一种盒子自动塞片机的制作方法
1.本发明涉及木材加工领域,更具体地说,涉及一种盒子自动塞片机。
背景技术:
2.木材加工是对木材本身进行机械化流程操作最后得到成品的工艺,盒子塞片就是其中一种,传统的加工机器多为分开单独工作,通过一系列机器单独加工后得到成品,对盒子进行塞片得到一种新的四棱台形状的盒子是现有技术中没有的。
技术实现要素:
3.针对现有技术中存在的问题,本发明的目的在于提供一种盒子自动塞片机,它可以通过先将盒子倒扣在盒子控制区上,然后对盒子进行边缘开槽,开好槽之后再进行槽内点胶,在开槽的同时准备塞片,通过将木条放入供料区后,自动对木条进行推动,切料区会将木条切割成塞片,然后塞片区自动将木片塞入点胶后的槽内,完成四棱台形状的盒子制造,将工序组合到一个机器上后,大大节约了成本和加工时间,同时机器看护人员也减少很多,减轻了工人的负担。
4.为解决上述问题,本发明采用如下的技术方案。
5.一种盒子自动塞片机,包括机架、用于提供木条的供料区、用于将木条切成塞片的切料区、塞片区、开槽点胶区和控制机构;所述切料区、塞片区、开槽点胶区和控制机构均设置在机架上;盒子的拐角处设有塞片槽;以所述控制机构为中心,盒子安装在控制机构上,由控制机构控制转动切换拐角;开槽点胶区用于在盒子拐角处开槽使塞片槽形成,再对塞片槽内部点胶以便于塞片固定;供料区、切料区、塞片区沿靠近盒子控制区方向依次排布,构成了在塞片槽内安装塞片的处理组件,通过先将盒子倒扣在盒子控制区上,然后对盒子进行边缘开槽,开好槽之后再进行槽内点胶,在开槽的同时准备塞片,通过将木条放入供料区后,自动对木条进行推动,切料区会将木条切割成塞片,然后塞片区自动将木片塞入点胶后的槽内,完成四棱台形状的盒子制造,将工序组合到一个机器上后,大大节约了成本和加工时间,同时机器看护人员也减少很多,减轻了工人的负担。
6.进一步的,所述盒子控制区包括载台、涡轮减速器、一对通槽、一对吸盘和伺服电机;所述涡轮减速器固定安装在机架上,载台和涡轮减速器转动连接,伺服电机连接在涡轮减速器上并位于载台下侧,一对通槽开设在载台上,一对吸盘固定安装在载台下侧并从通槽延伸至载台上侧;盒子倒扣在载台上端并与所述吸盘接触,通过将盒子进行倒扣放置同时利用吸盘进行稳固,使得后续加工更加稳定。
7.进一步的,所述开槽点胶区包括铁架、切割片、驱动电机、第一电动滑轨、第二电动滑轨、点胶机和罩子;所述第一电动滑轨和第二电动滑轨上下分布,呈十字交叉安装在机架上,铁架安装在第一电动滑轨上;所述驱动电机和罩子均固定安装在铁架上,驱动电机位于罩子正下方,切割片转动安装在罩子内并与驱动电机的电机轴连接,切割片一部分位于罩子内,另一部分延伸出罩子并朝向载台;所述切割片和点胶机的点胶头在同一水平线上,通
过对盒子进行开槽后直接点胶,并且在开槽时利用鼓风机将木屑吸走,防止木屑存在点胶固定不牢靠,并且开槽的位置能够在z轴和x轴自由移动,更加方便配合不同规格的盒子。
8.进一步的,所述塞片区包括直角支架、一对夹爪、双向气缸和电动转盘;所述直角支架固定安装在机架上,电动转盘安装在直角支架上,双向气缸连接在电动转盘上,一对夹爪分别固定安装在双向气缸的两侧,任一夹爪夹持塞片时和塞片槽位于同一水平线,通过一对夹爪分别同时进行一塞一取的形式,节约了工作时间,提高了工作效率。
9.进一步的,所述切料区包括架子、伸缩缸、切割刀具、驱动马达、隔挡板、废屑罩和下压气缸;所述架子安装在塞片区外侧,驱动马达滑动安装在架子的一面上,伸缩缸固定安装在架子的另一面上,伸缩缸和驱动马达连接;隔挡板安装在架子顶部,位于驱动马达上侧,废屑罩固定安装在隔挡板下侧;切割刀具位于废屑罩内,驱动马达的电机轴延伸至废屑罩内与切割刀具固定连接;隔挡板内设有供切割刀具上下进出的贯穿槽,废屑罩内设有供驱动马达的电机轴移动的开口穿槽,下压气缸安装在隔挡板上,用于切割刀具切割木条时进行稳固,通过废屑罩将废屑收集,避免污染环境。
