一种双刃复合铣刀的制作方法
1.本实用新型涉及木材加工设备技术领域,具体涉及一种双刃复合铣刀。
背景技术:
2.木材加工以木材为原料,主要用机械或化学方法进行的加工,其产品仍保持木材的基本特性,随着木工机械行业的快速发展,家具行业使用的电脑雕刻机、加工中心已经越来越智能化,机台的功率、转速、进给速度、稳定性能也更好,能够自动完成上料、定位、校对等一系列动作,因此对加工所用的刀具要求越来越高。目前,市场上通用的右旋立铣刀加工板材的表面容易起往上翻的毛刺或爆边,严重影响产品质量,需要人工进行去毛刺工序或者使用左旋刀去毛刺,不仅增加了加工成本,而且加工效率较低。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有技术存在的不足,提供一种切削稳定性好,解决产品表面毛刺现象,有效提高产品质量和加工效率的双刃复合铣刀。
4.为解决上述技术问题,本实用新型采用以下技术方案:
5.一种双刃复合铣刀,包括刀柄部和切削部,所述切削部的端部上设有端刃,所述切削部上远离所述刀柄部的一端设有与所述端刃相接的第一螺旋切削刃,以及与所述第一螺旋切削刃对应设置的第一螺旋排屑槽,所述切削部上设有第二螺旋切削刃,以及与所述第二螺旋切削刃对应设置的第二螺旋排屑槽;
6.所述第一螺旋切削刃、第一螺旋排屑槽的旋向与所述第二螺旋切削刃、第二螺旋排屑槽的旋向相反,所述第一螺旋排屑槽与所述第二螺旋排屑槽相交设置,且所述第一螺旋排屑槽的后端接入并连通所述第二螺旋排屑槽。
7.作为上述技术方案的进一步改进:
8.所述第一螺旋切削刃、第一螺旋排屑槽的长度小于所述第二螺旋切削刃、第二螺旋排屑槽的长度。
9.所述端刃、所述第一螺旋切削刃、所述第一螺旋排屑槽、所述第二螺旋切削刃以及所述第二螺旋排屑槽的组数均为两组。
10.所述刀柄部和所述切削部为一体成型结构。
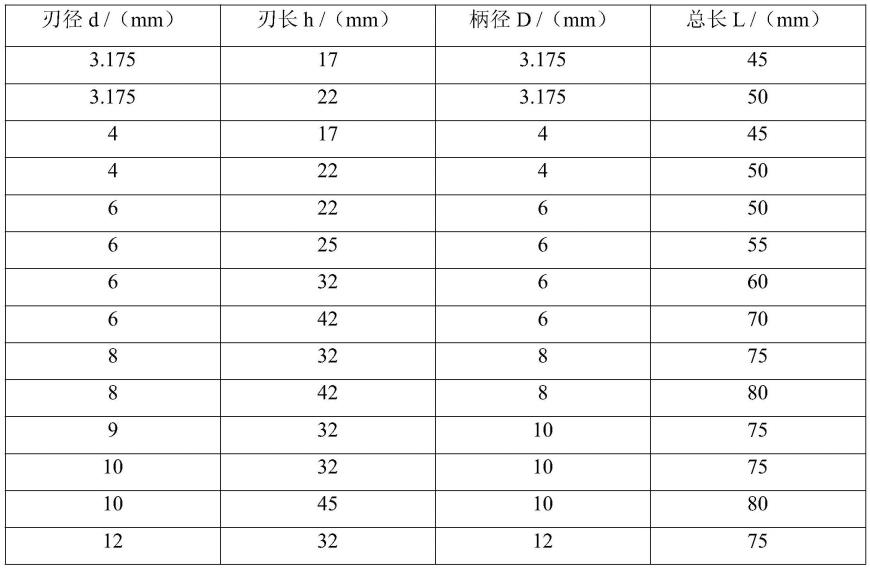
11.所述刀柄部的柄径d为3.175-12mm,所述切削部的刃径d为3.175-12mm。
12.所述切削部的刃长h为17-45mm,所述刀柄部和所述切削部的总长l为45-100mm。
13.与现有技术相比,本实用新型的优点在于:
14.本实用新型的双刃复合铣刀包括刀柄部和切削部,其中切削部上设有端刃用于切削板材的底面,第一螺旋切削刃的走向为由底部向顶部右旋,第二螺旋切削刃的走向为由底部向顶部左旋,在加工板材时,第一螺旋切削刃用于切削板材的侧壁,第二螺旋切削刃用于切削板材的侧壁以及板材表面交接处,刀具旋转使得第二螺旋切削刃对板材侧壁与板材表面交接处受到向下的切削力,由于板材的表面不会受到向上的力,因此板材表面不起毛、
不爆边,切口整齐,光洁度高,有效提高产品质量和加工效率,同时第一螺旋排屑槽的后端接入并连通第二螺旋排屑槽,使得第一螺旋切削刃和第二螺旋切削刃切削产生的碎屑均经由第二螺旋排屑槽排出,保证了切削过程中排屑顺畅,避免碎屑堆积在刀具上,使切削过程更加平稳,有效延长使用寿命。
附图说明
15.图1为本实用新型的结构示意图。
16.图例说明:
