一种柔光木地板工艺的制作方法
1.本发明属于木地板加工工艺领域,尤其涉及一种柔光木地板工艺。
背景技术:
2.传统的木地板处于对华丽上的追求普遍要求高光,但随着对健康、自然的追求,最近几年开始流行柔光木地板,主要是通过对油漆工艺的改进,使照射在木地板上的光线经反射后柔和,柔光木地板的光度一般在20
°
以下。现有的柔光木地板相较于传统的木地板,主要的不同之处是在油漆上,采用的是专用的哑光漆,但哑光漆的使用使木地板丧失了通透性,木材纹理难以有效保留,木地板的立体感低,消费者在不注意下甚至会认为其是油漆的强化地板,对木地板的销售造成了不良影响。
技术实现要素:
3.本发明的目的在于,提供一种柔光木地板工艺。本发明具有反光柔和、通透性好、生产成本低和生产效率高的优点。
4.本发明的技术方案:一种柔光木地板工艺,包括以下步骤,
5.a、素板砂光,对素板进行三辊砂光,辊的规格为60-120目,得a品;
6.b、防变色,a品用100-180目的砂带抛光后用封闭底漆处理,得b品;
7.c、上色,b品用抛光带抛光后,使用天然水溶性树脂油漆上色,得c品;
8.d、c品上依次喷涂附着力底漆、透明腻子底漆、透明腻子底漆、弹性底漆、透明底漆,得d品;
9.e、d品喷涂砂光底漆后,干燥后,使用380-420目砂带打磨,得e品;
10.f、e品上依次喷涂耐磨底漆、加硬底漆,得f品;
11.g、f品喷涂砂光底漆后,用380-420目砂带打磨,得g品;
12.h、g品上依次喷涂三道坚弗耐刮擦润色面漆,得成品。
13.前述的柔光木地板工艺中,所述步骤e中,所述砂带400目。
14.前述的柔光木地板工艺中,所述步骤a中,是臻选中色的素板进行砂光。
15.前述的柔光木地板工艺中,所述步骤e和所述步骤g中采用砂带机进行打磨,所述砂带机包括机架,机架由左右两个侧板以及连接左右侧板的多根横梁组成;机架内设有环形的砂带,砂带上设有驱动机构;砂带一端的上方设有进料机构,砂带另一端的上方设有压紧机构,砂带的下方设有清理机构。
16.前述的柔光木地板工艺中,所述驱动机构包括主动轮轴和被动轮轴,主动轮轴和被动轮轴均与机架转动连接,主动轮轴的一端设有与机架固定的第一电机,砂带环绕经过主动轮轴和被动轮轴,砂带的内侧设有与机架固定的托板,托板的顶面贴近砂带的内侧顶面,托板的底部设有多个并排的加强筋板,加强筋板与机架固定。
17.前述的柔光木地板工艺中,所述进料机构包括位于机架一侧的进料框架,进料框架为长方形,进料框架的内宽与素板的宽度配合,进料框架长向的一端设有进料口,进料框
架与机架之间设有第一长孔,第一长孔位于砂带的上方,进料框架宽向的外侧设有l形的气缸支架,气缸支架上设有第一气缸,气缸支架的底板上设有推板,气缸支架的竖板上设有与推板连接的第一气缸,进料框架上设有可被推板穿过的第二长孔,推板的宽度超过进料框架的内宽。
18.前述的柔光木地板工艺中,所述压紧机构包括压板,压板的上方依次设有第一支架板和第二支架板,第一支架板和第二支架板均与机架固定,第一支架板上设有与压板连接的第二气缸,第二支架板上设有与第一支架板连接的第三气缸。
19.前述的柔光木地板工艺中,所述压板上设有多个导柱,导柱的上端依次穿过第一支架板和第二支架板,导柱上套有螺旋状的弹簧,弹簧位于压板和第一支架板之间。
20.前述的柔光木地板工艺中,所述清理机构包括u型的封板,封板的上端靠近砂带,封板的内侧设有底部与机架固定的第二电机,第二电机的输出端朝上,第二电机的输出上设有水平的转杆,转杆的两端均设有气枪,两个气枪呈倒八字排布,气枪的出风端靠近砂带,转杆的顶部设有三通管接头,三通管接头在水平向上的两个端口分别连接两个气枪的进气口,三通管接头竖向上的端口设有气动旋转接头,气动旋转接头与第二电机的输出端同轴;还包括位于机架外侧的布袋除尘器,布袋除尘器通过管道连接机架,管道和机架的连接处位于封板和砂带之间。
