一种家具板材生产加工用定位冲孔装置及加工方法与流程
1.本发明涉及冲孔技术领域,具体涉及一种家具板材生产加工用定位冲孔装置及加工方法。
背景技术:
2.当今社会,家具生产致力于依托环保家居理念,发展健康家居生活。而且板材都是采用环保板材,保证了消费者的身体健康。现有的环保板材结构轻巧,造价也低,而且部分还采用高分子式原理,把再生资源秸秆、木粉、竹粉等混合配合,连续压板,高温重压形成。由于质量轻,环保板材多采用三层和多层结构。而现有技术在对家具板材进行生产加工过程中,由于被加工的板材打孔面不一定是平面,而板材加工斜面对应竖直的钻头分布,在钻孔时常常出现钻孔歪斜,这就导致传统的打孔设备无法适应斜度不一样的斜面,使得打孔效率和质量大大降低。并且在定位打孔装置时往往需要依赖其他的辅助装置来进行固定等工作,严重增加了实际操作的工作量以及生产成本。
技术实现要素:
3.本发明提供一种家具板材生产加工用定位冲孔装置及加工方法,以解决上述存在的无法适应斜度不一样的斜面,使得打孔效率和质量大大降低的技术问题。
4.本发明的一种家具板材生产加工用定位冲孔装置及加工方法采用如下技术方案:
5.一种家具板材生产加工用定位冲孔装置,包括:车床架、固定台、支撑台和调节结构;
6.车床架,前后延伸分布;
7.固定台,设置于车床架的后端右侧;固定台上设置有用于固紧待加工板材的固紧装置;
8.支撑台,设置于车床架的后端左侧;且支撑台上还设有向下延伸且可转动可上下移动的转杆,转杆下端设有钻头;转杆外侧还设有同轴设置且两端开口的套筒;且初始状态下,套筒为偏斜状态,支撑台上还设有左右延伸的固定板;所述套筒可滑动地贯穿固定板向下延伸;套筒上端外侧壁还设有支撑板,支撑板上端面固定连接有伸缩杆,且初始状态,伸缩杆的顶端与支撑台的下端面接触;
9.调节结构,设置于套筒;且配置成待加工板材固紧后;使伸缩杆伸长,带动套筒下移,使得调节结构逐步偏转回正与带加工板材斜面贴合定位匹配保持固紧。
10.优选的,所述调节结构包括连接套、弹簧和传动杆;连接套可转动且可上下移动地套设安装于转杆,且连接套上设置有左右延伸的连接杆;在套筒上还开设有对应连接杆的连接孔,所述连接孔与连接杆可上下滑动的匹配安装;弹簧,设置于连接套与钻头之间;传动杆为向下延伸且左右对称设置的两个,且分别固定连接在所述连接杆的左右两端,且每个传动杆的底端内侧还设置有滑柱;在所述套筒下端外侧壁还连接有用于辅助找平适配待加工板材斜面钻孔加工的调节架。
11.进一步优选的,所述调节架包括固定轴、固定套和调节杆;固定轴,左右延伸分布且与设置在套筒底端外侧的连接凸起转动连接,且不可移动,且固定轴与连接杆平行设置;固定套为两个且分别安装在固定轴的左右两端;调节杆为前后延伸且左右对称设置的两个,且一端与固定轴转动连接;每个调节杆的外侧壁上还设有前后延伸的调节槽,每个滑柱与一个调节槽可滑动地匹配安装;调节杆,处于固定套与连接凸起之间,且前后两端均设置有半圆形结构的连接部。
12.进一步优选的,所述调节杆与固定轴的铰接点与所述连接部的圆心不重合,且所述调节杆与固定轴的铰接点与所述调节杆的前端的间距大于所述连接部的半径。
13.进一步优选的,所述固定套的直径等于所述调节杆的高度。
14.优选的,所述固紧装置包括转动筒、固定杆和固紧板;转动筒,可转动地设置于固定台;固定杆一端与转动筒可转动地套设连接且可左右移动、另一端与固紧板固定连接;固紧板平行于固定台设置。
15.进一步优选的,所述转动筒与固定台通过螺纹连接,且转动筒右端一侧还设有转动把手;转动筒左端内部还设有多个环形均匀分布的固定键;在固定杆的右端外壁还开设有环形分布的滑槽,固定键与滑槽可滑动地匹配安装,且所述固定键的长度等于滑槽的长度。
