一种多层实木复合芯板的自动粘合设备的制作方法
1.本实用新型属于乐器加工技术领域,尤其涉及一种多层实木复合芯板的自动粘合设备。
背景技术:
2.在传统的板材拼合技术中,需要使用到胶水把各层板材粘合于一体,传统的涂胶方式是人工手动对各层板材进行涂胶,需要花费大量时间,而且在对中芯板材涂胶时,需要双面涂刷,人工操作过程中极易沾抹到板材上胶水,会导致涂胶不均匀,而胶水沾在衣服和皮肤上极难清洗,长时间接触还可能刺激损伤皮肤。在涂胶完成后,还需要工操作手动把各薄板粘合于一体,并长时间按压薄板等待胶水干涸,以保证各薄板粘合于一体不松散开,以及确保板材拼接后的平整性,整个拼接操作费时费力,劳动强度大,花费时间长,板材拼接工作效率低,板材拼接质量也不稳定;不利于提升生产效率。
3.因此,研制一种能够自动涂胶、拼接板材的设备是解决问题的关键。
技术实现要素:
4.本实用新型在于提供一种多层实木复合芯板的自动粘合设备。
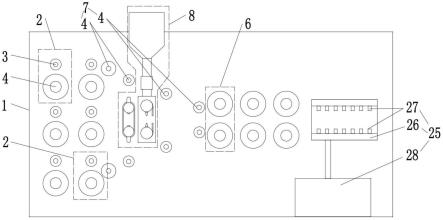
5.本实用新型通过以下技术方案实现:包括机架组件,和依次设置于机架组件上的供料棍组、粘合棍组,所述机架组件的进料端自下而上设置有至少三行供料棍组,在供料棍组的出料端设置涂胶装置,所述涂胶装置的出料端设置粘合棍组,所述涂胶装置的出料端与粘合棍组的进料口处于同一水平线,在所述涂胶装置下方和上方分别设置有引导棍组,两引导棍组设置呈八字形结构,两引导棍组组合呈的尖部则指向粘合棍组的进料口,在所述粘合棍组的出料端依次设置干燥机构,所述粘合棍组至少有两组,各粘合棍组由垂向排列的两根压合棍构成。
6.进一步的,所述的涂胶装置包括辅上胶机构和主涂胶机构,所述辅上胶机构和主涂胶机构沿芯板前进方向通过支座设置于机架组件的任一侧上,所述主涂胶机构包括储胶仓、分胶仓、给胶驱动、推胶活塞、涂胶分配管、胶刷,所述储胶仓的底部设置有分胶仓,所述分胶仓一端设置推胶活塞,推胶活塞连接给胶驱动,给胶驱动带动推胶活塞在分胶仓中往复运动,另一端设置两跟与之联通的涂胶分配管,两涂胶分配管的轴心线垂直于储胶仓的轴心线,使分胶仓与两涂胶分配管组合设置呈“u”字形结构,各所述涂胶分配管的内侧沿轴心线均设有出胶微孔,在出胶微孔后侧设置有胶刷,所述的储胶仓与分胶仓之间设置有控制阀。
7.进一步的,所述的辅上胶机构包括上胶驱动、分胶管、涂胶管和支架,所述涂胶管平行设置于支架上,使涂胶管与支架连接组合呈框型结构,在各所述涂胶管的内侧设置有涂胶喷头,在各所述涂胶管的外侧设置有分胶管,分胶管连接上胶驱动,所述上胶驱动连接储胶罐。
8.本实用新型的有益效果是:本实用新型结构简单紧凑,能对板材进行自动涂胶操
作,能对板材的正反面同步涂胶,涂胶速度快,提升了涂胶效率;涂胶后能自动拼接压合和干燥,拼接压合稳定可靠,还加快了胶水的干燥速度,替代了人工手动操作,有效解放劳动力,降低劳动强度;而且采用双重涂胶工序,保证涂胶均匀,保证粘合前的预处理加工质量,粘合棍组多重压合保证了板材的拼接压合平整性,进而提升了板材的粘合质量,最终达到提升生产效率目的。
附图说明
9.图1为本实用新型的结构示意图;
10.图2为本实用新型的俯视结构示意图;
11.图3为本实用新型中涂胶装置的俯视结构示意图;
12.图4为本实用新型中主涂胶机构的结构示意图;
13.图5为本实用新型中辅上胶机构的结构示意图;
14.图中标号:1~机架组件,2~供料棍组,3~大棍,4~小棍,5~粘合棍组,6~压合棍,7~引导棍组,8~涂胶装置,9~主涂胶机构,10~储胶仓,11~分胶仓,12~给胶驱动,13~推胶活塞,14~涂胶分配管,15~胶刷,16~出胶微孔,17~张紧卡爪,18~辅上胶机构,19~上胶驱动,20~分胶管,21~涂胶管,22~涂胶喷头,23~支架,24~控制阀,25~干燥机构,26~干燥箱体,27~吹风头,28~干燥风机。
具体实施方式
15.为了使本技术领域的技术人员能更好地理解本实用新型的技术方案,下面结合附图对其具体实施方式进行详细的说明。