17.1、刀柄部;2、切削部;201、端刃;202、第一螺旋切削刃;203、第一螺旋排屑槽;204、第二螺旋切削刃;205、第二螺旋排屑槽。
具体实施方式
18.以下结合附图和具体实施例对本实用新型作进一步详细说明。
19.如图1所示,本实施例的双刃复合铣刀,包括刀柄部1和切削部2,切削部2的端部上设有端刃201,切削部2上远离刀柄部1的一端设有与端刃201相接的第一螺旋切削刃202,以及与第一螺旋切削刃202对应设置的第一螺旋排屑槽203,切削部2上设有第二螺旋切削刃204,以及与第二螺旋切削刃204对应设置的第二螺旋排屑槽205;第一螺旋切削刃202、第一螺旋排屑槽203的旋向与第二螺旋切削刃204、第二螺旋排屑槽205的旋向相反,第一螺旋排屑槽203与第二螺旋排屑槽205相交设置,且第一螺旋排屑槽203的后端接入并连通第二螺旋排屑槽205。该双刃复合铣刀包括刀柄部1和切削部2,其中切削部2上设有端刃201用于切削板材的底面,第一螺旋切削刃202的走向为由底部向顶部右旋,第二螺旋切削刃204的走向为由底部向顶部左旋,在加工板材时,第一螺旋切削刃202用于切削板材的侧壁,第二螺旋切削刃204用于切削板材的侧壁以及板材表面交接处,刀具旋转使得第二螺旋切削刃204对板材侧壁与板材表面交接处受到向下的切削力,由于板材的表面不会受到向上的力,从而板材表面不起毛、不爆边,切口整齐,光洁度高,有效提高产品质量和加工效率,同时第一螺旋排屑槽203的后端接入并连通第二螺旋排屑槽205,使得第一螺旋切削刃202和第二螺旋切削刃204切削产生的碎屑均经由第二螺旋排屑槽205排出,保证了切削过程中排屑顺畅,避免碎屑堆积在刀具上,使切削过程更加平稳,有效延长使用寿命。
20.优选的,第一螺旋切削刃202、第一螺旋排屑槽203的长度小于第二螺旋切削刃204、第二螺旋排屑槽205的长度。
21.优选的,端刃201、第一螺旋切削刃202、第一螺旋排屑槽203、第二螺旋切削刃204以及第二螺旋排屑槽205的组数均为两组。在本实施例中,双刃复合铣刀上的端刃201、第一螺旋切削刃202、第一螺旋排屑槽203、第二螺旋切削刃204以及第二螺旋排屑槽205均设置为两组,在高转速下铣刀的切削效率比单组数高,能够满足进给速度快的生产需求,降低刃边崩缺的风险。在其他实施例中,双刃复合铣刀上的端刃201、第一螺旋切削刃202、第一螺旋排屑槽203、第二螺旋切削刃204以及第二螺旋排屑槽205的组数还可以设置为三组或更多,不限于本实施例。
22.优选的,刀柄部1和切削部2为一体成型结构。在本实施例中,刀柄部1和切削部2采用硬质合金一体成型,能够有效提高刀具整体的结构强度,保证切割过程的平稳运行,减少
震动导致刀具断裂的风险。在其他实施例中,也可以采用刀柄部1和切削部2分体连接的方式,不限于本实施例。
23.优选的,刀柄部1的柄径d为3.175-12mm,切削部2的刃径d为3.175-12mm。
24.优选的,切削部2的刃长h为17-45mm,刀柄部1和切削部2的总长l为45-100mm。在上述结构基础上,用户可以根据实际生产需要对柄径d、刃径d、刃长h以及总长l的不同规格参数进行合理选择,满足不同加工工件的生产需求,扩大可适用的范围。