21.前述的柔光木地板工艺中,其中一个所述的侧板上设有通孔,通孔内设有维护板,维护板与机架螺钉连接,所述主动轮轴的一端和被动轮轴的一端均与维护板转动连接。
22.与现有技术相比,本发明主要的有益效果如下,
23.第一、漆层表面为坚弗耐刮擦润色面漆,具有能吸收一定照射光线,使,反射一部份光线,从而色泽光亮,能反射一部分的光线,使木地板表面呈现微亮效果,从而使漆面看起来通透,漆层中部两道底漆进行了打磨,在漆层内部形成了两道雾面,使进入到漆层中的光线进行了两次漫反射以及吸收,从而使进入漆层后再反射出去的光线变得柔和,最终达到柔光木地板的效果。并且打磨两道底漆时采用的是非常细密的砂带,使形成的雾面致密,能够使素板原有木材纹理体现出来,保证木地板的通透性。此外,漆层表层微亮,漆层中部两道雾面,也使漆层效果更加层次化的展现,具有一定的立体感,视觉效果更好。
24.第二、经申请人多次实验,砂带的目数规格越高,底漆上打磨形成的雾面越加致密,能更好的提高木地板的通透性,本发明通过将砂带目数限定为400目,保证能够获取到良好、致密的雾面,提高木地板通透性。
25.第三、由于工艺中采用了致密砂带打磨底漆,砂带中容易填满磨屑而不能使用,目前工艺下,对底漆进行打磨所用的砂带最高为240目,采用240目砂带时,砂带的使用寿命为三天,为可接受范围内,但砂带目数提高至400目后,砂带过于光滑,磨屑容易填满砂带的磨削面,导致继续打磨下来的磨屑以饼状存留在漆层上,出现“焦糊”现象,导致400目以上的砂带的使用寿命只有半天,不但增加生产成本,而且增加了更换砂带的时间,生产效率低。本发明对砂带机进行了结构优化,在保证自动化进料、打磨、出料而生产效率高的基础上,利用气缸给予恒定压力,确保每个木地板上的打磨面打磨程度一致性好,即成品的一致性好,利用气枪清理砂带上的磨屑,延长砂带寿命,砂带可持续使用5天以上,降低生产成本以及提高生产效率。
26.因此,本发明具有反光柔和、通透性好、生产成本低和生产效率高的优点。
附图说明
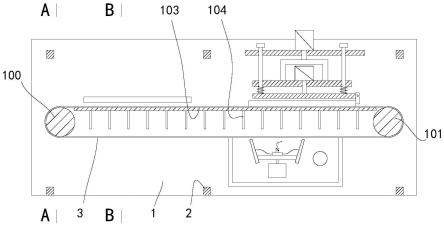
27.图1是砂带机的正视图。
28.图2是砂带机的俯视图。
29.图3是图1在a-a处的示意图。
30.图4是图1在b-b处的示意图。
31.图5是压紧机构的正视图。
32.图6是清理机构的正视图。
33.附图中的标记为:1-侧板,2-横梁,3-砂带,4-维护板;
34.100-主动轮轴,101-被动轮轴,102-第一电机,103-托板,104-加强筋板;
35.200-进料框架,201-进料口,202-第一长孔,203-气缸支架,204-第一气缸,205-推板,206-第二长孔;
36.300-压板,301-第一支架板,302-第二支架板,303-第二气缸,304-第三气缸,305-导柱,306-弹簧;
37.400-封板,401-第二电机,402-转杆,403-气枪,404-三通管接头,405-气动旋转接头,406-布袋除尘器,407-管道;
38.500-限位板。
具体实施方式
39.下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
40.实施例。一种柔光木地板工艺,包括以下步骤,
41.a、素板砂光,对素板进行三辊砂光,使素板板面平整,纹理细腻,辊的规格为60-120目,得a品。
42.b、防变色,a品用100、120或180目的砂带3抛光后用封闭底漆处理,保留素板原木木色,得b品;所述封闭底漆是水性防渗黄封闭底漆wf-1305。
