一种轻质空心刨花板芯层挤压装置的制作方法
1.本实用新型涉及刨花板加工领域,具体涉及一种轻质空心刨花板芯层挤压装置。
背景技术:
2.空心刨花板是轻质刨花板的一种,空心刨花板,又称桥洞力学板,空心刨花板的物理性能优良,并以其重量轻、用料少、隔热、隔音效果好,成本价格低廉的优点广泛被市场认可。
3.然而,现有的轻质空心刨花板芯层挤压装置,在挤压的过程中,采用的是向挤压装置一侧进行抽芯的方式,但是,由于空心刨花板的长度方向尺寸较大,从而导致单侧抽芯行程较长,进而提高了抽芯的难度。
技术实现要素:
4.针对现有技术存在的不足,本实用新型要解决的技术问题是提供一种轻质空心刨花板芯层挤压装置,克服现有技术的不足,有效的减少了单侧抽芯行程,从而简化了生产工艺。
5.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种轻质空心刨花板芯层挤压装置,包括:
6.一种轻质空心刨花板芯层挤压装置,包括:
7.成型箱,所述成型箱为封闭箱体,所述成型箱的顶部开设有入料口,所述成型箱的前板与侧板铰接;
8.下料仓,所述下料仓设置在所述成型箱的顶部,并与所述入料口连通;
9.成型组件,所述成型组件有两组,两组所述成型组件相对设置,所述成型组件包括成型板和型芯杆,两个所述成型板竖直的、相对的设置在所述成型箱内,且所述成型板的外侧壁与所述成型箱的内壁能滑动的相抵,两个所述成型板的相对面上竖直方向上间隔均匀的设置有多个所述型芯杆;及
10.驱动机构,设置在所述成型箱外,并延伸至所述成型箱内,能驱动两个所述成型板相向或相背运动。
11.进一步地,所述驱动机构包括旋转动力源、主动轮、从动轮、双螺纹杆和连接板,所述旋转动力源横向的设置在所述成型箱的后板的外侧壁,所述主动轮设置在所述旋转动力源的动力输出轴上,所述双螺纹杆通过支架横向的、并能转动的设置在所述成型箱的后板外侧壁,所述双螺纹杆的左右两端分别设置有旋向相反的左旋螺纹和右旋螺纹,所述双螺纹杆的中部同轴的设置有所述从动轮,且所述从动轮与所述主动轮啮合,两个所述成型板上均设置有连接杆,且所述连接杆水平的并能滑动的从所述成型箱的左右两侧穿出,所述连接杆的端部均设置有所述连接板,且两个所述连接板分别与同侧的所述双螺纹杆的端部螺纹连接。
12.进一步地,所述型芯杆能转动的设置在所述成型板上,所述型芯杆外壁沿着其周
向间隔的设置有多个凸筋,且所述凸筋的沿着所述型芯杆的轴向方向延伸。
13.进一步地,当两组所述成型组件相对位置最近时,两组所述型芯杆的端部之间的呈间隙状态。
14.进一步地,还包括推出机构,所述推出机构设置在所述后板上,能将成型后的刨花板从所述成型箱的前板方向推出。
15.进一步地,所述推出机构包括伸缩动力源、推杆和推板,所述伸缩动力源设置在所述成型箱的后板上,所述推杆设置在所述伸缩动力源的动力输出轴上,所述推板设置在所述推杆上,并位于成型箱内,且与所述前板平行设置,所述伸缩动力源能驱动所述推板将成型后的刨花板从所述成型箱的前板方向推出。
16.本实用新型的有益效果:
17.上述轻质空心刨花板芯层挤压装置,在平时状态,使两个成型组件分别靠近成型箱的左内侧壁和右内侧壁,随后通过下料仓向成型箱加入刨花原料,完成加料后,启动旋转动力源,旋转动力源通过主动轮、从动轮驱动双螺纹杆顺时针转动,双螺纹杆再通过左旋螺纹和右旋螺纹,驱动两个连接板相向运动并挤压物料使之成型,直至两个成型板之间的距离等于需要制作的刨花板成品的长度尺寸时,旋转动力源停止驱动,完成挤压成型工作;在挤压成型后,旋转动力源带动双螺纹杆逆时针转动,则可驱动两个成型板相背运动,直至型芯杆完全脱离刨花板完成抽芯,最后,将空心刨花板取出即可。
18.本轻质空心刨花板芯层挤压装置,通过设置两组成型组件,可减少整个装置的单侧抽芯行程,进而减少整个装置抽芯的难度;同时还能使整个装置小型化,进一步减少成本。
附图说明
19.为了更清楚地说明本实用新型具体实施方式,下面将对具体实施方式中所需要使用的附图作简单地介绍。在所有附图中,各元件或部分并不一定按照实际的比例绘制。
20.图1为本实用新型一实施例提供的一种轻质空心刨花板芯层挤压装置去掉前板后的示意图;
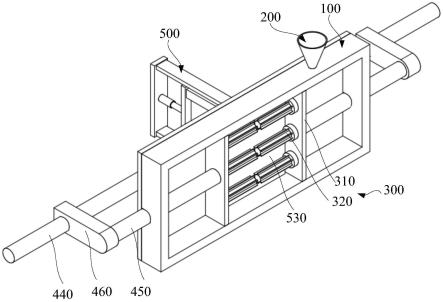
21.图2为图1所示的一种轻质空心刨花板芯层挤压装置的立体示意图;
22.图3为图1所示的一种轻质空心刨花板芯层挤压装置中成型组件的示意图;
23.附图标记:
24.100、成型箱;110、后板;200、下料仓;300、成型组件;310、成型板;320、型芯杆;321、凸筋;400、驱动机构;410、旋转动力源;420、主动轮;430、从动轮;440、双螺纹杆;450、连接杆;460、连接板;500、推出机构;510、伸缩动力源;520、推杆;530、推板。
具体实施方式
25.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
26.请参见图1至图3,本实用新型提供一种轻质空心刨花板芯层挤压装置,包括成型箱100、下料仓200、成型组件300和驱动机构400,用于轻质空心刨花板芯层挤压成型。