10.进一步的,所述供料区包括驱动电轨、推杆、一对限位推动机构组成的上料组件和限位条;所述驱动电轨安装在切料区外侧,推杆安装在驱动电轨上,一对限位推动机构安装在驱动电轨靠近推杆的方向,限位条安装在机架上,位于一对限位推动机构和驱动电轨之间,推杆位于一对限位推动机构和限位条之间;一对所述限位推动机构沿推杆移动方向对称安装,通过在供料时能够储存多块木条,同时能够自动进行木条补充,在补充的同时还能够对木条进行夹紧稳固,使得切割时不会出现切割倾斜的现象。
11.进一步的,所述限位推动机构包括限位块、推动气缸、开口、限位槽和贯穿口;所述限位块固定安装在机架上,贯穿口开设在机架内并位于两个限位块之间,推动气缸固定安装在贯穿口内,限位槽开设在限位块内,开口开设在限位块内靠近限位条的方向,开口连通限位槽,开口的高度大于一个木条厚度小于两个木条厚度,推动气缸凸出机架的高度小于一个木条厚度,通过开口使得木条上料时更加方便。
12.进一步的,所述盒子整体为四棱台的形状,通过载台的尺寸大小和盒子匹配,使得切割时不会出现盒子的移动造成成本浪费。
13.进一步的,所述废屑罩或罩子连接有鼓风机,用于将废屑吸走,能够及时进行废屑的处理。
14.进一步的,所述处理组件与开槽点胶区位于盒子的拐角处,处理组件和开槽点胶区均设有两组,两组处理组件位置相邻,则两组开槽点胶区位置相邻,加快了盒子加工完成的效率,同时减少了机器在长度方向的占地长度。
15.相比于现有技术,本发明的优点在于:(1)本方案通过先将盒子倒扣在盒子控制区上,然后对盒子进行边缘开槽,开好槽之后再进行槽内点胶,在开槽的同时准备塞片,通过将木条放入供料区后,自动对木条进行推动,切料区会将木条切割成塞片,然后塞片区自动将木片塞入点胶后的槽内,完成四棱台形状的盒子制造,将工序组合到一个机器上后,大大节约了成本和加工时间,同时机器看护人员也减少很多,减轻了工人的负担。
16.(2)本方案通过将盒子进行倒扣放置同时利用吸盘进行稳固,使得后续加工更加稳定。
17.(3)本方案通过对盒子进行开槽后直接点胶,并且在开槽时利用鼓风机将木屑吸走,防止木屑存在点胶固定不牢靠,并且开槽的位置能够在z轴和x轴自由移动,更加方便配合不同规格的盒子。
18.(4)本方案通过在点胶后立刻进行塞片,防止点胶过后长时间等待,胶水凝固的现象。
19.(5)本方案通过在供料时能够储存多块木条,同时能够自动进行木条补充,在补充的同时还能够对木条进行夹紧稳固,使得切割时不会出现切割倾斜的现象。
20.(6)本方案通过将供料区、切料区、塞片区和开槽点胶区均设为两组,加快了盒子加工完成的效率。
附图说明
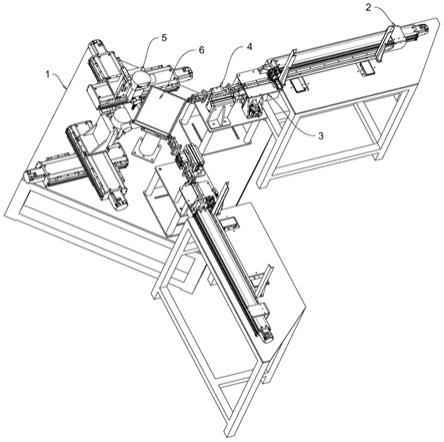
21.图1为本发明的结构示意图;图2为本发明取下盒子后的结构示意图;图3为本发明图2中盒子控制区处的结构示意图;图4为本发明图2中开槽点胶区处的结构示意图;图5本发明图2中切料区处和塞片区处的结构示意图;图6本发明图2中塞片区处的结构示意图;图7本发明加工后得到的盒子的示意图;图8本发明图2中限位推动机构处的结构示意图;图9本发明图8中限位块的立体结构示意图。
22.图中标号说明:机架1、供料区2、驱动电轨21、推杆22、限位推动机构23、限位块231、推动气缸232、开口233、限位槽234、贯穿口235、限位条24、切料区3、架子31、伸缩缸32、切割刀具33、驱动马达34、隔挡板35、废屑罩36、下压气缸37、塞片区4、直角支架41、夹爪42、双向气缸43、电动转盘44、开槽点胶区5、铁架51、切割片52、驱动电机53、第一电动滑轨54、第二电动滑轨55、点胶机56、罩子57、盒子6、盒子控制区7、载台71、涡轮减速器72、通槽73、吸盘74、伺服电机75。
