一种弧形板结构、弧形复合板及其加工方法与流程
本发明涉及弧形板材结构,具体涉及一种弧形板结构、弧形复合板及其加工方法。
背景技术:
1、用于家装的板材,通常为平板,如实木三合板、颗粒板等。将其加工后,可以制作成各种各样的家具。为了更加美观和更加安全的考虑,现有的家装家具,开始越来越多的使用到弧形,比如将柜体设置成为圆弧侧板或圆弧柜门,使柜体看起来更加圆润流畅,这样不仅结构美观,而且由于圆弧侧板或圆弧柜门不存在直角,安全系数更高,误碰后也不易伤人。
2、早在2000年,中国专利文献cn2369836y就公开了一种弧形实木成型结构,其由三合板和实木条组成,具体为,按照所要成型的弧度,提前切割好若干实木条,将其按照弧度要求摆放好后,再将相邻的实木木条用胶粘合形成一块弧形板,再在弧形板的一侧或两侧粘合三合板,形成装饰弧形板;该专利公开的弧形实木结构,需要切割形成特定形状的实木条,生产效率很低,人工成本很高。
3、与上述专利中采用的方法类似,中国专利文献cn207526345u公开了一种实木弧形门芯板,其采用的结构是,包括实木制成的若干块中间芯块和两块边缘芯块,若干块中间芯板通过胶水在两端的拼接面处彼此粘接形成一整块板,两个边缘芯块也通过胶水在其各自的拼接面处与一整块板中位于两端的中间芯块各自的外露拼接面相粘接,这样连接好的两块边缘芯块和若干块中间芯块就形成了整体上成类弧形的门芯板。该专利公开的实木弧形门芯板,需要人工粘贴一块块的中间芯块和边缘芯块,生产效率低,人工成本高。
4、中国专利文献cn106378849a和cn107160532a分别公开了采用涂胶压合的方法生产弧形板,该种方法工序复杂,需要最高级的熟练技工以手工形式进行制作,工艺要求高,生产出的产品成本高,且生产效率低。中国专利文献cn111531966a公开了一种家具用弧形板制作方法及家具用弧形板,该专利公开的板采用pvc发泡板和铝单板结合,弯曲形成的弧形板不吃钉,在加工时不易与其他板材固定。
5、发明人经过仔细研究,提供了一种具有全新结构的弧形板结构,采用该种弧形板结构,可以快速形成弧形板,生产成本低,生产速度快,且整体为实木结构,容易与其他板材连接。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有技术中的弧形板结构需要使用木块粘接或采用片材粘接后压合,导致生产成本高、生产效率低的技术缺陷,从而提供一种生产成本低、生产效率高的弧形板结构。
2、本发明还提供一种具有上述弧形板结构的弧形复合板。
3、本发明还提供一种弧形板结构及弧形复合板的加工方法。
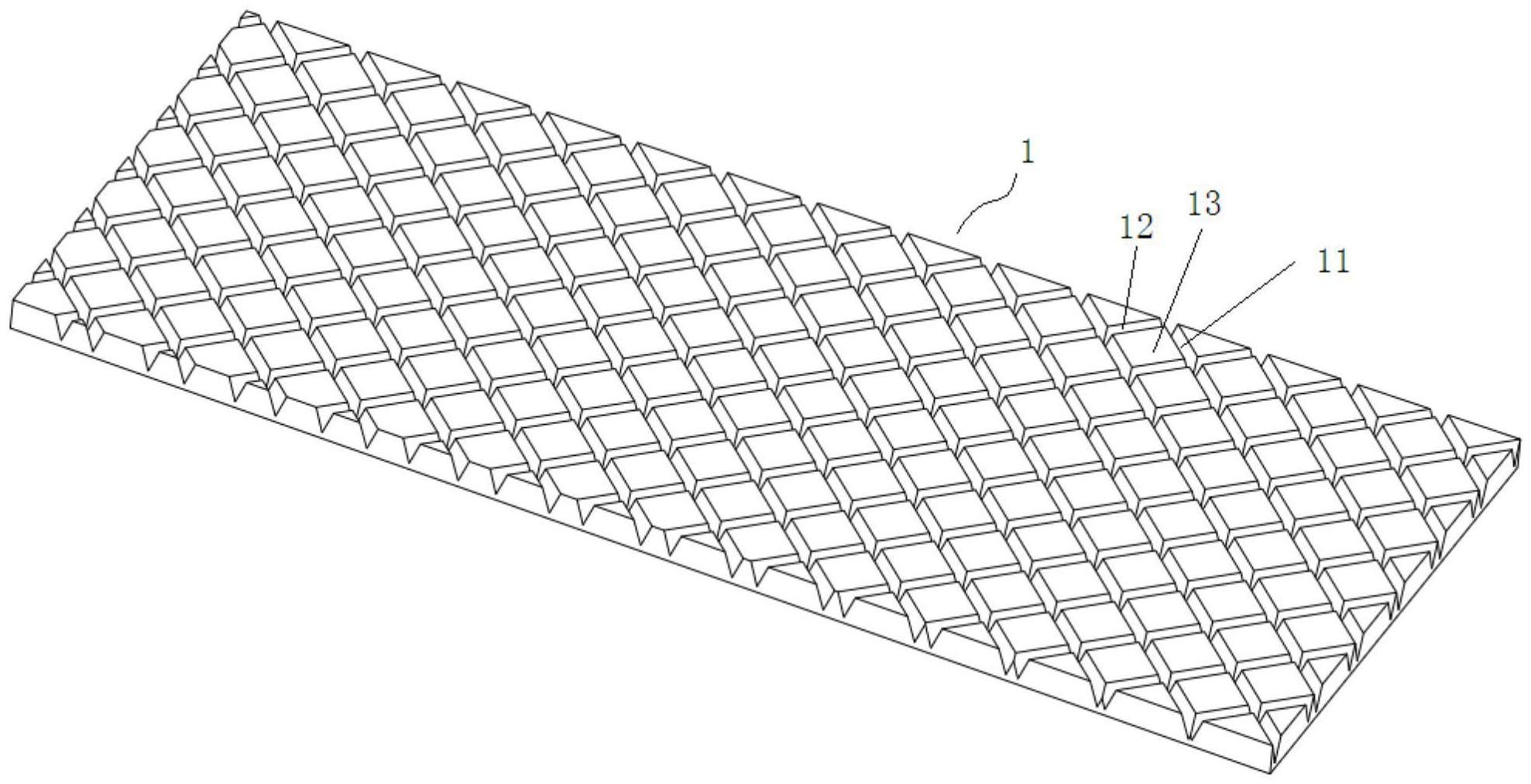
4、为此,本发明提供一种弧形板结构,包括平板,在所述平板的一侧面上,沿第一方向均匀开设有若干第一槽,沿第二方向均匀开设有若干第二槽,所述第一槽和所述第二槽形成85-95°夹角;