27.具体的,成型箱100为封闭箱体,成型箱100的顶部开设有入料口,成型箱100的前板与侧板铰接,当刨花板成型完成后,可打开前板,将刨花板取出。下料仓200设置在成型箱100的顶部,并与入料口连通。物料通过下料仓200向成型箱100内加料。
28.成型组件300有两组,两组成型组件300相对设置,成型组件300包括成型板310和型芯杆320,两个成型板310竖直的、相对的设置在成型箱100内,且成型板310的外侧壁与成型箱100的内壁能滑动的相抵,两个成型板310的相对面上竖直方向上间隔均匀的设置有多个型芯杆320。
29.作为优选的,型芯杆320能转动的设置在成型板310上,型芯杆320外壁沿着其周向间隔的设置有多个凸筋321,且凸筋321的沿着型芯杆320的轴向方向延伸,当物料从入料口在掉落至成型箱100内腔的过程中,掉落在凸筋321上,则可使型芯杆320产生转动,既可防止物料堵塞在成型箱100内,同时,还能对物料进行搅拌,从而提高成型箱100内物料的均匀度。
30.作为更优的,当两组成型组件300相对位置最近时,两组型芯杆320的端部之间的呈间隙状态,则能防止两组型芯杆320的端部之间靠拢时相抵影响型芯杆320的寿命,同时,能提高刨花板内部的连接结构,从而提高整个刨花板的强度。
31.驱动机构400设置在成型箱100外,并延伸至成型箱100内,能驱动两个成型板310相向或相背运动,在具体实施时,应保证两组成型板310之间的最小距离即为需要制作的刨花板成品的长度尺寸。
32.具体的,驱动机构400包括旋转动力源410、主动轮420、从动轮430、双螺纹杆440和连接板460,旋转动力源410横向的设置在成型箱100的后板110的外侧壁,主动轮420设置在旋转动力源410的动力输出轴上,双螺纹杆440通过支架横向的、并能转动的设置在成型箱100的后板110外侧壁,双螺纹杆440的左右两端分别设置有旋向相反的左旋螺纹和右旋螺纹,双螺纹杆440的中部同轴的设置有从动轮430,且从动轮430与主动轮420啮合,两个成型板310上均设置有连接杆450,且连接杆450水平的并能滑动的从成型箱100的左右两侧穿出,连接杆450的端部均设置有连接板460,且两个连接板460分别与同侧的双螺纹杆440的端部螺纹连接。
33.在平时状态,使两个成型组件300分别靠近成型箱100的左内侧壁和右内侧壁,随后通过下料仓200向成型箱100加入刨花原料,完成加料后,启动旋转动力源410,旋转动力源410通过主动轮420、从动轮430驱动双螺纹杆440顺时针转动,双螺纹杆440再通过左旋螺纹和右旋螺纹,驱动两个连接板460相向运动并挤压物料使之成型,直至两个成型板310之间的距离等于需要制作的刨花板成品的长度尺寸时,旋转动力源410停止驱动,完成挤压成型工作;
34.在挤压成型后,旋转动力源410带动双螺纹杆440逆时针转动,则可驱动两个成型板310相背运动,直至型芯杆320完全脱离刨花板完成抽芯,最后,将空心刨花板取出即可。需要说明的是,在本实施例中,旋转动力源410可优选现有技术中能双向旋转的电机。
35.作为优选的,本装置还包括推出机构500,推出机构500设置在后板110上,能将成型后的刨花板从成型箱100的前板方向推出。
36.具体的,推出机构500包括伸缩动力源510、推杆520和推板530。伸缩动力源510设置在成型箱100的后板110上,推杆520设置在伸缩动力源510的动力输出轴上,推板530设置
在推杆520上,并位于成型箱100内,且推板530与前板平行设置,伸缩动力源510能驱动推板530将成型后的刨花板从成型箱100的前板方向推出。需要说明的是,在本实施例中,伸缩动力源可优选现有技术中能具有伸缩功能的伸缩气缸。
37.当型芯杆320完全脱离刨花板,待刨花板完全冷却后,打开前板,启动伸缩动力源510,通过推板530,将刨花板推出,完成空心刨花板的全部成型工作。
38.上述轻质空心刨花板芯层挤压装置的使用方式:
39.在平时状态,两个成型组件300分别位于成型箱100内最左右两侧,随后通过下料仓200向成型箱100加入刨花原料,完成加料后,启动旋转动力源410,旋转动力源410通过主动轮420、从动轮430驱动双螺纹杆440顺时针转动,双螺纹杆440再通过左旋螺纹和右旋螺纹,驱动两个连接板460相向运动并挤压物料使之成型,直至两个成型板310之间的距离等于刨花板成品的长度尺寸时,旋转动力源410停止驱动,完成挤压成型工作;
40.在挤压成型后,旋转动力源410反向转动,带动双螺纹杆440逆时针转动,则可驱动两个成型板310相背运动,直至型芯杆320完全脱离刨花板。
41.最后,当型芯杆320完全脱离刨花板,打开前板,启动伸缩动力源510,通过推板530,将刨花板推出,完成空心刨花板的全部成型工作。
42.上述轻质空心刨花板芯层挤压装置,通过设置两组成型组件300,可减少整个装置的抽芯行程,进而提高了抽芯的难度。同时还能使整个装置小型化,进一步减少成本。
43.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1