一种利用秸秆、木竹加工剩余物制备轻质无机复合材料的方法与流程
本发明属于复合板材制造,特别是涉及一种利用秸秆、木竹加工剩余物制备轻质无机复合材料的方法。
背景技术:
1、我国农作物秸秆资源非常丰富,其中稻秸秆和麦秸秆占比接近一半。秸秆焚烧会引起空气污染,而直接还田会导致病虫害等农业生产安全问题。加强秸秆材料的有效利用已成为社会各界十分关注的议题。此外,随着我国木竹加工产业的发展,每年产生大量的木竹加工剩余物,如锯屑、边角料、砂光粉等,回炉焚烧的能量利用率较低,亦会对大气环境产生负面影响。秸秆和木竹加工剩余物的主要组分为纤维素、半纤维素和木质素,具有孔隙率高、导热系数低、纤维强度大等材料特性。使用秸秆和木竹加工剩余物作为原材料,通过构建有机/无机胶凝体系制备复合材料是一种重要的农林废弃物综合利用途径。目前,见于报道的可制备大幅面秸秆或木质纤维增强复合材料以无机胶凝体系为主,如硅酸盐水泥、石膏、氯氧镁水泥等。其中,以氯氧镁水泥为主体的镁基胶泥材料水化凝结迅速,更适合作为无机胶黏剂与秸秆和木质纤维料进行复合。
2、现有专利(公开号:110978165a),公开了一种多原料混合制板的方法及生产线。所述方法包括刨花处理、秸秆处理、混合、粉碎、施胶、制板六个步骤;所述生产线包括秸秆线、木质线和混合线。此方法所用秸秆碎料尺寸短小,未能充分发挥不同长度秸秆单元的优势;而且此方法是以秸秆刨花和木材刨花的混合碎料制备三层结构板,未针对秸秆料和木质纤维料的性能差异分别利用。
3、现有专利(公开号:114833912a),公开了一种秸秆复合板及其制作方法。所述秸秆复合板通过对秸秆处理至秸秆长纤维与秸秆粉料相结合的方式,且以mgo、mgso4、h2o三元胶凝体系搭配辅助胶凝剂的无机复合胶粘剂进行胶粘制得。此方法要求秸秆含水率小于10%,长纤维优选不大于3cm,且以秸秆粉料居多,对物料单元的要求高。
技术实现思路
1、本发明的目的是提供一种用秸秆、木竹加工剩余物制备轻无机复合材料的方法,以解决上述现有技术存在的问题,在秸秆全尺寸上进行技术和产品开发,在充分发挥稻秸秆、麦秸杆、木竹加工剩余物的材料特性基础上,提高秸秆和木竹加工剩余物的综合利用率和产品价值,丰富秸秆基复合材料品类。
2、为实现上述目的,本发明提供了如下方案:
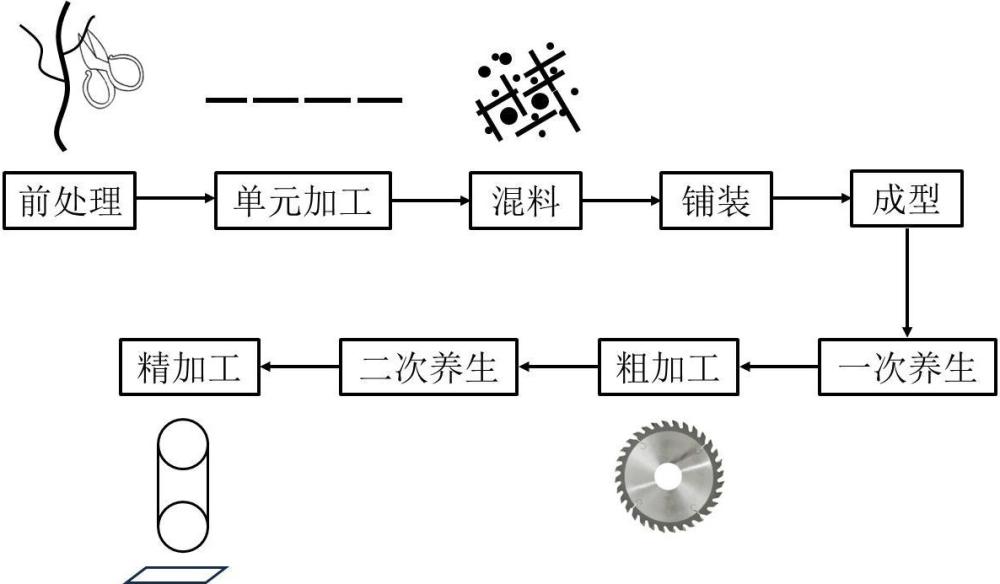
3、本发明提供一种用秸秆、木竹加工剩余物制备无机复合材料的方法,主要包括以下步骤:
4、1)前处理
5、所述前处理主要是对稻秸秆进行去叶作业,叶柄去除率达到70%以上,麦秸秆叶柄去除率30%以上;对需要堆积存放的稻、麦秸秆,需要将其干燥至含水率小于25%;木竹加工加工剩余物,只要不腐烂变质,没有含水率控制的要求。
6、2)单元加工
7、将符合要求的稻秸秆和/或麦秸秆加工成不小于20 cm至原秸秆长度一半长度;木竹加工剩余物加工到长度不大于5cm,径级小于成型材料厚度一半,以制备密度小于0.35g/cm3的复合材料。
8、3)混料
9、采用添加6%建筑胶泥的镁基胶泥和木竹加工剩余物、秸秆质量比分别为60~70:1~25:5~35;采用机械喷胶方式对秸秆进行施胶,即利用压力不低于0.5mpa的压缩空气将所述镁基胶泥均匀喷洒到秸秆单元上,并和强制搅拌后的木材加工剩余物单元均匀混合或分层叠放,以完成混料操作。