5、所述第一槽和所述第二槽在所述平板的一侧面上相互交错、分割出若干均匀分布的凸起块;
6、所述第一槽和所述第二槽的开设深度,使得所述平板能够向着形成有所述凸起块的一侧面正向弯折,或向着没有形成所述凸起块的另一侧面反向弯折,或者能够交替进行所述正向弯折和所述反向弯折,从而能够形成弧面形结构。
7、作为一种优选方案,任意相邻两个所述第一槽之间的间隔距离,与任意相邻两个所述第二槽之间的间隔距离相等。
8、作为一种优选方案,所述第一槽和所述第二槽形成90°夹角。
9、作为一种优选方案,所述第一槽和所述第二槽的开槽深度占所述平板厚度的20-95%。
10、作为一种优选方案,所述第一槽和所述第二槽的横截面形状为v形、梯形或方形。
11、本发明还提供一种弧形复合板,包括有如上述的弧形板结构,还包括面板;
12、所述平板向着形成有所述凸起块的一侧面正向弯折,或向着没有形成所述凸起块的另一侧面反向弯折,或者所述平板交替进行所述正向弯折和所述反向弯折,形成弧面形结构;
13、所述面板复合在形成所述弧面形结构的所述平板的至少一个侧面上。
14、作为一种优选方案,所述平板向着所述正向弯折方向弯折后,至少一部分所述凸起块的侧壁与侧壁抵接或贴合接触。
15、本发明还提供一种弧形板结构的加工方法,包括如下步骤:
16、在平板的一侧面上,沿第一方向均匀开设第一槽,沿第二方向开设第二槽,使所述第一槽和所述第二槽成85-90°夹角,以形成若干均匀分布的凸起块。
17、本发明还提供一种弧形复合板的加工方法,包括如下步骤:
18、在平板的一侧面上,沿第一方向均匀开设第一槽,沿第二方向开设第二槽,所述第一槽和所述第二槽形成85-90°夹角,在第一侧面上相互交错、分割形成若干均匀分布的凸起块;
19、所述平板向着形成有所述凸起块的一侧面正向弯折,或向着没有形成所述凸起块的另一侧面反向弯折,或者交替进行所述正向弯折和所述反向弯折,形成弧面形结构;
20、在所述弧面形结构的至少一侧面上,复合至少一层面板。
21、作为一种优选方案,所述平板向着所述正向弯折方向弯折时,至少一部分所述凸起块的侧壁与侧壁部分抵接或全部贴合接触。
22、本发明中,平板的形成有凸起块的一侧面为正面或正侧面,没有形成凸起块的一侧面为反面或反侧面。
23、本发明的弧形板结构,不仅可以使用木质平板制作,还可以使用塑料平板、发泡平板等,只要是实心结构能够开槽且能够弯折的任意材料的平板都可以拿来制作本发明的弧形板结构。
24、本发明提供的技术方案,具有以下优点:
25、1.本发明的弧形板结构,包括平板,在平板的一侧面上,沿第一方向均匀开设有若干第一槽,沿第二方向均匀开设有第二槽,第一槽和第二槽成85-95°的夹角,优选为90°,第一槽和第二槽在平板的一侧面上相互交错、分割出若干均匀分布的凸起块,第一槽和第二槽的开设深度,使得平板能够向着形成有凸起块的一侧面正向弯折,或向着没有形成凸起块的另一侧面反向弯折,或者能够交替进行正向弯折和反向弯折,从而能够形成弧面形结构;