16.优选的,所述转杆上端连接有压力机;转杆上部还通过转动轮连接有的电机,且转动轮与转杆之间可转动且可上下移动;所述压力机和电机均设置于支撑台的内部侧壁。
17.优选的,所述伸缩杆包括螺杆和螺杆套,螺杆底端与支撑板固定连接,螺杆套与螺杆匹配安装。
18.一种家具板材生产加工用定位冲孔装置的加工方法,包括如下步骤:
19.a1:待加工板材移动到车床架上的指定位置处,即是使得待加工板材上的待加工孔与钻头位置对应;
20.a2:然后通过固紧装置将待加工板材进行固紧;
21.a3:最后通过调节伸缩杆,使得伸缩杆伸长,带动套筒下移,使得调节结构逐步偏转回正与带加工板材的斜面贴合匹配保持固紧,形成定位支撑;进而启动钻头转动完成钻孔作业。
22.本发明的有益效果是:本发明能够自适应不同的待加工板材斜度的斜面钻孔加工,套筒带动调节结构实现角度适配调节和定位支撑,以适应板材加工钻孔斜面斜率的不同,待加工板材固紧后;使伸缩杆伸长,带动套筒下移,使得调节结构逐步偏转回正与带加工板材斜面贴合定位匹配保持固紧,做到不依靠外界精密的辅助仪器就能够矫正套筒和调节结构的偏斜情况;进而提高了对待加工板材斜面钻孔的实用性;并且通过调节架进行辅助找平适配待加工板材斜面的钻孔加工,并保持定位支撑的稳定效果,保证了定位钻孔的精准性;并且通过调节结构的运动适配待加工板材斜面上斜率的不同来控制弹簧的压缩量,在初始工作时额外增加对钻头的弹力,并且随着钻头的下移逐渐减小压力,从而实现对板材斜面加工打孔效率的最大化,进一步提高了该装置的工作效率和钻孔质量。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
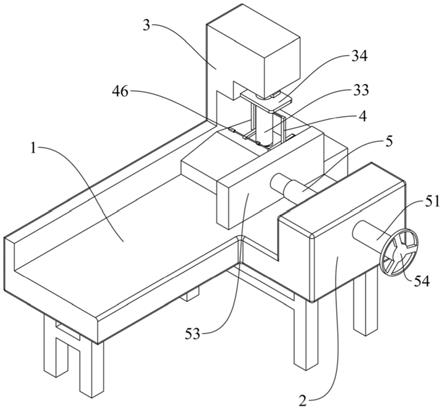
24.图1为本发明的一种家具板材生产加工用定位冲孔装置的整体结构立体图;
25.图2为本发明的一种家具板材生产加工用定位冲孔装置的正视图;
26.图3为本发明的本发明的一种家具板材生产加工用定位冲孔装置的调节结构的初始状态图;
27.图4为图3的俯视图;
28.图5为本发明的一种家具板材生产加工用定位冲孔装置的调节结构的找平适配斜面贴合的状态图;
29.图6为图5的侧视图;
30.图7为图6中的a-a向视图;
31.图8为本发明的一种家具板材生产加工用定位冲孔装置的调节结构的爆炸图;
32.图9为本发明的一种家具板材生产加工用定位冲孔装置的固紧装置的结构图;。
33.图中:1-车床架,2-固定台,3-支撑台,31-转杆,32-钻头,33-套筒,34-固定板,35-支撑板,36-伸缩杆,361-螺杆,362-螺杆套,37-连接孔,38-连接凸起,4-调节结构,41-连接套,42-弹簧,43-传动杆,44-连接杆,45-滑柱,46-调节架,461-固定轴,462-固定套,463-调节杆,464-调节槽,465-连接部,5-固紧装置,51-转动筒,52-固定杆,53-固紧板,54-转动把手,55-固定键,56-滑槽。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.本发明的一种家具板材生产加工用定位冲孔装置的实施例,如图1至图9所示;
36.一种家具板材生产加工用定位冲孔装置,包括:车床架1、固定台2、支撑台3和调节结构4;车床架1,前后延伸分布。车床架1通过下方设置的支撑腿固定设置在地面上,保证整个设备的自有高度和加工稳定性。固定台2,设置于车床架1的后端右侧;固定台2上设置有用于固紧待加工板材的固紧装置5。通过设置固紧装置5,来调节和固定不同类型、不同宽度的待加工板材,为后续的钻孔加工提供良好稳定的支撑和稳固效果。支撑台3,设置于车床架1的后端左侧;且支撑台3上还设有向下延伸且可转动可上下移动的转杆31,转杆31下端设有钻头32;转杆31上端连接有压力机;转杆31上部还通过转动轮连接有的电机,且转动轮与转杆31之间可转动且可上下移动。