10、4)铺装
11、优选半自动模具铺装。要求各单元相互均匀铺装,或分层铺装。
12、5)成型和一次养生
13、采用加村成型和加热一次养生同步进行,优选压力0.33~0.56 mpa,温度35~70℃,时间4~12 h;所述一次养生后的坯料镁基胶泥处于不完全固化状态,固化程度在80%~85%之间。
14、6)粗加工
15、对一次养生过后的不完全固化坯料进行截断、锯剖和裁边等切削加工。
16、8)二次养生
17、根据产品厚度不同选择相应的优化养生温度、湿度和时间,使得坯料充分固结,坯料厚度小于5 cm的,优选养生温度25℃~50℃,时间2~6 d,坯料厚度5~15cm的,优选养生温度为30℃~60℃,时间2~6d,坯料厚度大于15 cm时,优选养生温度35℃~70℃,时间2~7d。
18、9)精加工
19、对二次养生过后的坯料进行铣削和砂光等精加工,包括边部铣削加工和上、下表面平整化加工,可不砂光处理。
20、作为本发明的一个优选技术方案,所述前处理步骤中的稻秸秆去叶操作采用人工剪切和机器去叶中的任一种;所述单元加工采用人工裁剪和机器定长截断中的任一种;所述前处理和单元加工步骤,优先采用不干燥的农作秸秆进行单元加工,以降低能耗和保证单元规格;所述混料环节的镁基胶泥材料包括氯氧镁胶泥、硫氧镁胶泥等镁基胶泥中的一种或两种或多种;所述前处理和混料步骤,镁基胶泥的含水率与农作物秸秆、木竹加工剩余物的含水率成相反的对应关系,但总用水量保持设计用水量值;所述农作物秸秆主要为稻秸秆、麦秸秆或稻秸秆和麦秸秆的混合物,所述的木竹加工剩余包括锯屑、刨花、边皮材、竹丝条、截头、稍部或者它们之间的任何几种混合物。
21、本发明相对于现有技术主要取得了以下技术效果:
22、本发明提供的一种用秸秆、木竹加工剩余物制备轻质无机复合材料的方法,对秸秆原材料和木竹加工剩余物的含水率要求低,前处理工艺简便,将秸秆加工成多种不同长度规格的物料单元,使用镁基胶泥材料作为无机胶黏剂,并添加适量建筑胶泥为辅料,可制备具有不同单元形态、尺寸规格和产品用途的轻质无机复合材料,实现了稻秸秆和麦秸秆在轻量化上高质量利用。设置一次养生环节,在不完全固化状态下对坯料进行锯切粗加工,可降低加工能耗,减少崩边缺陷;设置二次养生环节,在完全固化状态下对坯料进行砂光精加工,可以达到更高的尺寸精度。通过本方法制备得到的秸秆混合木竹加工剩余物轻质无机复合材料,充分发挥了稻秸秆、麦秸秆和木竹加工剩余物的孔隙比大、导热性差、隔音性好和纤维增强特性,也发挥了镁基无机材料具有防蛀防腐、较好支撑的特点,制成的轻质复合材料可用于建筑墙体和复合门、装饰等产品的加工。
技术特征:
1.一种利用秸秆、木竹加工剩余物制备轻质无机复合材料的方法,其特征在于,包括前处理、单元加工、混料、铺装、成型、一次养生、粗加工、二次养生和精加工等步骤。所述前处理主要是对稻秸秆进行去叶作业,叶柄去除率达到70%以上,麦秸秆叶柄去除率30%以上;对需要堆积存放的稻、麦秸秆,需要将其干燥至含水率小于25%。所述单元加工是将稻、麦秸秆加工成不小于20cm至原秸秆长度一半的规格,所述的木竹加工剩余物加工成长度不大于5cm的规格。所述混料是采用添加6%~7%建筑胶泥的镁基胶泥作为无机胶黏剂,将秸秆单元与木竹加工剩余物单元按设计的比例混料;所述的设计比例混料是:镁基胶泥、木竹加工剩余物、秸秆质量比分别为60~70:1~25:5~35。