43.c、上色,b品用抛光带抛光后,使用天然水溶性树脂油漆上色,得c品;所述天然水溶性树脂油漆是水性白底涂t-188 001w。
44.d、c品顶面上依次喷涂附着力底漆、透明腻子底漆、透明腻子底漆(两道透明腻子底漆使板面更加平整细腻)、弹性底漆(增加漆层的柔韧性)、透明底漆,得d品;所述附着力底漆型号fg129113,所述透明腻子底漆型号208068511m,所述弹性底漆型号128188511。
45.e、d品喷涂砂光底漆,干燥后,使用380-420目砂带3打磨,最优为400目,得e品。所述砂光底漆型号128010511h。
46.f、e品顶面上依次喷涂耐磨底漆(增加漆层耐磨性)、加硬底漆(增加漆层硬度),得f品;所述耐磨底漆的型号318030511,所述加硬底漆的型号h-h6344m。
47.g、f品喷涂砂光底漆,干燥后,用380-420目砂带3打磨,最优为400目,得g品;砂光底漆的型号128010511h。
48.h、g品顶面上依次喷涂三道坚弗耐刮擦润色面漆(用于使漆层耐刮擦),得成品。坚弗耐刮擦润色面漆的型号6513329000。
49.所述步骤a中,优选中色的素板进行砂光。
50.上述所有步骤中的漆料均采用透明的漆料。上述所有步骤均是在木地板的使用面上进行加工的,其余面不需要进行。
51.上述步骤e和g中,必须采用128010511h型的砂光底漆,采用其他砂光底漆的话,在完成打磨即使形成雾面,在喷涂上下一道漆后,雾面效果也会消失,本发明中最重要的两道雾面依赖于对128010511h型的砂光底漆的打磨形成。
52.所述步骤e和所述步骤g中采用砂带机进行打磨,所述砂带机包括机架,机架由左右两个侧板1以及连接左右侧板1的多根横梁2组成;机架内设有环形的砂带3,砂带3上设有驱动机构;砂带3一端的上方设有进料机构,砂带3另一端的上方设有压紧机构,砂带3的下方设有清理机构。
53.所述驱动机构包括主动轮轴100和被动轮轴101,主动轮轴100和被动轮轴101均与机架转动连接,主动轮轴100的一端设有与机架固定的第一电机102,砂带3环绕经过主动轮轴100和被动轮轴101,砂带3的内侧设有与机架固定的托板103,托板103的顶面贴近砂带3的内侧顶面,托板103的底部设有多个并排的加强筋板104,加强筋板104与机架固定。
54.所述进料机构包括位于机架一侧的进料框架200,进料框架200为长方形,进料框架200的内宽与素板的宽度配合,进料框架200长向的一端设有进料口201,进料框架200与机架之间设有第一长孔202,第一长孔202的高度略大于素板的厚度,但不能超过素板厚度的1.5倍,第一长孔202位于砂带3的上方,进料框架200宽向的外侧设有l形的气缸支架203,气缸支架203上设有第一气缸204,气缸支架203的底板上设有推板205,推板205的厚度略小于素板的厚度,如推板205厚度是素板厚度的0.9倍,气缸支架203的竖板上设有与推板205连接的第一气缸204,进料框架200上设有可被推板205穿过的第二长孔206,第二长孔206的高度介于推板502厚度和素板厚度之间,推板205的宽度超过进料框架200的内宽。
55.所述压紧机构包括压板300,压板300的上方依次设有第一支架板301和第二支架板302,第一支架板301和第二支架板302均与机架固定,第一支架板301上设有与压板300连接的第二气缸303,第二支架板302上设有与第一支架板301连接的第三气缸304。
56.所述压板300上设有多个导柱305,导柱305的上端依次穿过第一支架板301和第二支架板302,导柱305上套有螺旋状的弹簧306,弹簧306位于压板300和第一支架板301之间。
