刨花板垫块自动挤压成型机构及工艺的制作方法
本发明涉及刨花板生产工艺的,特别是涉及一种刨花板垫块自动挤压成型机构及一种刨花板垫块自动挤压成型工艺。
背景技术:
1、木质托盘是一类重要的集合包装用物料;其主要的作用是包装一些大型、重载的设备或堆栈放置的物料。所述的木质托盘一方面可以保护设备,另外一方面也可以作为装卸搬运的辅助工具,以配合叉车进行一体化的装、卸货操作,从而可以提高装卸和搬运的速度,缩短周转物料的作业时间。但是,现有技术中的木托在经常性的使用场合中由于强度差等因素而容易发生破损的情况,对于设置于所述木质托盘底部四周的垫块,由于其作为长时间承重的部件,故而破损的几率更高。基于现有技术的经验,使用刨花板作为垫块可以增强木质托盘的承载强度,从而满足其装卸和搬运设备的耐用性的需求。
2、目前,生产刨花板的工艺流程大致包括:将原料经削片、刨片、干燥、筛选后按芯层刨花与表层刨花分开;其中,表层刨花需先打磨,然后,再进行拌胶。经过拌胶的原料通过铺装、预压、横截、合板、分板、锯板等工序后制得成品。为了保证刨花板的质量和成品的合格率,降低刨花板的吸水率和厚度膨胀率是十分重要的。因为,吸水膨胀是造成刨花板体积不稳定的主要原因,其限制了刨花板的应用范围。通常的解决方法是再生产刨花板的过程中加入石蜡防水剂,以提高刨花板的防水性。现有的实践证明,在刨花板中添加石蜡材料,例如,固体、液体或乳剂的石蜡材料只能起到暂时的防水作用,而随着使用时间的加长或者石蜡添加剂的过来使用都会使得刨花板的防水性能下降或者降低刨花板自身的强度。此外,还有一种解决途径,使用改善实体木材稳定性的乙酰化技术也可以用以减少刨花板的厚度膨胀率,但是这种乙酰化的防水措施的成本较高,因为需要新增设备,对生产厂家改进现行工艺而言存在制约。
3、基于此,中国专利cn1031181c公开了一种木质塑化取代防水剂生产刨花板的工艺,该种工艺可以根据刨花板的规格厚度,在热压工序中,按高压、中亚或低压的分类来选择热压温度和时间,并通过木质自身塑化来取代石蜡防水剂,其中,能满足木质塑化的热压温度为170至175℃;高压的热压时间不小于1.5分钟,中压的热压时间不小于2分钟,低压的热压时间不小于3分钟,高压阶段的压力为1.96-3.43mpa。该种工艺可以节约原材料并降低成本。
4、然而,现有的刨花板生产工艺还存在挤压成型效率低的技术问题。具体的,在刨花板的生产工序中,将刨花板的各原料充分搅拌均匀后,需要将其放入预设的模腔之中,以使其能被压成所需的形状及尺寸;而现有技术多采用手工操作的防水对其进行压制成型,或在压制成型的过程中不能准确控制成型的压力,致使挤压后的刨花板物料不能按需成型或出现致密性差的缺陷;影响自动化生产的刨花板的效率。
技术实现思路
1、基于此,有必要针对如何改善刨花板垫块成型效率的技术问题,提供一种刨花板垫块自动挤压成型机构及工艺。
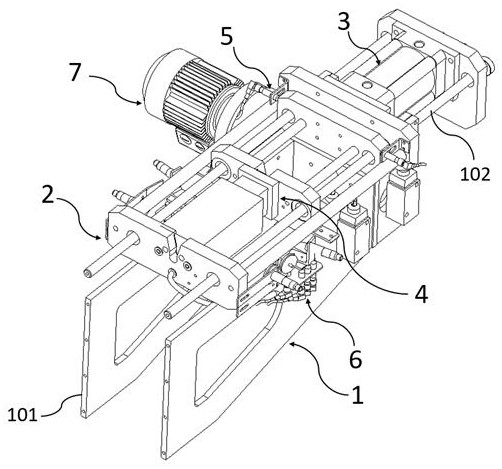
2、一种刨花板垫块自动挤压成型机构,其包括:第一基架、第二基架、挤压推进机构、成型模具、推力传感器以及压力传感器;所述第一基架之上活动设置所述第二基架,所述第二基架的端部设置所述挤压推进机构,所述第一基架具有承载架以及导行杆;所述承载架之上设置所述导行杆;两所述导行杆平行设置,每一所述导行杆均活动穿过所述第二基架。所述挤压推进机构具有推进动力机、推杆以及第三基架;所述推进动力机连接于所述第二基架的端部,所述推进动力机与所述推杆动力连接;所述推杆与所述第三基架相连,所述第三基架活动连接于所述第二基架之中;两平行设置的所述导行杆均穿过所述第三基架。所述成型模具分别连接所述第二基架与所述第三基架,所述成型模具具有下模以及上模;所述下模与所述第二基架相连,所述上模与所述第三基架相连,所述下模与所述上模相对活动设置。所述推力传感器设置于所述第三基架的侧面,所述推力传感器与所述第三基架感应连接;所述压力传感器设置于所述成型模具的邻侧,所述压力传感器与所述成型模具感应连接。