25.本实用新型提供的具体规格参数如下表1所示:
[0026][0027][0028]
表1
[0029]
以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例。对于本技术领域的技术人员来说,在不脱离本实用新型技术构思前提下所得到的改进和变换也应视为本实用新型的保护范围。
技术特征:
1.一种双刃复合铣刀,包括刀柄部(1)和切削部(2),其特征在于,所述切削部(2)的端部上设有端刃(201),所述切削部(2)上远离所述刀柄部(1)的一端设有与所述端刃(201)相接的第一螺旋切削刃(202),以及与所述第一螺旋切削刃(202)对应设置的第一螺旋排屑槽(203),所述切削部(2)上设有第二螺旋切削刃(204),以及与所述第二螺旋切削刃(204)对应设置的第二螺旋排屑槽(205);所述第一螺旋切削刃(202)、第一螺旋排屑槽(203)的旋向与所述第二螺旋切削刃(204)、第二螺旋排屑槽(205)的旋向相反,所述第一螺旋排屑槽(203)与所述第二螺旋排屑槽(205)相交设置,且所述第一螺旋排屑槽(203)的后端接入并连通所述第二螺旋排屑槽(205)。2.根据权利要求1所述的双刃复合铣刀,其特征在于,所述第一螺旋切削刃(202)、第一螺旋排屑槽(203)的长度小于所述第二螺旋切削刃(204)、第二螺旋排屑槽(205)的长度。3.根据权利要求2所述的双刃复合铣刀,其特征在于,所述端刃(201)、所述第一螺旋切削刃(202)、所述第一螺旋排屑槽(203)、所述第二螺旋切削刃(204)以及所述第二螺旋排屑槽(205)的组数均为两组。4.根据权利要求1所述的双刃复合铣刀,其特征在于,所述刀柄部(1)和所述切削部(2)为一体成型结构。5.根据权利要求1所述的双刃复合铣刀,其特征在于,所述刀柄部(1)的柄径d为3.175-12mm,所述切削部(2)的刃径d为3.175-12mm。6.根据权利要求5所述的双刃复合铣刀,其特征在于,所述切削部(2)的刃长h为17-45mm,所述刀柄部(1)和所述切削部(2)的总长l为45-100mm。
技术总结
本实用新型公开了一种双刃复合铣刀,包括刀柄部和切削部,切削部的端部上设有端刃,切削部上远离刀柄部的一端设有第一螺旋切削刃以及第一螺旋排屑槽,切削部上设有第二螺旋切削刃以及第二螺旋排屑槽;第一螺旋切削刃、第一螺旋排屑槽的旋向与第二螺旋切削刃、第二螺旋排屑槽的旋向相反,第一螺旋排屑槽与第二螺旋排屑槽相交设置,且第一螺旋排屑槽的后端接入并连通第二螺旋排屑槽。本实用新型的双刃复合铣刀具有切削稳定性好,解决产品表面毛刺现象,有效提高产品质量和加工效率的优点。有效提高产品质量和加工效率的优点。有效提高产品质量和加工效率的优点。
技术研发人员:饶文华
受保护的技术使用者:佛山欧锐德精密工具有限公司
技术研发日:2022.09.05
技术公布日:2023/3/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1