16.如图1~5所示的多层实木复合芯板的自动粘合设备,包括机架组件1,和依次设置于机架组件1上的供料棍组2、粘合棍组5,所述机架组件1的进料端自下而上设置有至少三行供料棍组2,在供料棍组2的出料端设置涂胶装置8,所述涂胶装置8的出料端设置粘合棍组5,所述涂胶装置8的出料端与粘合棍组5的进料口处于同一水平线,在所述涂胶装置8下方和上方分别设置有引导棍组7,两引导棍组7设置呈八字形结构,两引导棍组7组合呈的尖部则指向粘合棍组5的进料口,在所述粘合棍组5的出料端依次设置干燥机构25,所述粘合棍组5至少有两组,各粘合棍组5由垂向排列的两根压合棍6构成。
17.各所述的引导棍组7由至少三根小棍4排列而成。
18.各所述粘合棍组5的任一压合棍6连接驱动电机。
19.所述的涂胶装置8包括辅上胶机构18和主涂胶机构9,所述辅上胶机构18和主涂胶机构9沿芯板前进方向通过支座设置于机架组件1的任一侧上,所述主涂胶机构9包括储胶仓10、分胶仓11、给胶驱动12、推胶活塞13、涂胶分配管14、胶刷15,所述储胶仓10的底部设置有分胶仓11,所述分胶仓11一端设置推胶活塞13,推胶活塞13连接给胶驱动12,给胶驱动12带动推胶活塞13在分胶仓11中往复运动,另一端设置两跟与之联通的涂胶分配管14,两涂胶分配管14的轴心线垂直于储胶仓10的轴心线,使分胶仓11与两涂胶分配管14组合设置呈“u”字形结构,各所述涂胶分配管14的内侧沿轴心线均设有出胶微孔16,在出胶微孔16后侧设置有胶刷15,所述的储胶仓10与分胶仓11之间设置有控制阀24。
20.所述的辅上胶机构18包括上胶驱动19、分胶管20、涂胶管21和支架23,所述涂胶管
21平行设置于支架23上,使涂胶管21与支架23连接组合呈框型结构,在各所述涂胶管21的内侧设置有涂胶喷头22,在各所述涂胶管21的外侧设置有分胶管20,分胶管20连接上胶驱动19,所述上胶驱动19连接储胶罐。
21.所述的涂胶分配管14的自由端设置有张紧卡爪17,所述张紧卡爪17设置呈“[”状,在其上下两个卡部内侧设置有缓冲垫。
[0022]
各所述的供料棍组2由大棍3和小棍4构成,所述小棍4设置于大棍3的正上方,二者间隙设置,且任一供料棍组2的大棍3连接驱动电机。
[0023]
所述的干燥机构25包括干燥箱体26、吹风头27和干燥风机28,所述干燥箱体26的内下底面、内上底面分别均设有吹风头27,各所述吹风头27通过管网连接干燥风机28。
[0024]
所述的干燥风机28为具有加热功能的多功能干燥风机。
[0025]
所述的给胶驱动12为气缸或液压缸。
[0026]
所述的上胶驱动19为液泵。
[0027]
本实用新型的工作方式:把需粘合的上薄板放置于最上方的供料棍组2上,中芯板材放置中间的供料棍组2上,下薄板放置于最下方的供料棍组2上,随后启动供料棍组2运行,上薄板和下薄板在输送过程中经过引导棍组7引导直接被输送至粘合棍组5的进料口,而中芯板材则先进入涂胶装置8经过辅上胶机构18、主涂胶机构9对其正反面涂胶后再输送至粘合棍组5的进料口;随后,上薄板、中芯板材和下薄板同步进入粘合棍组5,在粘合棍组5的多次施力压合下使上薄板、下薄板压制粘合在中芯板材上成为板材,压制粘合出的板材则进入干燥机构25,通过吹风头27同时向板材的正反面吹出热风或冷风,以加快板材上粘合胶水的干燥速度,经干燥处理后的板材即可用于加工。
[0028]
在上述粘合工作中涂胶装置8的涂胶工作方式为:中芯板材先从辅上胶机构18的两涂胶管21之间穿过,上胶驱动19通过分胶管20向各个涂胶管21输送稠度低胶水,使涂胶管21通过涂胶喷头22先分别中芯板材的正反面涂抹一层薄胶作为底胶;随后,涂有底胶的中芯板材从主涂胶机构9的两涂胶分配管14之间穿过,此时储胶仓10中的胶水进入分胶仓11后,给胶驱动12驱动推胶活塞13运动,把分胶仓11中的胶水推送到两涂胶分配管14中,再由出胶微孔16把胶水涂抹到中芯板材上,最后由胶刷15进一步涂抹胶水,保证胶水均匀分布在中芯板材的正反面上,完成涂胶的中芯板材则输送至粘合棍组5的进料端进行粘合压制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1