具体实施方式
23.请参阅图1-9的一种盒子自动塞片机,它包括机架1、用于提供木条的供料区2、用于将木条切成塞片的切料区3、塞片区4、开槽点胶区5和控制机构7;切料区3、塞片区4、开槽点胶区5和控制机构7均设置在机架1上;盒子6的拐角处设有塞片槽;以控制机构7为中心,盒子6安装在控制机构7上,由控制机构7控制转动切换拐角;开槽点胶区5用于在盒子6拐角处开槽使塞片槽形成,再对塞片槽内部点胶以便于塞片固定;供料区2、切料区3、塞片区4沿靠近盒子控制区7方向依次排布,构成了在塞片槽内安装塞片的处理组件,通过先将盒子倒扣在盒子控制区上,然后对盒子进行边缘开槽,开好槽之后再进行槽内点胶,在开槽的同时准备塞片,通过将木条放入供料区后,自动对木条进行推动,切料区会将木条切割成塞片,然后塞片区自动将木片塞入点胶后的槽内,完成四棱台形状的盒子制造,将工序组合到一个机器上后,大大节约了成本和加工时间,同时机器看护人员也减少很多,减轻了工人的负
担。
24.如图3-5所示,盒子控制区7包括载台71、涡轮减速器72、一对通槽73、一对吸盘74和伺服电机75;涡轮减速器72固定安装在机架1上,载台71和涡轮减速器72转动连接,伺服电机75连接在涡轮减速器72上并位于载台71下侧,一对通槽73开设在载台71上,一对吸盘74固定安装在载台71下侧并从通槽73延伸至载台71上侧;盒子6倒扣在载台71上端并与吸盘74接触,通过将盒子进行倒扣放置同时利用吸盘进行稳固,使得后续加工更加稳定。开槽点胶区5包括铁架51、切割片52、驱动电机53、第一电动滑轨54、第二电动滑轨55、点胶机56和罩子57;第一电动滑轨54和第二电动滑轨55上下分布,呈十字交叉安装在机架1上,铁架51安装在第一电动滑轨54上;驱动电机53和罩子57均固定安装在铁架51上,驱动电机53位于罩子57正下方,切割片52转动安装在罩子57内并与驱动电机53的电机轴连接,切割片52一部分位于罩子57内,另一部分延伸出罩子57并朝向载台71;切割片52和点胶机56的点胶头在同一水平线上,通过对盒子进行开槽后直接点胶,并且在开槽时利用鼓风机将木屑吸走,防止木屑存在点胶固定不牢靠,并且开槽的位置能够在z轴和x轴自由移动,更加方便配合不同规格的盒子。塞片区4包括直角支架41、一对夹爪42、双向气缸43和电动转盘44;直角支架41固定安装在机架1上,电动转盘44安装在直角支架41上,双向气缸43连接在电动转盘44上,一对夹爪42分别固定安装在双向气缸43的两侧,任一夹爪42夹持塞片时和塞片槽位于同一水平线,通过一对夹爪分别同时进行一塞一取的形式,节约了工作时间,提高了工作效率。
25.如图5-6所示,切料区3包括架子31、伸缩缸32、切割刀具33、驱动马达34、隔挡板35、废屑罩36和下压气缸37;架子31安装在塞片区4外侧,具体是架子31安装在直角支架41外侧远离载台71的方向,驱动马达34滑动安装在架子31的一面上,伸缩缸32固定安装在架子31的另一面上,伸缩缸32和驱动马达34连接;隔挡板35安装在架子31顶部,位于驱动马达34上侧,废屑罩36固定安装在隔挡板35下侧;切割刀具33位于废屑罩36内,驱动马达34的电机轴延伸至废屑罩36内与切割刀具33固定连接;隔挡板35内设有供切割刀具33上下进出的贯穿槽,废屑罩36内设有供驱动马达34的电机轴移动的开口穿槽,下压气缸37安装在隔挡板35上,用于切割刀具33切割木条时进行稳固,通过废屑罩将废屑收集,避免污染环境。