37.压力机和电机均设置于支撑台3的内部侧壁。具体是,压力机固定安装在支撑台3内部的顶壁上,且压力机的输出端与转杆31连接,实现带动转杆31在竖直方向上进行往复移动。电机设置在支撑台3内部的侧壁上,转杆31上设有沿周向均匀分布的三个长键槽,对应的在转动轮内侧壁上设置有沿周向均匀分布的三个长键,长键与长键槽匹配安装且可上下移动。电机的输出轴上设有主动轮,主动轮与转动轮通过皮带转动连接,进而实现电机带
动转动轮和转杆31同步转动,并与压力机向下的移动互不干涉。
38.转杆31外侧还设有同轴设置且两端开口的套筒33;在本实施例中,如图5所示:设定套筒33上伸缩杆36与转杆31的中轴线重合为套筒33的居正状态。且初始状态下,套筒33为偏斜状态,即是如图3所示的状态。支撑台3上还设有左右延伸的固定板34;套筒33可滑动地贯穿固定板34并向下延伸;如此设置,保证了套筒33转动和移动的支撑稳定性。套筒33上端外侧壁还设有支撑板35,支撑板35上端面固定连接有伸缩杆36,且初始状态,伸缩杆36的顶端与支撑台3的下端面接触。伸缩杆36包括螺杆361和螺杆套362,螺杆361底端与支撑板35固定连接,螺杆套362与螺杆361匹配安装。如此设置,工作人员通过转动螺杆套362,螺杆套362上端面与支撑台3下端面光滑接触,使得螺杆套362与螺杆361之间的长度变长,进而使支撑板35和套筒33整体下移,进而达到对调节结构4进行找平和面贴合的合理调节目的。调节结构4,设置于套筒33;且配置成待加工板材固紧后;使伸缩杆36伸长,带动套筒33下移,使得调节结构4逐步偏转回正与带加工板材斜面贴合定位匹配保持固紧。如此设置,实现了该装置能够自适应不同的待加工板材斜度的斜面钻孔加工,套筒33带动调节结构4实现角度适配调节和定位支撑,以适应板材加工钻孔斜面斜率的不同。
39.在本实施例中,调节结构4包括连接套41、弹簧42和传动杆43;连接套41可转动且可上下移动地套设安装于转杆31,且连接套41上设置有左右延伸的连接杆44;在套筒33上还开设有对应连接杆44的连接孔37,连接孔37与连接杆44可上下滑动的匹配安装;弹簧42,设置于连接套41与钻头32之间。由于弹簧42在套筒33下移和调节结构4找平的过程中,向下被压缩了一定的量,此压缩量的长度等于调节架46后端从初始位置下移到调节架46与板材斜面贴合状态时的高度,在完成调节找平贴合后,通过电机带动转杆31和钻头32进行打孔作业,钻头32受到了压力机向下的作用力,同时还受到了一个弹簧42额外的向下的弹力,因此合理的增加了钻进斜面部分的孔时对钻头32的压力,有效提高了对板材加工打孔的效率。由于套筒33不会再发生移动,使得弹簧42的压缩量在钻头32逐渐向下钻进时逐渐减小,直至钻头32底面完全与板材接触时,弹簧42恢复原长,此时钻头32不会受到额外的力,只有压力机的作用力,钻头32又处于额定的工作状态,实现了最大化的打孔效率。并且该装置能够适应不同的板材的斜面,自适应的调节弹簧42的压缩量,待加工板材上的斜面斜率越大,弹簧42可压缩的量越多。