2.根据权利要求1所述的混料步骤,其特征在于,秸秆的施胶是以机械喷胶进行实施,所述机械喷胶是利用压力不低于0.5mpa的压缩空气将所述无机胶黏剂均匀喷洒到秸秆单元上,所述木竹加工剩余物的施胶采用采用间歇式或连续式机械拌胶,并和喷胶后的秸秆均匀混合或分层叠放,以完成混料操作。
3.根据权利要求1所述的铺装步骤,其特征在于,所述铺装步骤优选半自动模具铺装。
4.根据权利要求1所述的成型和一次养生步骤,其特征在于,所述的成型和一次养生同步进行,选择加热加压法,成型和一次养生优选压力为0.33~0.56mpa,温度为35℃~70℃,时间为4~12h。一次养生后的复合材料坯料中镁基胶泥达到80%~85%固化程度。
5.根据权利要求1所述的方法,其特征在于,所述粗加工包括截断、锯剖和裁边等切削加工。
6.根据权利要求1所述的方法,其特征在于,所述二次养生是在特定温度、时间下的坯料充分固结的过程,坯料厚度小于5cm的,优选养生温度25~50℃,时间为2~6d,坯料厚度5~15cm的,优选养生条件为30~60℃,2~6d,坯料厚度大于15cm时,优选养生温度35~70℃,时间2~7d。
7.根据权利要求1所述的方法,其特征在于,所述的精加工包括边部的铣削加工和上、下表面的平整度处理,可不砂光处理。
8.根据权利要求1所述的方法,其特征在于,所述前处理和单元加工步骤优选采用不干燥的农作物秸秆进行单元加工,以降低能耗和保证单元规格。
9.根据权利要求1所述的方法,其特征在于,所述前处理和混料步骤,镁基胶泥胶浆的含水率与农作物秸秆、木竹加工剩余物的含水率成相反的对应关系,但总用水量保持设计用水值。
10.根据权利要求1~9中任一项所述的方法,其特征在于,所述涉及农作物秸秆主要为稻秸秆、麦秸秆或稻秸秆和麦秸秆的混合物;所述的木竹加工剩余包括锯屑、刨花、边皮材、竹丝条、截头、稍部或者它们之间的任何几种的混合物。
技术总结
本发明公开一种利用秸秆、木竹加工剩余物制备轻质无机复合材料的方法,涉及复合材料制造技术领域,包括前处理、单元加工、混料、铺装、成型、一次养生、粗加工、二次养生、精加工步骤。所述单元加工是将稻秸秆或麦秸秆制成>20 cm至秸秆长度一半的长度规格,木竹加工剩余物加工成长度不大于5cm的规格;所述混料包括将镁基胶泥、木竹加工剩余物、秸秆按照设定的不同质量比均匀混合;所述粗加工是针对一次养生后不完全固化状态下的坯料进行锯切加工。本方法充分发挥农作物秸秆、木竹加工剩余物和镁基胶泥各自的特点,实现秸秆轻质化、多体积利用,制备具有填充、轻量化和保温功能的无机复合材料,可用于制备建筑墙体、家具、装饰产品的加工。
技术研发人员:姜延红,郑化高,马灵飞,钱俊
受保护的技术使用者:江山市畅畅木业有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!