供料区2包括驱动电轨21、推杆22、一对限位推动机构23组成的上料组件和限位条24;驱动电轨21安装在切料区3外侧,具体的驱动电轨21安装在架子31外侧远离直角支架41的方向,推杆22安装在驱动电轨21上,一对限位推动机构23安装在驱动电轨21靠近推杆22的方向,限位条24安装在机架1上,位于一对限位推动机构23和驱动电轨21之间,推杆22位于一对限位推动机构23和限位条24之间;一对限位推动机构23沿推杆22移动方向对称安装,通过在供料时能够储存多块木条,同时能够自动进行木条补充,在补充的同时还能够对木条进行夹紧稳固,使得切割时不会出现切割倾斜的现象。
26.如图8-9所示,限位推动机构23包括限位块231、推动气缸232、开口233、限位槽234和贯穿口235;限位块231固定安装在机架1上,贯穿口235开设在机架1内并位于两个限位块231之间,推动气缸232固定安装在贯穿口235内,限位槽234开设在限位块231内,开口233开设在限位块231内靠近限位条24的方向,开口233连通限位槽234,开口233的高度大于一个木条厚度小于两个木条厚度,推动气缸232凸出机架1的高度小于一个木条厚度,通过开口使得木条上料时更加方便。盒子6整体为四棱台的形状,通过载台的尺寸大小和盒子匹配,
使得切割时不会出现盒子的移动造成成本浪费。废屑罩36和罩子57均连接有鼓风机,用于将废屑吸走,能够及时进行废屑的处理。处理组件与开槽点胶区5位于盒子6的拐角处,处理组件和开槽点胶区5均设有两组,两组处理组件位置相邻,则两组开槽点胶区5位置相邻,加快了盒子加工完成的效率,同时减少了机器在长度方向的占地长度。
27.当需要加工时,如图1-3所示,先将盒子6倒扣在载台71上,启动吸盘74将盒子6吸附,然后启动伺服电机75,使得涡轮减速器72带动载台71转动,从而盒子6进行切割开槽的角度调整。
28.如图4所示,启动第一电动滑轨54和第二电动滑轨55,将铁架51以及安装在铁架51上的零部件带动,从而完成在z轴和x轴的移动,使得切割片52到达盒子6待切割位置,然后第二电动滑轨55继续运动,同时打开驱动电机53,然后切割片52开始转动,对盒子进行切割,切割完成后,第二电动滑轨55后退,然后再次启动伺服电机75,使得涡轮减速器72带动载台71转动,从而盒子6进行点胶的角度调整,然后第一电动滑轨54和第二电动滑轨55再次启动,将点胶机56停在开好的槽为位置,然后启动第二电动滑轨55进行深入槽内点胶,然后回退。
29.如图1、2、8和9所示,将木条放入限位槽234内,然后启动推动气缸232,使得木条从开口233内移出,然后被推动气缸232推动抵在限位条24上,其他的木条暂时停在推动气缸232上,然后启动驱动电轨21使得推杆22推动木条移动。
30.如图5-6所示,当木条移动到隔挡板35上时,下压气缸37启动,将木条压住,然后驱动马达34启动,使得切割刀具33转动,然后伸缩缸32带动驱动马达34和切割刀具33上移,使得木条被切割刀具33切割,然后双向气缸43启动,将一个夹爪42向切割刀具33方向推动,然后切割好的木片被夹爪42夹住后,双向气缸43复位,此时塞片准备工作完成。
31.如图1-9所示,启动伺服电机75,使得涡轮减速器72带动载台71转动,从而盒子6进行塞片的角度调整,角度调整好后双向气缸43被电动转盘44带动转动180
°
,使得带有塞片的夹爪42就位,然后双向气缸43启动,将塞片塞入点胶后的槽内,得到图7中盒子6的样子。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1