40.传动杆43为向下延伸且左右对称设置的两个,且分别固定连接在连接杆44的左右两端,且每个传动杆43的底端内侧还设置有滑柱45;在套筒33下端外侧壁还连接有用于辅助找平适配待加工板材斜面钻孔加工的调节架46。如此设置,通过设置连接套41、连接杆44和传动杆43,实现在套筒33上下往复运动的同时,带动套筒33以及套筒33下方连接的调节架46实现角度偏转和适配待加工板材斜面的找平,并通过调节架46与待加工板材斜面的挤压接触,为后续板材斜面的钻孔提供良好的定位支撑效果。
41.在本实施例中,调节架46包括固定轴461、固定套462和调节杆463;固定轴461,左右延伸分布且与设置在套筒33底端外侧的连接凸起38转动连接,且不可左右移动。具体是在连接凸起38内侧壁设置有环槽,对应的固定轴461上设有固定键,固定键可在环槽内周向滑动,保持连接凸起38与固定轴461的连接点始终处于固定轴461的中点。且固定轴461与连接杆44平行设置;固定套462为两个且分别安装在固定轴461的左右两端;调节杆463为前后延伸且左右对称设置的两个,且一端与固定轴461转动连接;每个调节杆463的外侧壁上还
设有前后延伸的调节槽464,每个滑柱45与一个调节槽464可滑动地匹配安装;调节杆463,处于固定套462与连接凸起38之间,且前后两端均设置有半圆形结构的连接部465。调节杆463与固定轴461的铰接点与连接部465的圆心不重合,且调节杆463与固定轴461的铰接点与调节杆463的前端的间距大于连接部465的半径。固定套462的直径等于调节杆463的高度。在本实施例中,初始状态下,套筒33为偏斜状态,即是如图3所示的状态。
42.此时当待加工板材移动到指定位置时,待加工板材斜面首先接触到左侧的固定套462,然后在螺杆套362和螺杆361之间的转动配合下,套筒33继续向下移动的同时会以左侧的固定套462为支点进行偏转,进而依次逐渐实现左侧固定套462、左侧调节杆463前端的连接部465、右侧调节杆463前端的连接部465、右侧固定套462与待加工板材斜面的接触,进而直至调节杆463的下端面完全与待加工板材面进行贴合和挤压固紧。同时设置固定套462的直径等于调节杆463的高度,保证了调节架46与斜面能够完全的进行贴合,进一步地设置调节杆463与固定轴461的铰接点与调节杆463的前端的间距大于连接部465的半径,利用铰接点的杠杆原理,使得调节杆463前端的连接部465不容易起开;进一步保证了后续定位钻孔的精准性。
43.在本实施例中,固紧装置5包括转动筒51、固定杆52和固紧板53;转动筒51,可转动地设置于固定台2;固定杆52一端与转动筒51可转动地套设连接且可左右移动、另一端与固紧板53固定连接;固紧板53平行于固定台2设置。转动筒51与固定台2通过螺纹连接,且转动筒51右端一侧还设有转动把手54;转动筒51左端内部还设有多个环形均匀分布的固定键55;在固定杆52的右端外壁还开设有环形分布的滑槽56,固定键55与滑槽56可滑动地匹配安装,且固定键55的长度等于滑槽56的长度。转动筒51外壁设有螺纹且与固定台2内侧面通过螺纹连接转动;转动筒51与固定杆52转动连接,使得转动筒51可以自由旋转,设置固定键55和滑槽56的长度相同且匹配安装,保证转动筒51和固定杆52之间不会发生相对移动,进而在转动筒51的转动作用下,向左移动,进而带动固定杆52和固紧板53向左移动实现对待加工板材的固定。
44.一种家具板材生产加工用定位冲孔装置的加工方法,包括如下步骤:
45.a1:将待加工板材移动到车床架1上的指定位置处,即是使得待加工板材上的待加工孔与钻头32位置对应;此时套筒33和钻头32会处于对应到待加工板材需要打孔位置的正上方,钻头32下端面也会与待加工板材的斜面部分接触。