26、本发明的弧形板结构,首先在平板的一侧面上开设第一槽和第二槽,并形成凸起块,然后在使用时将整个平板弯折,弯折方向可以为正向弯折,也可以为反向弯折,还可以是正向弯折和反向弯折交替进行,从而形成适合使用情形的弧面形结构。
27、当平板朝正向弯折时,微观上表现为一个凸起块的尖角向另一个凸起块的尖角移动靠近,在弯折过程中,相邻的凸起块会自然向着第一槽或第二槽的方向挤压弯折,使第一槽和第二槽变窄或消失,并在第一槽和第二槽的背面形成轻微折痕;凸起块与凸起块之间弯折所形成的折痕,是沿第一槽和第二槽的方向分布,该折痕方向与弧形结构的弧形方向成约45°夹角,这样当弧形板受力时,并不会在折痕位置产生横向扳断力,而是产生与该横向扳断力方向成约45°夹角方向的力,相比于横向掰断力,成45°夹角后,外力更不容易将平板沿折痕掰断,因而整体结构更稳定,承受外力的能力更强;另外,该弧形板结构的背面不像现有技术那样竖纹明显,因而外形更美观。
28、优选的,当平板正向弯曲形成弧形板结构后,至少一部分的第一槽和第二槽侧壁挤压接触(即至少一部分的凸起块侧壁与侧壁挤压接触),这样当弧形结构受力后,并不只在折痕位置受力,第一槽和第二槽的侧壁之间也会受力,可以为挤压力或摩擦力,从而进一步增强了弧形结构板的受力能力。
29、本发明的弧形板结构,正向弯曲成型后,内部基本全部为实心结构,方便吃钉,因而方便与其他结构件通过吃钉连接;优选的,当第一槽和第二槽为v型槽,平板正向弯曲形成弧形结构时,第一槽和第二槽的侧面完全接触,v型槽消失,此时弧形结构整体全部为实心结构,不仅结构稳定性强,吃钉能力也更优秀,而且吃钉后,如果钉子穿过了第一槽和第二槽的接触侧面,还可以能进一步增强弧形板结构的受力能力。
30、2.本发明的弧形复合板,包括有上述的弧形板结构,以及在弧形板结构的至少一个侧面上复合的面板,复合面板后,弧形板结构定型成为具有特定弧度的弧形复合板,方便使用;本发明的弧形复合板,由于采用了上述的弧形板结构,因而也具有因采用上述弧形板结构所带来的一切优点。
31、3.本发明还提供一种弧形板结构的加工方法,仅需在平板的一侧面上,按照要求开设第一槽和第二槽,形成若干均匀分布的凸起块即可,后续使用时,可以根据要求正向弯折或反向弯折,以形成具有特定弧度的弧形板结构;本发明弧形板结构的加工方法工艺简单,可以机械化作业,可以自动化生产,因而生产效率很高,人工成本很低。
32、4.本发明还提供一种弧形复合板的加工方法,先在平板的一侧面上开设第一槽和第二槽,并形成若干凸起块;然后将平板正向弯折、反向弯折或交替正向弯折和反向弯折,形成弧面形结构;再在弧面形结构的正面或正反两面复合至少一层面板,从而形成弧形复合板。本发明弧形复合板的加工方法,加工工艺简单,加工效率高,人工成本低。
- 还没有人留言评论。精彩留言会获得点赞!