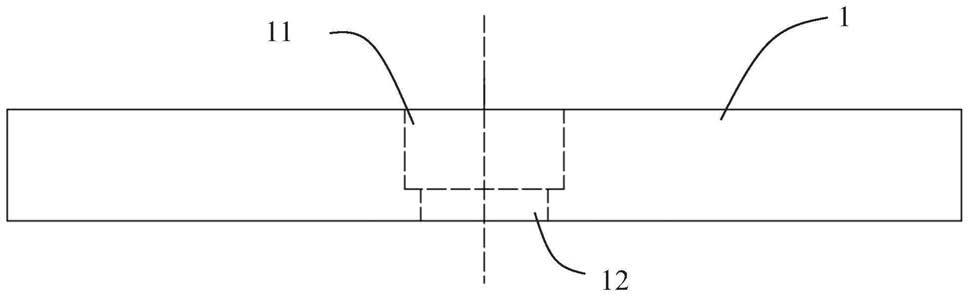
26.图1为第一连接块结构示意图;
27.图2为第二连接块结构示意图;
28.图3为自锁堵头整体结构示意图;
29.图4为自锁堵头使用状态示意图。
具体实施方式
30.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
31.本发明的自锁堵头结构是在羽毛球拍加工过程中使用,是针对现有技术中拍框预型件与中管采用胶接工艺时存在的弊病进行的改进,尤其球拍在制作过程中的主要变形位置在中管上,中管的刚度控制是球拍成型工艺的关键技术管控点。
32.一般中管采用碳纤维复合材料制作而成,所使用的补强材料是纤维类的材料,是典型的各向异性的材料,虽然业内的研发人员在设计时都会通过纤维的角度、层数来达到中管批次产品一致性,但实际上,加工出的中管的各个位置还是存在一定的差异。
33.为保证生产出的球拍打感的一致性,在球拍制作工艺中会选配中管的刚度并作记号,并使记号正好处于球拍的正面,这样对中管的选配能保证加工出球拍的实际打感更容易和所设计的相匹配,现有的胶接工艺无法实现中管绕中心轴的旋转,尤其在球拍批量化生产中,由于胶硬化导致无法调整中管的位置,使记号正好位于球拍正面,使得中管刚度选配操作容错率低;同时易发生后续加工中胶软化,造成球拍使用时的异音风险。
34.本发明的自锁堵头为组合结构,包括第一连接块1、第二连接块2,第一连接块两端与拍框预型件连接,第二连接块2一端与第一连接块1转动连接,另一端上设置自锁结构,通过自锁结构与中管3固定连接,代替胶接的同时实现中管可绕拍框预型件转动。
35.如图1所示,第一连接块1呈杆状,杆体轴向中间位置一体设置径向的卡接孔11和限位孔12,用于与第二连接块2配合,二者的圆心位置位于同一条垂直轴上,卡接孔11位于限位孔12上方,卡接孔11的直径大于限位孔12直径,用于与第二连接块2配合时限制第二连接块2的向下滑动;限位孔12的直径与中管3的内径相同,使得第二连接块2能通过限位孔12与中管3更好地配合。
36.如图2、3所示,第二连接块2整体呈短杆状,包括转动块21、插入件22;转动块21位于插入件22的轴向正上方,和插入件22一体设置,转动块21的轴向长度与卡接孔11的轴向长度相一致,保证转动块21在与卡接孔11配合时不突出;转动块21直径小于卡接孔11的直径且大于限位孔12的直径,使转动块21能抵接在卡接孔11和限位孔12中间,转动块21能与卡接孔11间存留一定缝隙,实现转动块21在卡接孔11内的转动;插入件22的外径小于限位孔12直径,便于更好的与限位孔12和中管3配合。
37.在插入件22上设置自锁结构,用于与中管3配合时实现自锁结构与中管3的过盈配合。自锁结构包括凸起221侧翼222,凸起221位于靠近转动块21的一侧周向设置,侧翼222呈片状且对称设置。
38.侧翼222包括固定端和自由端,固定端位于远离转动块21的一侧,与插入件固定连接,自由端朝向转动块21并具有一定弹性,自由端位于凸起221外侧,水平位置在凸起221和转动块21水平位置中间,以保证侧翼222向插入件21贴近时不会被转动块21绊住;沿自由端向插入件22的方向施力时,自由端与插入件22贴合处的外径与限位孔12直径相一致,以保证与限位孔12更好的配合;且由于凸起221的存在,自由端在与插入件22贴近时在凸起221下方和固定端间形成鼓起的空腔223。
39.侧翼222展开时的自由端的外径大于限位孔12直径,以保证侧翼222顶部被限位孔12往插入件22方向压紧时,插入件22与空腔223整体的最大处外径大于中管3内径,使得插入件22在与中管3配合时更好地形成过盈配合。
40.凸起221与转动块21底部间的距离大于限位孔12的轴向长度,保证插入件22与限位孔12配合时,凸起221能穿过限位孔12,使限位孔12将侧翼222的自由端完全抵接在凸起
221上方。
41.如图3、4所示,自锁堵头使用时需第一连接块1与第二连接块2相配合,使用前,可先进行验证,将插入件22通过卡接孔11穿过限位孔12,带动转动块21与卡接孔12抵接并使第二连接块2可绕第一连接块2转动,当转动块21和卡接孔11抵接时,限位孔12正好将侧翼222的自由端紧紧压制在凸起221上部,形成鼓起的空腔223,如果插入件22和空腔223的整体外径大于中管3内径,则验证完成,验证完成后即可将第二连接块2从卡接孔11处拔出。
42.使用时,先将含有环氧树脂的碳纤维复合材料预浸布卷制成管状的拍框预型件,发泡材料放置在拍框预型件中间,预形件长度和球拍的周长相同;再取第一连接块1,使限位孔111贴合在中管3的顶端,限位孔111与中管3的中空处对齐,再取第二连接块2,将第二连接块2的插入件22从第一连接块1的卡接孔11处插入,插入件22和空腔223整体与中管3中空处形成过盈配合,实现与中管3的自锁,同时中管3连同插入件22可在中管3中心轴线上绕第一连接块1周向转动,如此保证自锁堵头结构与中管3自锁的同时保留中管3绕中心轴旋转的能力。
43.进一步,再将第一连接块1的两端插入带发泡材料的拍框预型件两端的位置,由于转动块21在与卡接孔11配合时不突出,能更好地堵住拍框预型件两端,利于发泡材料发泡和环氧树脂固化,通过调整中管3的位置,使得刚度记号位于拍框预型件正面。
44.进一步,将带有该自锁堵头结构的拍框预型件和中管3进行三通处接合定位,使用专用预浸布将三通处层层包起来,确保固化后的结构强度;将整个拍框预型件连同接合好的中管放入对应的模具中,推入成型台,加热到150
±
5℃,进行发泡、环氧树脂固化的过程,30分钟后冷却模具,即可成型出粗胚。
45.最后,将粗胚表面钻孔、表面打磨光滑,组接手柄,进行涂料装饰,配合后套、柄皮、单粒钉等配料,生产加工出一只球拍。
46.现提供一种带具体参数的例子来进一步阐述自锁堵头的结构。
47.实施例1
48.中管3的内径为5.0mm,限位孔12的直径为5.0mm,插入件22上两侧侧翼222展开时自由端的直径为5.4mm,侧翼222自由端在与插入件22相贴合后,贴合处的外径为5.0mm,插入件22和空腔223的整体外径可达5.2mm。
49.以上所述仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专利的技术人员在不脱离本发明技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1