46.a2:然后通过固紧装置5将待加工板材进行固紧;具体是在转动筒51与固定台2的转动作用下,转动筒51向左移动,进而带动固定杆52和固紧板53向左移动实现对待加工板材的位置固定;
47.a3:最后通过调节伸缩杆36,使得伸缩杆36伸长,带动套筒33下移,使得调节结构4逐步偏转回正与带加工板材的斜面贴合匹配保持固紧,形成定位支撑;进而启动钻头32转动完成钻孔作业。具体是由于不借助辅助设备,套筒33在实际操作过程中会发生一定的偏移或偏斜;即是如图3、图4所所示。由于套筒有一定的偏斜,待加工板材斜面首先接触到左侧的固定套462,并且在固定轴461和弹簧42的作用下,此时的连接杆44会与连接孔37的上顶面接触,同时调节杆463上也是处于水平状态。
48.然后在螺杆套362和螺杆361之间的转动配合下,套筒33继续向下移动的同时会以左侧的固定套462为支点进行顺时针偏转,进而依次逐渐实现左侧固定套462、左侧调节杆
463前端的连接部465、右侧调节杆463前端的连接部465、右侧固定套462与待加工板材斜面的接触,进而直至调节杆463的下端面完全与待加工板材面进行贴合和挤压固紧,形成图5所示的位置状态。
49.同时设置固定套462的直径等于调节杆463的高度,保证了调节架46与斜面能够完全的进行贴合,进一步地设置调节杆463与固定轴461的铰接点与调节杆463的前端的间距大于连接部465的半径,利用铰接点的杠杆原理,使得调节杆463前端的连接部465不容易起开;进一步保证了后续定位钻孔的精准性。
50.并且在调节杆463位置状态发生偏转改变的过程中,传动杆43也会相对与套筒33发生移动,其移动量与弹簧42的压缩量相同,此压缩量的长度也等于调节架46后端从初始位置下移到调节架46与板材斜面贴合状态时的高度。
51.接着打开电源启动电机和压力机,钻头32开始工作,在钻头32与待加工板材斜面接触开始,直至钻头32底面完全与待加工板材接触的过程中,钻头32与板材的接触面在逐渐增加。由于钻头32开始与板材斜面接触时,钻头32接触面小,做功较少,钻进效率大大提高,而且在此过程中,由于钻头32不是完整的接触板材面,因此具有良好的散热效果,保证了钻孔进行的安全性。而且钻头32底部与板材斜面的接触部分在发生改变,使得这部分打孔工作时的散热效果没有受到太多影响,因此合理的增加钻进斜面部分的孔时对钻头32的压力,能够起到有效提高打孔效率的目的。
52.因此传动杆43向下移动,使得弹簧42压缩的量,即是压缩的弹性势能为增加对钻头32向下的压力,并且在钻头32部分与板材斜面接触开始,直至钻头32底面完全与板材接触的过程中,钻头32受到了压力机向下的额定状态的作用力,同时还受到了一个弹簧42额外的向下的弹力,大大提高了该装置的打孔效率。由于套筒33不会再发生移动,钻头32向下,使得弹簧42的压缩量在逐渐减小,直至钻头32底面完全与板材接触时,弹簧恢复原长,此时钻头32不会受到额外的力,即是完整的压力机的压力,钻头32处于额定的工作状态,实现了最大化的打孔效率。并且该装置能够适应不同的板材的斜面,自适应的调节弹簧42的压缩量,板材上的斜面斜率越大,弹簧42可压缩的量越多。
53.本发明能够自适应不同的板材上斜面斜率的不同,做到不依靠精密的辅助仪器就能够矫正套筒33和调节结构4的倾斜情况。并且通过板材上斜率的不同来控制弹簧42的压缩量,在初始工作时加大对钻头32的压力,并且随着钻头32的下移逐渐减小压力,从而解决了现有技术中存在的无法适应斜度不一样的斜面,使得打孔效率和质量大大降低的难题,该装置实现了打孔效率的最大化。
54.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1