3、进一步的,所述第一基架的邻侧设置有辅助推进机构,所述辅助推进机构具有辅助动力机、联轴器、旋转杆、推进调节杆以及推块。
4、更进一步的,所述辅助动力机设置于所述承载架的侧面,所述联轴器分别连接所述辅助动力机与所述旋转杆。
5、更进一步的,所述旋转杆与所述推进调节杆动力连接,所述推进调节杆的一端部连接所述推块。
6、更进一步的,所述推块与所述推进动力机相连,所述推块分别与两所述导行杆活动连接。
7、更进一步的,所述旋转杆设置有丝母,所述推进调节杆设置有丝杆,所述丝母与所述丝杆配对连接。
8、更进一步的,所述第二基架具有顶板、连杆以及底板。
9、更进一步的,所述顶板与所述推进动力机相连,所述顶板与所述导行杆活动连接。
10、更进一步的,所述连杆分别连接所述顶板与所述底板,所述底板与所述下模相连,所述底板与所述导行杆活动连接。
11、具体的,一种应用前述的刨花板垫块自动挤压成型机构的工艺,其包括如下步骤:
12、s1:预先将刨花板垫块的原料投入所述成型模具之中;
13、s2:所述推进动力机驱动所述推杆以带动所述第三基架移动,所述第三基架驱动所述上模靠近所述下模,所述推力传感器监测所述推进动力机的输出推力;
14、s3:所述上模被驱动相对靠近所述下模时,刨花板垫块的原料被挤压成型,所述压力传感器对所述成型模具之中的压力进行监测;
15、s4:当所述成型模具内部的压力低于预设值时,所述辅助动力机驱动所述旋转杆以带动所述推进调节杆动作,进而,所述推进调节杆驱动所述推块以带动推进动力机;所述推进动力机移动时带动所述第二基架沿所述导行杆的导引而移动,以使所述下模沿靠近所述上模的方向动作,直至所述成型模具内部的压力达到预设值;
16、s5:所述成型模具内部的压力达到预设值后结束挤压成型工序,以获得刨花板垫块成品。
17、综上所述,本发明刨花板垫块自动挤压成型机构分别设有第一基架、第二基架、挤压推进机构、成型模具、推力传感器以及压力传感器;所述第一基架之上活动设置所述第二基架,所述第二基架的端部设置所述挤压推进机构,所述挤压推进机构具有推进动力机、推杆以及第三基架;所述推进动力机连接于所述第二基架的端部,所述推进动力机与所述推杆动力连接;所述推杆与所述第三基架相连,所述第三基架活动连接于所述第二基架之中;两平行设置的所述导行杆均穿过所述第三基架。所述成型模具分别连接所述第二基架与所述第三基架,所述成型模具具有下模以及上模;所述下模与所述第二基架相连,所述上模与所述第三基架相连,所述下模与所述上模相对活动设置。所述推力传感器设置于所述第三基架的侧面,所述推力传感器与所述第三基架感应连接;所述压力传感器设置于所述成型模具的邻侧,所述压力传感器与所述成型模具感应连接。需要被挤压成型的刨花板原料可以被预先导入所述成型模具之中,然后,所述挤压推进机构可以通过控制所述推进动力机以使所述推杆带动所述第三基架以及所述上模往靠近所述下模的方向移动。而所述上模与所述下模发生相对动作时,所述下模与所述上模之间放置的原料能被挤压成型;在挤压成型工序之中,所述推力传感器与压力传感器能实时对推力与压力进行监测,以使工序过程中的成型压力满足成型需求;避免了传统的刨花板挤压成型的过程中只能依靠人工调节推力以及缺少压力反馈功能的缺陷。所以,本发明刨花板垫块自动挤压成型机构解决了如何改善刨花板垫块成型效率的技术问题。
- 还没有人留言评论。精彩留言会获得点赞!