57.所述清理机构包括u型的封板400,封板400与机架固定,封板400的上端靠近砂带3,封板400的内侧设有底部与机架固定的第二电机401,第二电机401的输出端朝上,第二电机401的输出上设有水平的转杆402,转杆402的两端均设有气枪403,两个气枪403呈倒八字排布,两个气枪403之间的夹角40-50℃,气枪403的出风端靠近砂带3,转杆402的顶部设有三通管接头404,三通管接头404在水平向上的两个端口分别连接两个气枪403的进气口,三通管接头404竖向上的端口设有气动旋转接头405,气动旋转接头405与第二电机401的输出端同轴;还包括位于机架外侧的布袋除尘器406,布袋除尘器406通过管道407连接机架,管道407和机架的连接处位于封板400和砂带3之间。
58.其中一个所述的侧板1上设有通孔,通孔内设有维护板4,维护板4与机架螺钉连接,所述主动轮轴100的一端和被动轮轴101的一端均与维护板4转动连接。
59.所述压紧机构的后端设有限位机构,所述限位机构包括竖向的限位板500,,限位板500位于砂带3的上方,限位板500的上端与机架转动连接,限位板500靠近压板300。
60.还包括控制机构,所述控制机构包括控制器,上述的第一电机102和第二电机401
均连接控制器,上述的第一气缸204、第二气缸303和第三气缸304均通过电磁阀连接控制器,所述气动旋转接头405通过电磁阀(也是连接控制器)连接空压机。控制机构是常规的,本领域技术人员应该可以按照如下的工作原理的过程实施,因此对于信号传递之类的过程不做赘述。
61.砂带机的工作原理:第一电机102驱动主动轮轴100转动,主动轮轴100带动砂带3转动,被动轮轴101被砂带3带动转动。
62.车间内的素板一般为整摞叠放,将整摞素板从进料口201放入到进料框架200内,进料框架200保持整摞素板不会倾倒。第一气缸204每伸缩一次,最底部的素板被推板205推到砂带3上,被砂带3带动移动到压板300的下方,受限位板500阻挡而停止移动,此时限位板500的一侧受压板300阻碍而不得旋转。第一气缸204收缩时,推板205的前端保持在第二长孔206内,使第二长孔206始终能对推板205进行导向,减少故障率。
63.第二气缸303伸出,带动压板300下压,使素板与砂带3发生摩擦,砂带3打磨素板,一段时间后,第二气缸303收缩、第三气缸304收缩,压板300上升高度到限位板500的上侧,限位板500与压板300分离而可以自由转动,打磨好的素板从限位板500的下方继续移动而排出,之后,重力作用下,限位板500恢复竖直状态,第三气缸304伸出,压板300重新下降高度至限位板500的一侧,限位板500不可旋转,对下一块素板进行限位。如此,周而复始,不断的将进入到压板300下侧的素板进行打磨以及排出。需要注意的是,需要在打磨好的素板离开砂带3后,第一气缸204再将下一块素板推送到砂带3上,综合砂带的移动速度,控制器按照预定节拍使第一气缸204、第二气缸303和第三气缸304伸出相应动作即可,非常简单实现。
64.对砂带3进行维护时,压缩气经气动旋转接头405、三通管接头404、气枪403,射向砂带3。第二电机401通过转杆4002带气枪403转动,使砂带3各个位置均可被压缩气吹到,砂带上的灰垢被吹出,被布袋除尘器406吸走。每2到4小时对砂带3进行一次维护,仅在维护时启动第二电机401以及使气枪403出气,维护时候一般为30min,维护时,仍可进行对素板的打磨工作。气枪403旋转而在砂带3上形成的射出轨迹为圆形,该圆形的半径与砂带3的宽度相同,气枪403的射出口越小越小,与砂带3的距离也越小越好,可使砂带3清理的更加干净。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1